Contents
Everything you need to know about Preheaters and Precalciners
[wpecpp name=”package” price=”75″ align=”center”]
by Claus Bech* and Alex Mishulovich**
The rotary kiln, in commercial use since the 1880s, remains the most widely accepted reactor for high-temperature processing of solids, when substantial reaction time and satisfactory homoge-nization are required. Because of the long residence time and the large mass of the kiln charge, it is stable in operation as well as mechanically simple. In other words, it is almost ideal for handling the final steps of clinkering in its burning and cooling zones. However, heat exchange between the gas stream and the kiln charge is inefficient due to the limited surface area of the solid/gas interface and poor conductivity of the granular bed of material. The thermal efficiency becomes critical for the heat exchange-controlled steps preceding clinker sintering.

Figure 3.2.1. Multistage cyclone preheaters and precalciners in a cement plant.
improving the thermal efficiency of the energy-intensive process of cement manufacturing. This chapter discusses the role of preheaters and precalciners in improved pyroprocessing and related material, operation, and environment benefits to the overall cement kiln operation.
PREHEATERS
Ideally, the temperature differential between the fresh feedstock entering the kiln and the gas stream leaving the kiln is to be as low as is practically possible. The necessity of minimizing this differential was the impetus that directed the development of technical means to dramatically increase the heat exchange surface area. For wet process kilns, chain curtains were introduced for these purposes over 100 years ago and survived, despite the limited temperature range of operation and numerous attempts to replace them with more efficient external devices. In dry process kilns, the search for external heat exchange apparatus has been more productive.
Two basic approaches enjoyed a significant degree of success. The first one was based on the heat exchange between the horizontal bed of granular material, moved toward the kiln feed end by a traveling grate, and the vertical cross-flow of the kiln off-gas. One of the embodiments of this principle, employing the double-pass of the gas through the grate, became fairly popular in the post-WWII years in Europe under the trade name of Lepol.
Another approach utilizes heat exchange between the gas flow and solids suspended therein, usually in a pulverized form. Various designs based on this principle have come to dominate the industry since the 1960s, due to their high energy efficiency in a wide temperature range, high unit capacity, and relative simplicity of operation and maintenance.
Despite the differences in details and arrangement, all suspension preheaters, currently produced and operated, share the same design principles. They consist of several (up to six) stages arranged vertically in such a way that the kiln gas enters each stage from the stage below, and the material enters the stage from the stage above. A typical multistage suspension preheater is shown in Figure 3.2.1. Each stage consists of a mostly vertical duct and a cyclone. The duct provides the space where heat exchange takes place between the gas and solid as illustrated in Figure 3.2.2. The pulverized state of the kiln feed offers an immense heat exchange surface. At the same time, the very small size of the solid particles minimizes the limiting effect of thermal conductivity and guarantees temperature unifor-mity across the particle cross section. In a properly built system, where the particles are evenly distributed across the duct, the temperatures of gas and solid equalize almost instantly, not unlike in the mixing of liquids.
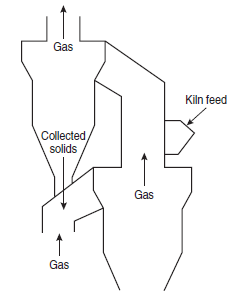
Figure 3.2.2. Schematic view of two top stages of a suspension preheater.
The solid/gas suspension then enters the cyclone where it is separated. Gas leaves the cyclone through the vertical pipe (thimble) and enters the stage above, and the solid material falls into the stage below. Each stage, therefore, operates as an ideal parallel-flow heat exchanger, but all stages are arranged in a counterflow pattern. In practice, the material temperature increases in each stage by 150°C-250°C, with a corresponding drop of the gas temperature.
This general concept has proven the most practical despite numerous attempts to replace cyclones with other heat exchange vessels. Some systems, employing cylindrical or conical shafts with essen-tially counterflow current, were actually commercialized on a limited basis. More exotic ideas, such as using a series of downwardly inclined helical ducts instead of cyclones (Hess, 1982), have never been developed beyond the experimental phase.
Mechanics of a Cyclone
The cyclone operation is characterized by two key parameters, collection efficiency and pressure drop, both controlled by the mechanics of gas flow.
The collection efficiency, η,may be characterized empirically:
A more accurate characteristic is a cut size (dpc), which is defined as a particle size for which the efficiency is 50%. This particle size can be calculated approximately by equating the centrifugal force on a particle (due to its angular velocity) to the drag on the particle due to the radial gas velocity (Dietz, 1981). Various mathematical models point out that the efficiency improves steeply with the increase of the gas velocity and reduction of the cyclone diameter, both increasing the centrifugal force.
Pressure drop across a cyclone is affected by a number of factors:
• Expansion of the gas stream upon entering the cyclone
• Kinetic energy losses in the spiral trajectory within the cyclone
• Friction losses
• Kinetic energy recovery as pressure energy at the outlet
Numerous theoretical and empirical equations have been proposed for calculating the cyclone pressure drop (Casal and Martinez-Benet, 1983). It is generally agreed that it is proportionate to the ratio between inlet velocity and cyclone diameter as given below:
where,
v= inlet velocity
D = cyclone diameter
It can be seen that increasing the gas velocity and/or reducing the cyclone diameter would improve the separation efficiency, but also increase the pressure drop. On the other hand, the pressure drop is also affected by the separation efficiency, since the latter determines the dust load and, subse-quently, the kinetic energy of the gas stream. Resolving these contradictions places a special emphasis on the rational cyclone design. Both efficiency and the pressure drop depend on the geometrical parameters of the cyclone. The most important are the width and height of the inlet, relative length of the cylindrical and conical parts, length and diameter of the vertical tube (thim-ble), and the shape of the vortex at the cyclone inlet.
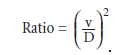
Figure 3.2.3. Old and new cyclone designs. (Courtesy of F. L. Smidth & Co.)
The modern cyclone is designed differently from a cyclone in the earliest preheaters installed in the 1950s. Figure 3.2.3 illustrates the old and new cyclone designs by one of the major equipment manufacturers. As practical experience confirms, the efficiency of a cyclone is enhanced by the efficient use of thimbles. Also helpful in this respect are the slanted walls with no shelves to ensure reduction of build-ups, and maintaining the inlet angle at a certain angle (280°, in this case). The inlet and outlet areas are to be kept as large as possible to reduce the gas velocities and, subse-quently, minimize the pressure drop.
Separation efficiency is equally critical when considering the selection of preheaters in a cement kiln operation. It is important that the cyclones from the bottom to the top have optimum effi-ciency. It is difficult to obtain the same degree of separation at the bottom stage as it is at the top of the preheater. This is related to the high temperature and the difficulties in maintaining a thimble in the challenging environment. To resolve that problem, most manufacturers are now supplying segmented thimbles with high temperature- and chemically-resistant materials. The interlocking design and the composition of the alloy allow it to withstand the high temperatures and chemical attack most often responsible for thimble failure in the bottom stage cyclones of a preheater.
The design of preheater cyclones varies from bottom to top to achieve maximum efficiency. At the bottom, the design incorporates short cylindrical sections with a relatively short thimble; it some-times uses cones with two different angles that reduce the tendency of cyclone blockage around the inlet to the feed pipe. To a large extent the changes in the upper stages are made to maximize the efficiency. Typical geometries of cyclones at different preheater stages are shown in Figure 3.2.4. At the very top stage, the cyclone is thinner and taller compared to the bottom stage cyclones. The thimble, which extends deeper into the cyclone, is usually made of mild steel, just like the down-comer downstream of the preheater. Another important factor in sizing preheater vessels is the gas velocity, which, as indicated above, impacts the pressure drop and efficiency.
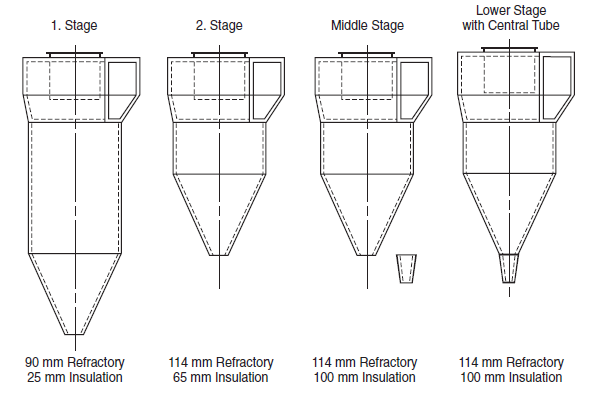
Figure 3.2.4. Various cyclone configurations.
Experience suggests that the optimum outlet velocity should be 13–15m/s (2560–2950 ft/m) in the lower stages decreasing to 8–10 m/s (1575–1970 ft/m) at the top stage (Eckert, 2002).
Table 3.2.1 shows a typical pressure drop across a standard preheater, as a function of the number of cyclone stages.
Table 3.2.1. Pressure Drop Across Multistage Preheaters

Other important features of the preheater design are the distribution boxes and distribution plates that keep the material dispersed from the cyclone above into the gas stream. Enhanced dispersion greatly improves the heat exchange. It is known that most of the heat exchange takes place imme-diately after the material has been dispersed into the air stream of the riser duct.
The cyclone discharge chutes are equipped with tipping valves. They help to minimize any gas leakage into cyclones through the chutes that may drastically reduce the separation efficiency.
PRECALCINERS
Although having vastly intensified heat exchange in the low-temperature zones, no preheater can address another shortcoming of the rotary kiln process. The kiln operator is rather limited in controlling the kiln temperature profile beyond the firing (sintering) zone. As early as 1896, de Navarro patented and later built the rotary kiln with an autonomously fired rotary cylinder for preliminary calcination (Lewis, 1900). It was probably the first radical attempt to resolve the contradiction between the heat requirements of the low- and high-temperature zones. Over the years, various systems were offered, including those for firing fuel in the calcining zone of a conventional long kiln (Mishulovich and Khokhlov, 1969). However, only the suspension preheater could eventually have become the basis for practically successful precalciners. The preheater provided the winning combination of efficient heat exchange with the highly turbulent gas stream. The latter was beneficial for the fuel combustion, making it much more intensive than the diffu-sion flame in the firing zone. It is important to remember that the kiln production rate is propor-tionate to the input of heat energy. In kilns with single-point firing, this input is limited by the amount of fuel that can be burned safely and efficiently in the burning zone, which is in essence a function of the kiln diameter. The precalciner, being effectively the second firing zone, greatly expands the system’s capability.
Successful attempts to enhance preheater kiln operation by burning additional fuel in the preheater riser duct eventually gave birth to the development of so-called “air-thru” precalciners. But it was the almost simultaneous appearance in the late 1960s of several precalciner systems that began the precalciner revolution. By 1984, there were over 20 different types marketed by 28 manu-facturers (Garrett, 1985). Use of the cooler vent air for combustion was the feature shared by most of the models. It became possible to generate and absorb over 60% of the total heat input in the calcination zone where the heat consumption was critical.
Efficient and successful operation of a precalciner depends on a number of design aspects. An adequately high mean gas residence time in the precalciners and the final cyclone is required for improved combustion efficiency. A high solids residence time, along with good gas/solids mixing, should allow a higher degree of calcination or a lower precalciner temperature. The latter should reduce potential build-up problems and give lower fuel consumption.
The precalciner performance may be characterized by the combustion efficiency, calcination rate, vulnerability to build-ups and blockage, and ultimately, the production rate and fuel consumption. All these factors depend on the precalciner design.
The vast diversity of precalciner systems makes their classification difficult. In particular, the design differences include:
• Swirling or non-swirling flow
• Extended riser duct systems or separate combustion chamber
• The system of supplying combustion air (separate duct or through the kiln)
• Number of stages, number of strings
• NO reduction system
Fuel Combustion
Since combustion in precalciners is the most important process, it is appropriate to review the three basic types of precalciners from this standpoint (Turnell, 2001). These types are:
• Total flow precalciner
• Tertiary air flow precalciner
• Hybrid precalciner
Figure 3.2.5 provides typical layouts of these precalciners.
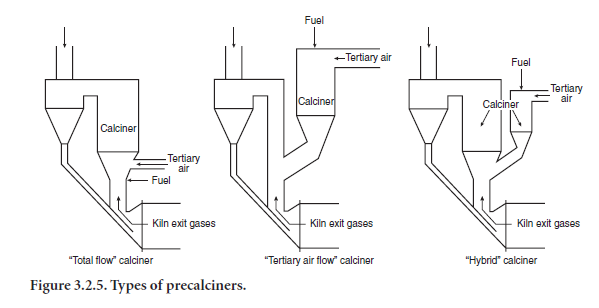
Total Flow Precalciner
In total flow precalciners, combustion takes place in a mixture of kiln exit gases and tertiary air. Combustion therefore starts in gases with about 10% to 14% oxygen and ends in about 1% to 3%oxygen. Raw meal from the preheater (not shown in Figure 3.2.5) is fed into the bottom of the precalciner and is conveyed through the precalciner to the lowest stage cyclone by the precalciner gases. During this time, fuel combustion and heat transfer to the raw material are occurring.
Tertiary Air Flow Precalciner
In tertiary air flow precalciners, combustion takes place in air flow. In other words, it starts in gases with 21% oxygen and ends in about 1 to 3% oxygen. Raw meal from the preheater is fed into the precalciner at the level of a burner end and is conveyed to the bottom stage cyclone.
Hybrid Precalciners
Hybrid precalciners are essentially a combination of the total flow and tertiary air flow precalcin-ers. In hybrid precalciners, combustion starts in tertiary air with 21% oxygen, as in tertiary air flow precalciners, but is completed in a mixture of kiln off-gas and tertiary air, similar to total flow precalciners.
The gas temperature at the exit of the three types of precalciners is kept in the range of 870°C to 900°C, which is required for calcination of limestone and yet low enough to avoid forming build-ups and blockages.
The advantage of total flow and hybrid precalciners is their suitability for creating a reducing zone in the off-gas stream, wherein nitrogen oxides can be reduced. Tertiary air flow and hybrid precal-ciners have the advantage of providing an oxygen-rich atmosphere, especially favorable for hardto-burn fuels. In addition, the required precalciner volume of tertiary air flow precalciners is less than the volume required for total flow and hybrid precalciners.
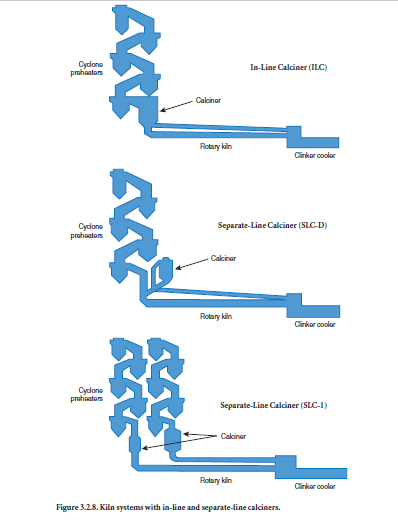
Examples of the currently used total flow and tertiary air flow precalciners are, respectively, the F. L. Smidth Co.’s In-Line Calciner (Figure 3.2.6), and Separate-Line Calciner (Figure 3.2.7). Arrange-ments of kiln systems with these calciners are shown in Figure 3.2.8.
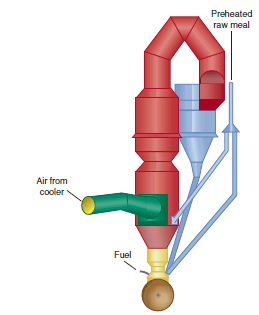
Figure 3.2.6. Low NOx in-line calciner, (ILC).
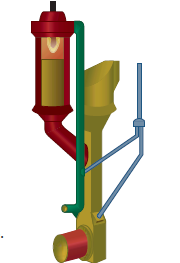
Figure 3.2.7. Separate-line calciner, (SLC-D).
Calcination Efficiency
Fuel combustion and, to an even larger extent, the solids residence time depend on the gas flow regime. The calculated gas residence time varies in different designs from 1.4-1.7 seconds in systems with a separate precalciner vessel, to 4-5 seconds in extended-duct systems. Some precal-ciner designs induce a swirling or cyclonic motion to the gas stream within the precalciner vessel, which gives the solids significantly longer residence time. Swirling improves mixing but, in the case of solid fuel, may create high local particle concentrations, which may slow down the combustion.
The kiln/precalciner system is normally designed for at least 85% calcination, as defined by the following equation:
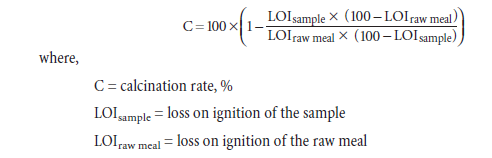
If the higher rates of calcination are achieved in operation, the guaranteed kiln output may be exceeded. The degree of calcination in the
precalciner depends upon:
• Temperature within the precalciner
• Raw meal residence time in the system
• Gas/solids separation
• Effect of dust circulation
• Kinetic behavior of the raw materials
According to many researchers, the rate of calcination increases almost linearly in the temperature range of 800°C-880°C (for example see Figure 3.2.9). Another impor-tant factor of the calcination kinetics is the concentration of CO2 in the gas stream. For instance, at 900°C an increase of the CO2 partial pressure from 0.3 to 0.5 atmospheres reduces the calcination rate by nearly 50% (Kupper and others, 1985).
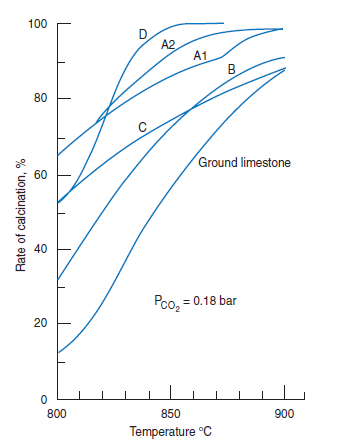
Figure 3.2.9. Rate of calcination of limestone andraw mixes A1,A2, B, C, and D (Kupper and others,1983).
It may appear that the precalciner should be operated at as high a temperature as possible. However, the higher temperatures can lead to build-ups and higher fuel consumption. This makes the solids residence time especially critical for achieving the desired degree of calcination. Unless the system is designed for greater gas residence time, efforts are made to retain the solids in the gas stream for a longer time by other means. This is the reason why designers of the systems with a relatively short gas residence time had to resort to swirling the gas flow.
One of the consequences of the swirling motion is separation of the gas and solids flows by centrifugal force. It may lead to locally high concentrations of raw meal and CO2,which combine to slow down the calcination process. Composition and texture of raw material, limestone in particular, also affect the calcination rate, and the extent of this influence can only be evaluated experimentally.
The fuel in a precalciner kiln system is split between the kiln and the precalciner vessel. For the types with a separate tertiary air duct, about 60% of total fuel is burned in the precalciner. In the “air-thru” systems, only about 35% of fuel can be burned in the precalciner, since the high excess air, which is necessary in this case, would depress the kiln flame and gas temperatures. Practically, the kiln control becomes problematic if the kiln exit oxygen content exceeds 7%.
Besides enabling a high output of the kiln system, the precalciner offers greater stability. The calci-nation reaction is strongly endothermic, and it is the control of this reaction that determines the stability of kiln operation. In a precalciner system, this reaction is almost 90% completed before the raw meal enters the kiln. Therefore, there is much less likelihood of kiln “flushes.” With inde-pendent control of the fuel input in the precalciner, the operator has more flexibility in preventing the potential upsets. However, it is important that the degree of calcination remains constant to avoid unstable kiln operation. From the experience gained with different types of precalciner kilns, there appears to be a relationship between the variations in degree of calcination and the residence time of the material in the precalciner. The systems with shorter solids residence time tend to demonstrate wider fluctuations of calcination than the longer residence time designs.
An important aspect of precalciner operation is the temperature of the tertiary air, with a higher temperature not only more economical but also resulting in more stable operation. This requires the cooler design and operation providing for a consistently high efficiency.
All systems employing cyclones, especially the precalciner systems, are prone to build-ups which sometimes result in blocking the whole preheater/precalciner system. The build-ups are caused by the centrifugal force acting to press the raw material particles against the walls of the vessels, and the material cohesiveness, which increases as the temperature rises. This tendency largely depends on the balance between the volatiles (chlorides, alkalis, sulfur) entering the kiln with kiln feed and fuel. This balance can be expressed by a molar ratio:
The “tertiary air flow” calciners where fuel burns in a dust-free atmosphere are less likely to have build-up problems. In general, the temperature of operation of the precalciner should be as low as possible without losing the desired rate of calcination. It is therefore advantageous to have the longer residence time as opposed to the higher temperature level.
PRECALCINER CONFIGURATIONS
The choice of a preheater/precalciner configuration includes consideration of the number of strings and the number of stages. The decision whether to use one, two, or three strings depends on the intended production rate. In the current practice, one-string preheaters are usually proposed for a production rate of up to 5000-6000 ton/day. A two-string preheater is recom-mended for production rates higher than 6000 ton/day. For production exceeding 12,000 ton/day, use of three strings of cyclones for preheating and calcination may be considered appropriate.
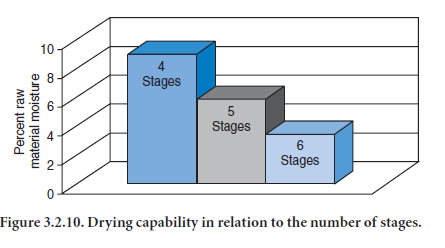
The number of cyclone stages in a preheater system largely determines the system heat efficiency. It also depends on the intended use of the heat of the exit gas leaving the system. In modern practice, most of the kiln gases from a preheater or precalciner system are used for drying in both the raw mill and the coal mill. The amount of heat available from the preheater to satisfy the drying requirements depends on the number of stages, since the latter determines the off-gas tempera-ture. Figure 3.2.10 shows the feed moisture that typically can be handled by the raw mill utilizing the preheater/precalciner waste heat. In cases where the drying requirement temporarily exceeds the available heat from the preheater, a feed split can be installed that fully or partially diverts the kiln feed to the stage below the top one. Such a split makes it possible for a five-stage preheater to operate as a four-stage preheater, depending on the actual heat requirements. The higher tempera-ture exit gases are then available for more efficient drying.
There are criteria for selecting the number of preheater stages other than the moisture content in the raw materials. Typical determining factors include construction cost, pressure drop, electricity and fuel price, gas conditioning system, heat exchange efficiency, and radiation losses. The number of stages in a preheater is also dependent on the availability of cooling water for preheater exit gases.
As a rule, in areas with very little available water, the highest number of preheater stages may be an advantage.
Table 3.2.2 compares relative values of principal operational parameters for four-, five- and six-stage preheater/precalciner systems.
It is obvious that the choice of the system cannot be made conclusively for all possible cases but is rather site-specific. Lately, the more commonly used type has been a five-stage preheater. However, for raw materials with less than 3% moisture, use of a six-stage preheater is probably more suitable.
Table 3.2.2. Operational Parameters of Preheater/Precalciner Systems

EMISSION REDUCTION
Besides the factors of energy efficiency discussed above, the environmental considerations also influence the configuration of a preheater or preheater/precalciner system. The system design largely determines emissions of dioxin and furans (D/F) and nitrogen oxides (NOx).
For dioxins and furans to form, it is necessary that an organic precursor and a chlorine-bearing precursor be present in the flue gases, and that they experience conditions favorable to their interac-tion to form these compounds. Certain aromatic compounds found in the feedstock are the primary source of the organic components leading to dioxin/furan emissions. Formation of the latter is catalytically accelerated by raw meal or cement kiln dust and depends on the temperature conditions.
Polychlorinated dioxins and furans are formed in the temperature range of 290°C to 790°C, with furans becoming predominant above 700°C. Control of the D/F formation is possible by reducing the flue gas temperature to less than 260°C. Therefore, the number of stages chosen in a preheater will have an impact on emissions of dioxin and furans (D/F). Furthermore, the systems should be configured so that the exit temperature of gases from the preheater can be sufficiently reduced by the use of a spray tower when the raw mill is not running1.
Nitrogen oxides (NOx) formed during the combustion of fuels in the kiln system cause concerns as an environmental hazard, believed to be precursors to ozone formation. The sources of NOx emis-sions are:
• oxidation of the atmospheric nitrogen at temperatures above 1300°C (thermal NOx)
• oxidation of nitrogen in fuel at temperatures below 1300°C (fuel NOx)
• insignificant amounts of NOx can be also formed from nitrogen in the kiln feed
The precalciner technology offered wider opportunities for controlling the NOx emissions than conventional rotary kilns. From the mechanism of NOx formation, it is obvious that high tempera-tures and reducing conditions would suppress the fuel NOx and destroy thermal NOx.So-called staged combustion in various forms creates localized reducing conditions in the precalciner by gradual oxidation of fuel and deficiency of combustion air. This became the basis of the whole generation of low-NOx precalciners. Staged combustion may be achieved by fuel staging or air staging. At the same time, reduction of NOx should be followed by a strong oxidizing zone to complete the fuel combustion and prevent CO emissions.
Depending on the precalciner type and layout, the equipment designers offered different methods of staged combustion1.In one of the methods (gradual combustion), a portion of the calciner fuel is diverted to the kiln riser duct prior to the introduction of tertiary air. This creates a reduction zone that substantially destroys the thermal NOx present in the kiln off-gas. The oxidation zone is formed when the tertiary air is introduced.
In another variation of staged combustion, in both fuel and air are introduced in several points along the precalciner ductwork, creating alternating reduction and oxidation zones. A more complicated method involves a separate “pot” calciner with air supplied via quaternary air duct. This calciner of relatively small dimensions operates under strong reduction conditions.
The concept of staged combustion is largely revised in a precalciner where all fuel is introduced in the kiln riser duct creating a reduction zone strong enough for destroying both fuel and thermal NOx.Thereafter, tertiary air introduced downstream oxidizes CO and other products of incom-plete combustion.
ALKALI BYPASS
Alkali compounds enter the production cycle in the rotary kiln system from the raw meal, mostly with the argillaceous component. Since the 1930s, it was known that soluble alkali in the cement matrix react with concrete aggregates contributing to concrete deterioration under the service conditions. Known as alkali-silica reaction (ASR), this reaction is sufficiently wide spread, especially in highway construction (Stark, 1991), to cause promulgation of various standards and regu-lations, including a buyer’s option of limiting the cement alkali content to 0.6%.
Alkalies in the raw materials also aggravate the build-up problem that often affects the operation of preheater and precalciner systems. Numerous studies have shown that, despite variations of designs and operating parameters, the build-up formation is dependent on the presence of molten salts, especially alkali sulfates and chlorides. It was shown that the alkali concentration in the build-up material is significantly higher than in the kiln feed (Bhatty, 1981).
Increase of the alkali concentration inside the kiln is caused by cycles of volatilization and conden-sation of alkali, chlorine, and sulfur compounds in the kiln. These compounds begin to volatilize at temperatures above 800°C and are carried with the gas flow into low-temperature zones. There they condense, mostly on the surface of fresh kiln feed or fugitive dust, in the form of alkali chlo-rides and sulfates, or partially in double salts (sulfospurrite, calcium langbeinite). In preheater systems, the condensation already occurs in the lower preheater stages. Traveling with the feed back into the burning zone, the volatile compounds evaporate again, and the cycle repeats itself. Unless all or at least some of these compounds are removed from the system with clinker, dust, or (in the case of SO2) in stack emission, concentration of alkali, chlorides, and sulfates in the kiln gradually increases (Danowski and Kieser, 1980).
In the preheater and precalciner systems, the intimate contact between raw materials and kiln gas provides an ample condensation surface and results in nearly complete condensation of volatilized salts that can result in excessive concentrations in the system. The natural way to break the cycle of alkali accumulation would be to divert some of the alkali-laden off-gas before condensation takes place. In a preheater kiln this would greatly reduce the kiln thermal efficiency. Precalcination has a substantial advantage in this respect. When fuel is burned in two locations, the only process heat requirements in the kiln are the completion of calcination and the maintenance of the exothermic clinkering operation. When the calcination level reaches 85% to 90%, the kiln fuel rate is nearly inde-pendent of the disposition of the kiln exit gas. If all or part of the kiln gas is wasted, the additional fuel needed to compensate for the heat losses is provided through the calciner burners, and the stability of the kiln operation is not compromised at any bypass level (Warshawsky and Porter, 1979).
In bypass systems, the necessary portion of the gas stream exiting the kiln is diverted into a sepa-rate gas train. The layout of the bypass is critical because the intent is to remove the bulk of these gases and as little of the dust as possible, and have some of the volatile components precipitated as individual particles instead of depositing on the surface of the dust. The bypass takeoff is usually located in front of the riser duct because kiln gases coming from below have a tendency to hit the back wall and create an area with low dust concentration at the front of the riser pipe. The kiln gases sucked out of the riser pipe are then quenched to about 350°C (660°F) to provide the alkali condensation. Then the gas is directed into a separate dust collector, although in some old systems cyclones were used for pre-cleaning, and the gas was afterwards reunited with the main gas stream. The bypass dust with high alkali content is almost universally discarded.
The increase in heat consumption caused by the bypass operation is approximately 4-5 kcal/kg(14 to 18 MBtu/t) clinker per each 1% of bypass. There are other penalties involved, such as addi-tional power usage and the dust losses, plus the added capital costs. Therefore, the decision as to the necessity of the bypass system and the desired rate is always preceded by a series of calculations based on the chemical composition of the raw materials and the volatility of the alkali compounds in the mix.
SEMI-DRY PROCESS
The preheater/precalciner process can be employed with some modifications even when the kiln is fed by slurry. It was used for converting an existing wet kiln to a more fuel-efficient system with a minimum capital investment. In other cases it has been proven to be a viable option for new plant construction, when the raw material dictated the choice of wet process. Even where the raw materi-als are dry but have a high level of organic matter, the semi-dry process may be a cost effective solution because sulfur scrubbers and RTO (Thermal Oxidizer) are not required with this process as they are with the dry process.
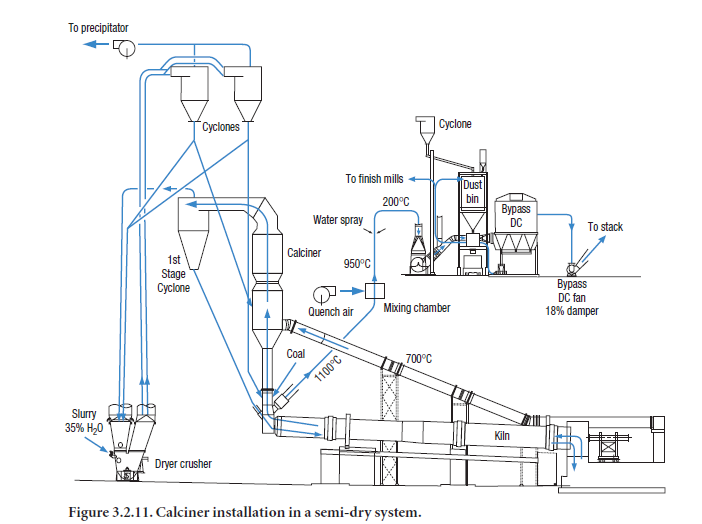
In the semi-dry process, slurry is pumped directly into the dryer crusher, where the slurry is flash dried and de-agglomerized. The heat for drying the slurry comes from the preheater exit gas. The flash-dried slurry containing all the volatiles is collected in a cyclone and fed directly into the precalciner. Temperature in the precalciner is high enough to ensure complete combustion of any organic matter. Even the elimination of SO2 is possible in this system, because any pyritic or organic sulfur is fed directly into the precalciner where the concentration of CaO is high enough to potentially absorb all SO2.
Installation of a precalciner in a semi-dry system is shown in Figure 3.2.11. Capturing volatiles is possible because the exit temperature is high enough to evaporate water but sufficiently low for the volatiles condensation. Typical dryer-crusher temperature is kept between 150°C and 200°C, which enables the processing of slurry with a moisture content of up to 36%.
CONCLUDING REMARKS
In conclusion, it can be said that the preheater/precalciner systems have grown to become the pre-dominant technology in cement manufacturing — thanks to their ability to meet the challenges facing the industry at different times, such as fuel economy, variety of raw materials, and pollution control. It remains to be seen whether these systems would be further perfected or eventually replaced if and when new pyroprocessing systems evolve based on entirely new operational principles.
REFERENCES
Bhatty, M. S. Y., “Cement Kiln System Buildups,” I.C.S. Proceedings, Columbus, Ohio, 1981,
pages 110-115.
Casal, J., and Martinez-Benet, J. M., “A Better Way to Calculate Cyclone Pressure Drop,” Chemical Engineering, January 1983, pages 99-100.
Danowski, W., and Kieser, J., “Alkali Cycles in Dry-Process Cement Plants,” Zement-Kalk-Gips, No.6,1980, pages 303-305.
Dietz, P. W., “Collection Efficiency of Cyclone Separators,” AIChE Journal, Vol. 27, No. 6, 1981, pages 888-892.
Garrett, H. M., “Precalciners Today – A Review,” Rock Products, July 1985.
Hess, P. D., U.S. Patent No. 4,318,692, March 9, 1982.
Keefe, B. P., and Shenk, R. E., “Staged Combustion for Low-NOx Calciners,” IEEE-IAS/PCA 2002 Cement Industry Technical Conference, Jacksonville, Florida, 2002.
Kupper, D.; Tiggesbaemker, P.; and von Seebach, M., “Kinetics of Decarbonization of Raw Meals in Precalciner,” IEEE Cement Industry Conference, New Orleans, Louisiana, May 20-23, 1985.
Lewis, Frederick H., “The Cement Industry,” The Engineering Record, New York, 1900.
Mishulovich, A., and Khokhlov, V., “Intensification of Clinker Production by Gas Combustion in Calcination Zone,” Tsement, Leningrad, No. 5, 1969, pages 7-8.
Sidhu, S.; Rubey, W.; Striebich R.; and Dellinger, B., “Investigation of the Origin of PCDD/F Emissions from Portland Cement Kilns,” Colloquium on Mechanisms of Formation of Hazardous Air Pollutants, April 18, 1996, Portland Cement Association, Skokie, Illinois.
Stark, D., Handbook for the Identification of Alkali-Silica Reactivity in Highway Structures, SHRP-C-315, National Research Council, Washington D.C, 1991.
Turnell, V. J., “Fuel Changes in Cement Kiln Applications,” Proceedings, APCAC XVII Technical Conference, 2000; also in Zement-Kalk-Gips, April and July 2001.
Warshawsky, J., and Porter, E. S., “Reduction of Alkali and Sulfur Content of Clinker by Kiln Bypass in Flash Calciner Systems,” in Process Technology of Cement Manufacturing, VDZ-Kongress ’77, Wiesbaden, 1979, pages 652-658.
I would like to know aht is