Contents [hide]
Everything you need to know about Kiln System Operations in Cement Manufacturing
[wpecpp name=”package” price=”75″ align=”center”]
by Gerald L. Young* and F. M. Miller**
In the real world, a typical cement plant operates successfully by accomplishing the following processing steps:
• Mining carefully selected raw materials
• Precisely proportioning the raw materials together to achieve the desired chemical mix
• Grinding the raw materials to the optimum fineness in the raw mill systems
• Blending the ground raw materials in the kiln feed homogenizing silos to get the most uniform kiln feed mixture possible
• Processing this carefully proportioned and blended kiln feed in two rotary kilns to produce the intermediate product, clinker
• Proportioning the clinker with gypsum and grinding it to the desired fineness in the finish mill systems to produce a high quality, uniform cement.
A cement plant will continue to operate successfully only if it can produce quality product with economic and material efficiency, and meet or exceed the required product performance.
To a great extent, operation of the rotary kiln system also determines the quality of the cement produced. Stable operation of the kiln system will result in improved operational efficiency, higher production rates, and better quality clinker.It can also result in reduced environmental emissions, a factor of ever-increasing importance.
PARAMETERS FOR STABLE OPERATIONS
If it were possible to put exactly the same quantity of kiln feed with a perfectly controlled chem-istry, exactly the same amount of fuel with the same heating value, fineness, and ash chemistry, and have perfectly uniform clinker cooler operation, it would be possible to find an operating point where the pyroprocessing system would operate smoothly, with no changes, forever.
In the real world, none of these parameters can be held perfectly constant. The object is to control kiln system inputs as closely as possible, given the limitations of the equipment and the operators’ skill at understanding and responding to indications that the kiln system provides. The primary parameters that must be controlled as carefully as possible are:
• Kiln feed chemical composition
• Kiln feed chemical uniformity
• Kiln feed fineness
• Kiln feed rate
• Fuel heating value
• Fuel fineness and volatiles content
• Fuel feed rate
• Clinker cooler operation
Detailed discussion of these parameters is outlined in the following sections.
Kiln Feed Chemical Composition
Most plants have raw material mixes already designed and controlled to make clinker, for each product produced, that will meet specifications and at least equal the performance of marketplace competitors. The primary goal when designing kiln feed chemistry must be to produce a clinker that when ground with appropriate additives produces a marketable product. Additionally, the kiln feed must have characteristics that will allow the cement plant operator to produce clinker economically.
Kiln feed chemical composition has a large effect on kiln operations. Several of the more impor-tant parameters are silica ratio, percent liquid, and C3S content (or lime saturation factor, LSF).
Silica ratio. Silica ratio, or silica modulus (SR), has one of the greatest effects on burnability. As silica ratio increases, kiln feed becomes harder to burn. As silica ratio decreases, kiln feed becomes easier to burn. Typically, a silica ratio above 3.0 is considered high, and a silica ratio below 2.3 is considered low. All else being equal, larger diameter kilns (i.e., 4-meter diameter and larger) tend to operate better with a lower silica ratio, and smaller diameter kilns tend to operate better with a higher silica ratio.
Some kiln feeds may have a silica ratio over 3.0, and be relatively easy to burn for a combination of other reasons, such as when the mix has a low C3S or LSF. Other factors affect the impact of silica ratio on burnability, such as the type and size of the silica. Free crystalline silica or quartz (such as from sand) is more difficult to combine than amorphous silica, or silicates or aluminosilicates from clays or shales. If the silica grains are coarser, it is more difficult for them to chemically react. Also, note that CaO is not involved in this silica modulus equation; therefore, lime and its effects are not considered. The same silica ratio could exist with a large variation in lime content. Silica modulus alone does not tell the complete story; other influences must also be considered.
If we hold the silica content constant and decrease the silica ratio by increasing the iron and/or alumina, the amount of liquid phase increases. Also,ifwe hold the iron and alumina content constant but decrease the silica content, the silica modulus decreases while the amount of liquid phase remains essentially constant. In general, if a kiln produced a “dusty” clinker because of a low concentration of liquid phase at the burning zone temperature, a decrease in the silica ratio achieved by adding more iron and/or alumina would be expected to reduce dusty clinker conditions in the kiln. However, if the silica ratio is further decreased by this method so that it becomes too low, kiln difficulties could be encountered due to too much liquid phase being formed in the kiln, potentially getting into the clinker cooler, and building snowmen or large pieces of agglomerated clinker. Decreasing the silica ratio (i.e., by having more liquid) from a known satisfactory modulus will narrow the temperature range within which the kiln can be operated without problems.
Liquid phase. The importance of the liquid phase is considerable in regard to having an effec-tive clinkering zone that will form the final cement compounds (high C3S content with low free lime). Melt development is also important for C3S development because as the clinker minerals are formed, the exothermic heat of formation is absorbed in the liquid and can be transferred rapidly to other reacting species.
The percent liquid in kiln feed is calculated from the chemical analysis of kiln feed on a loss free basis. There are several different equations that can be used. For, example, according to the Lea & Desch Equation:
![]()
![]()
Whereas, according to the Lea and Parker Equation:
% liquid at 1400°C = 2.943 A + 2.250 F
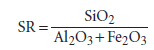
The equation by Lea and Parker (1935) has provided a good indication of how kiln feed will react in a kiln burning zone. A liquid content of 22.0% – 22.5% tends to be optimum. As the liquid content increases, the mix becomes easier to burn; as it decreases the mix becomes harder to burn. The silica content of the melt phase increases with temperature, so higher temperature will help clinker a mix with low liquid. The silica will appear in clinker as dot or “dendritic” belite crystals that clearly have crystallized from the melt during cooling. A General Liquid Equation, based on Dahl’s (1935, 1956) equations for calculating phase composition, including liquids, at various temperatures was presented in a Portland Cement Association (PCA) course, as follows:
LT = F (2.953 R + 0.0034844 T – 6.662)
where:
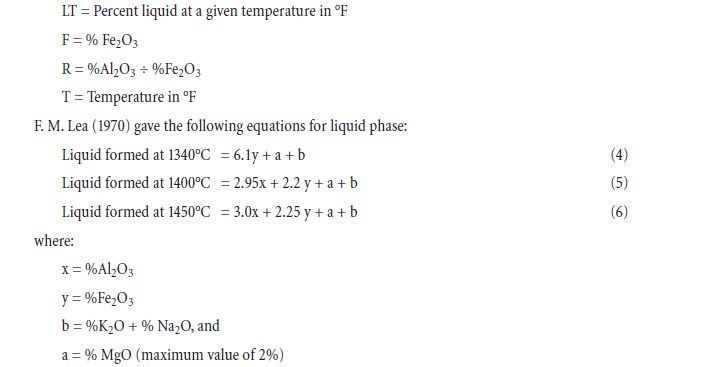
Lea (1970) cites Lea and Parker paper (1935) as reference. Lea also gives data on the percentage of liquid as a function of the alumina to iron ratio (A/F) and temperature (Table 3.3.1).
Table 3.3.1. Variation of Percent Liquid in Clinker with Alumina/Iron Ratio
Literature from both Christensen and Johansen (1979) and Miller (1981) have referenced the rela-tionship at constant silica ratio between percent liquid versus temperature at various A/F values as shown in Figure 3.3.2.
Lime saturation factor (LSF) or C3S content provide indications of how much calcium oxide, or lime, is in the kiln feed relative to the other components. As C3S content or LSF increases, kiln feed becomes harder to burn; as they decrease, kiln feed becomes easier to burn.
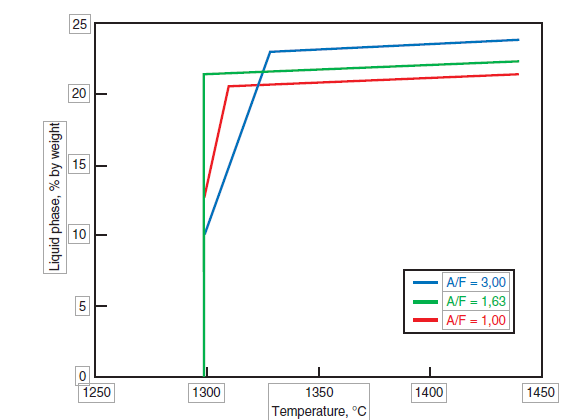
Figure 3.3.2. Relationship between liquid phase and temperature as a function of A/F ratio.
A 100% LSF value expresses the theoretical limit to the amount of lime (CaO) that can be added to a mix until all of the calcium would be combined into clinker compounds, with no C2S remaining. If kiln feed contains more CaO than the maximum that can be combined with the silica, iron, and alumina to form C4AF, C3A, and C3S (i.e., the LSF is greater than 100%), some free CaO will remain. If the clinker has a high free lime content when the kiln appears to be operating normally, rather than increasing the fuel firing rate in an attempt to “burn out” the free lime, it is better to first determine if the kiln feed chemical composition is the culprit rather than kiln operations.
“Harder to burn” and “easier to burn.” People in the cement industry use the terms“harder to burn” and “easier to burn” frequently. However, many people most likely do not fully understand what these terms mean. Rather than harder to burn, more properly it should be“requires higher temperatures or more time to chemically combine C2S with free lime to produce C3S,” and easier to burn should be “requires lower temperatures or less time to chemically combine C2S with free lime to produce C3S.”
A kiln feed that is too “easy to burn” may be an extremely difficult mix for an operator to control in a kiln. A mix with low silica ratio and a high liquid, especially with a low lime saturation factor, will be easy to overfuel, and will tend to become sticky in the burning zone if the kiln is overheated slightly. If kiln feed is too easy to burn, clinker can easily melt and form a liquid, which if it is allowed to flow into the cooler, can cause serious damage to grates and other cooler components. An easy burning mix will tend to build thick coating, but the coating is generally unstable and falls out if the temperature profile or feed composition is slightly altered. Sometimes, making a mix that is a little “harder” to burn will make stable operation of a kiln much easier.
Kiln Feed Chemical Uniformity
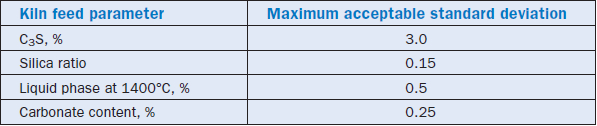
Good kiln feed chemical uniformity is required for stable operation and results in the following benefits: higher clinker production, reduced kiln downtime, improved brick life, and reduced fuel consumption. Table 3.3.2 provides some guidelines on acceptable variations in different
kiln feed parameters.
Table 3.3.2. Maximum Acceptable Standard Deviation of Selected Kiln Feed Parameters
Standard deviation is calculated from chemical analyses of a series of individual (grab) samples. Calculating standard deviation from a series of samples that have been composited will not provide an accurate measure of variability. As an example, when told that the maximum acceptable standard deviation for C3S was 3%, a chief chemist said that their kiln feed met this requirement, since it had a standard deviation of 2.9. On closer examination, it was determined that kiln feed samples were taken once every two hours, and once per day the 12 samples were mixed together and analyzed. The standard deviation of the analyses of the daily composited samples was calcu-lated each month. The reported standard deviation substantially understated the highly variable nature of the kiln feed chemical composition in this case.
The typical method of determining chemical variation in kiln feed is to take one grab sample each hour until a minimum of 30 samples have been taken, perform a chemical analysis on each sample, then calculate the standard deviation of the desired parameter (typically, C3S).
The author notes that external factors may affect chemical uniformity in kiln feed. For example, during wet weather, raw materials may become sticky and blockages can form in raw material feed-ers supplying feed to the raw mill. Chemical variations in the raw mill product (and the resulting kiln feed) can become extreme during periods of intermittent flow of raw materials. Other contributing factors inherent to a specific plant site can cause unacceptably high variations in kiln feed chemical composition. Some cement plant quarries have highly variable raw material deposits. Selective mining and preblending may be necessary to produce a chemically uniform kiln feed in these cases. Online analyzers are available that can provide real time analyses of the entire raw material stream. These analyzers and the associated software for raw material control have some remarkable successes in reducing chemical variation in kiln feed.
One requirement to achieve chemical uniformity is the ability to control the flow of various raw materials from storage. Inconsistent and unreliable raw material feed results in severe variations in raw mill product chemistry. The most sophisticated sampling systems, analyzers, computer controls, and feeders cannot control chemical variation if it is not possible to reliably withdraw each raw material from storage and proportion it by weight. To produce kiln feed with an accept-able chemical variation, adequately sized, reliable means of withdrawing raw materials in a controlled manner from storage and delivering them to the raw mill must be available.
Cement kiln feed contains five major elements, expressed as the oxides, and numerous minor and trace elements. The five major oxides are SiO2,Al2O3,Fe2O3,CaO, and MgO. The primary minor elements expressed as oxides are SO3,Na2O, and K2O; however, since most cement raw materials are usually naturally occurring mineral deposits, many other trace elements exist in the raw materials.
Unfortunately, the five major oxides are not all present in raw materials in the form of oxides. It is unfortunate because a substantial amount of the total heat input is used to decompose, or calcine, carbonate-bearing raw materials to prepare them for reaction. Although SiO2,Al2O3, and Fe2O3 are normally present in raw materials essentially as oxides, CaO and MgO are usually present as carbonates, and their calcination consumes most of the energy, exclusive of heat losses, in the pyroprocessing system. CaO is formed in the kiln from CaCO3 (limestone or calcite) and MgO is formed in the kiln from MgCO3 (usually from dolomite, CaCO3·MgCO3) according to the follow-ing simplified chemical reactions:
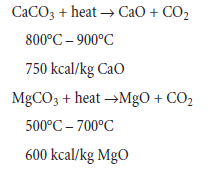
Note that the temperatures are given in ranges and the energy requirements are approximate figures. These values depend on numerous factors that have been the subject of substantial research.
Consider some of the basics of the calcination zone from the standpoint of the energy requirement in the process of making portland cement clinker. The calcination reaction is an endothermic reac-tion (one that occurs with the absorption of heat), and this heat is not recoverable to the process. Theoretically, the amount of energy needed for the calcination reactions is the only heat require-ment of the process in an “ideal kiln.” An ideal kiln has no energy losses in the system. The actual work to be done involves decomposition of calcium carbonate (and small amounts of magnesium carbonate) in kiln feed into lime or magnesia, with carbon dioxide being liberated.
How does the above affect kiln operations at a cement plant? Composition of the raw material mix in regard to percentage of CaCO3 has a substantial effect on the calcining zone. If the raw mix design is higher in CaCO3, it will require more energy for calcining. For example, a raw mix designed to give clinker with 65% CaO has a higher energy input requirement for calcination than one designed for 60% CaO-clinker.
Calcination is a time-temperature reaction. If the temperature is held constant, the time required for complete calcination will be longer when burning a 65%-CaO mix when compared to a 60%-CaO mix at the same production rate. The time involved could be shortened by increasing the calcining zone temperature, or perhaps to some extent by grinding the kiln feed finer. The feed rate would also have to be higher to obtain an equal production rate when higher percentages of CaCO3 are in the mix to compensate for the additional CO2 loss. Any MgCO3 in the mix would affect the kiln in a similar manner, although the amount of MgO is rather small. The following example can serve as an illustration:
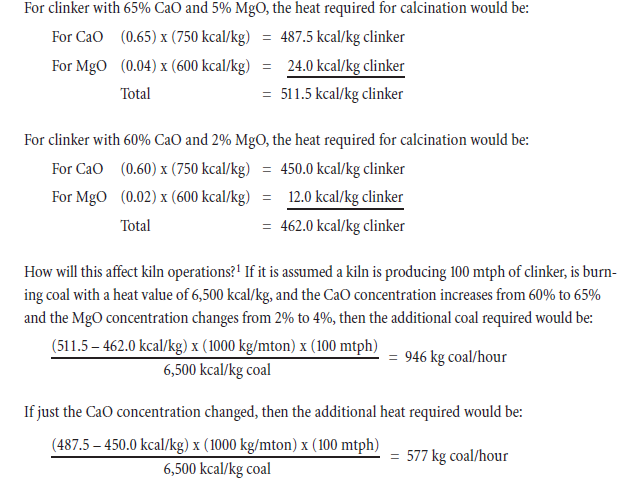
As can be seen, kiln feed chemical variations can have a noticeable effect on the fuel requirements for calcining. In a precalciner kiln, changes in the kiln feed carbonate concentration should result in changes in the fuel rate or in the degree of calcination of kiln feed from the calciner, assuming the temperature and residence time in the calciner are not changed.In long kilns, both wet and dry, the calcining zone is in the rotary kiln; consequently, kiln feed carbonate changes are not as readily noticeable and can frequently result in kiln upset conditions. If the CaO concentration increases, calcining requires more time, and the length of the kiln in which calcining occurs increases. The thermal profile of the kiln is shifted toward the clinker discharge end. This tends to compress the burning zone into a progressively shorter length of the kiln and can eventually create a raw material flush of partially calcined kiln feed through the burning zone and into the clinker cooler.
Kiln Feed Fineness
The reactions in the clinkering zone forming C3S (alite) from C2S (belite) and free lime take place faster the finer the grain size of the reacting particles. With smaller sizes, there is more surface area per unit mass and more contact points in a given mass for the reactions between particles to take place. With smaller particle sizes, the reaction times are shorter
.
Kiln feed fineness will also affect the amount of dust entrained in the kiln exhaust gases and lost from a kiln. As the feed becomes finer, more dust will be entrained in the exit gas stream and the actual amount of feed progressing through the kiln will decrease. Symptoms similar to poor feed rate control will be the result of varying kiln feed fineness.
Kiln Feed Rate
Optimum kiln operation will be difficult, if not impossible, to achieve without a consistent, reli-able kiln feed metering system. The feed kiln rate is typically ratioed to the kiln speed (e.g., 1.5 tons of kiln feed per 1.0 revolutions of the kiln) so that a constant or nearly constant bed depth is maintained in the kiln. The “speed/feed” ratio is maintained so the cross-sectional loading in the kiln stays nearly constant.
Fuel Heating Value
The heating value of the fuel must be as uniform as possible. Heating values, as fired to the kiln, can change substantially if two or more fuels are used simultaneously. For example, if a high volatile coal and petroleum coke are used together, non uniform blending can result in changes in the volatile content of the mixture which will affect flame shape and temperature profile in the burning zone; it can result in changes in the energy input into the system, which in turn can cause either overheating or cooling of the system.
Fuel Fineness and Volatile Content
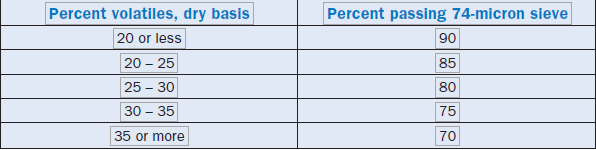
A high degree of fineness can be obtained with air separation and, within ordinary limits, it is possible to control this well. Solid fuels with lower volatile content must be pulverized to a higher fineness for good combustion and flame shaping. As a rule, a decrease of 1% in volatiles requires an increase of 1% in the percentage of material passing a 74 µm (200-mesh) sieve. Hydrogen and CO may be produced on pyrolysis, but coal actually contains mostly hydrocarbons, some partially oxygenated, as volatile matter. Actually, volatile matter results from cracking hydrocarbons contained in coal during pyrolysis (Schobert, 1987). These volatiles vaporize at low temperature (900 – 1000°C), and help support combustion by providing an ignition source for the flame. Table 3.3.3 shows the recommended fineness for coals with different volatile content. It is worth noting that petroleum coke, with 12% volatiles or less, typically requires a fineness of greater than 95%passing a 74-µm sieve.
If the source of coal is changed or if petroleum coke is introduced into the system, the fineness of the pulverized solid fuel should be changed accordingly. If the percent volatiles are substantially reduced (e.g., a reduction of 5% – 10%) from an existing level, the coal mill fineness should be adjusted. An unstable flame and a long plume may result if the fineness is not increased.
Table 3.3.3. Recommended Coal Fineness
Fuel Feed Rate
All inputs into the kiln system must be controlled, but the mass flow of fuel is especially critical. Variations in the fuel firing rate can have substantial effects on the system. For example, if a surge of fuel occurs, insufficient oxygen for combustion may result, and short-term, excessive concentra-tions of CO can be produced. Higher than normal concentrations of CO can reduce sulfates in the burning zone, which may cause plugging in preheater towers and elevated SO2 emissions. Even higher concentrations of CO (e.g., greater than 1%) may also cause fires or explosions in the system ductwork or dust collection device. Varying fuel feed rates will also tend to cause operators to run the system with higher excess combustion air levels, which is inefficient for both fuel and power (greater amounts of exhaust gases must be handled by the process fans).
Clinker Cooler Operation
Clinker cooler operation is also critical to stable operation of the entire kiln system and is covered in greater detail in another section of this book. In a modern preheater/precalciner kiln system, preheated combustion air from the clinker cooler supplies about 20% of the total heat input to the burning zone and about 25% of the total heat input to the calciner. Variations in the temperature and quantity of preheated combustion air from the clinker cooler will have tremendous effects on kiln stability. Stable kiln operation is generally not possible without stable clinker cooler operation.
In general, a summary of some of the important factors in producing quality clinker can be outlined as follows:
• The chemical composition of the kiln feed should be designed to obtain sufficient liquid, but not too much, with components controlled to obtain desired clinker composition.
• Feeding a homogenous mix of the fine oxides is important so that these oxides can be avail-able to each other in the proper proportions to combine and form the desired clinker compounds.
• The proper degree of fineness required for the combination of the four principal oxides (CaO, SiO2,Al2O3,Fe2O3) must be maintained. The form of the silica and limiting the maximum size of the silica entering the kiln are of particular importance.2
• A controlled kiln feed rate (including the moisture content) is important so that the system energy requirement is constant.
• Temperatures throughout the system must be controlled to develop and maintain proper clinker temperature in the burning zone for the particular homogenized mix to achieve complete compound formation, avoid uncombined silica, and limit free lime in the clinker.
• Fuel heating value, fineness, and ash chemistry must be as constant as possible.
• Fuel firing rate must be steady, repeatable, and controllable.
• Clinker cooler operation must be controlled and stable to supply a steady heat input to the system.
Obtaining and controlling the above factors should give a good operating burning zone that pro-duces uniform, quality clinker with minimum fuel consumption. Each kiln subsystem (including the preheater and clinker cooler) has an important bearing on the time and temperature required for passage through the sintering zone to get clinker that will produce high quality cement.
KILN TEMPERATURE PROFILE
In a rotary kiln system producing cement clinker, gas flows are counter-current to material flows. Gases enter the kiln as secondary air at about 600°C – 1100°C and rise abruptly to over 1750°C as heat from fuel combustion, and the exothermic heat of clinker formation are released. The gases transfer heat to the material in the kiln as they travel back through the kiln. This heats the material and cools the gases. The gases then enter the preheater or chain system at about 800°C – 1100°C, where heat from the exit gases is transferred into the kiln feed. Throughout the balance of the system, heat is transferred from gas to material.
The critical point in the operation of a rotary kiln producing cement clinker is when the material temperature reaches about 1250°C. Since this point establishes when the liquid phase forms and most of the clinkering reactions begin, it also establishes the length of the burning zone. If this temperature is reached close to the discharge of the kiln (nose), the burning zone will be short; if this temperature is reached sooner, the burning zone will be longer.
When kiln feed is placed into the kiln system, the material temperature remains relatively constant at about 100°C until free water is evaporated. Once water is evaporated, the dry kiln feed tempera-ture rises quickly to about 600°C. Combined water in clay minerals is vaporized in the temperature range of 200°C – 600°C. Decarbonation of calcium and magnesium carbonate begins slowly at about 600°C, and is completed at about 1000°C – 1100°C. Most of the decarbonation occurs at about 900°C. As previously noted, carbonate decomposition requires a substantial amount of energy; consequently, the temperature increase of the materials as they undergo calcination, from about 600°C to about 900°C, is very slow. Following the calciner vessel or the calcining zone, a relatively short length of the kiln is used as a heating zone. The heat being added increases the material temperature quickly, because the mass to be heated has been reduced by about 35%, and the endothermic reactions are relatively complete.At 1200°C – 1250°C iron and alumina in the kiln feed begin to melt; the remaining reactions that form the clinker minerals occur at material temperatures ranging between 1100°C – 1450°C. Formation of most of the clinker minerals is exothermic (release heat) which rapidly increases material temperature. Belite formation from lime and silica is strongly exothermic, as is the formation of low-lime aluminates and ferrites. However, the formation of alite from belite and free lime is almost thermally neutral (Lea, 1970; Gaulitz and others, 1962).
Burning Zone Length
Several factors influence burning zone length. If the kiln is over fueled, clinkering reaction temper-atures are reached further from the discharge of the kiln and result in a longer burning zone. If the firing rate to the burning zone is decreased, the beginning of the burning zone will occur closer to the discharge end.
Kiln speed can also be a factor in establishing burning zone length. In general, as a kiln’s rotational speed is increased, the burning zone will become shorter. Heat transfer from the material surface into the interior of the material is slow; it has a dominating effect on the total rate of heat transfer and will often decide burning zone length. This heat transfer occurs when the material turns over in the kiln. When material in the burning zone tends to slide, it is extremely difficult to heat. For this reason, it is sometimes advantageous to use a higher kiln rotational speed to tumble the mate-rial and get better heat transfer, despite the reduced clinker residence time in the burning zone.
Flame shape also has an effect on burning zone length. A short, intense flame will tend to produce a shorter burning zone. However, a short bushy flame can be a problem; it can cause refractory damage, it can be difficult to control, and there is little margin for operating errors.
Clinker Formation
Clinker formation is a time/temperature-controlled reaction. That means clinker can be made in two ways. One is to hold the material at a high temperature for a short period of time, and the other is to hold the material at a lower temperature for a longer period of time (a minimum temperature is required to initiate the reactions that form the clinker minerals). Successful kiln operation is achieved when the burning zone length and temperature are controlled between the two extremes.
Clinker exposed to burning zone temperatures for a longer period of time tends to form large crys-tals of the clinker minerals. These large crystals make the clinker hard to grind and can adversely affect strength characteristics of cement produced from the clinker. Clinker that is produced by rapidly heating kiln feed to reaction temperature and then quickly cooling the clinker results in many small reactive crystals. These smaller crystals make clinker easier to grind and produce cement that displays excellent strength gains. Other sections of this book provide a more detailed discussion of clinker mineralogy.
Many of the phase changes and the formation of new compounds are exothermic reactions. Some exothermic reactions take place very early in the process and continue into the clinkering zone. In the clinkering zone, one of the main reasons that the amount of liquid phase increases very rapidly is that some of these exothermic reactions take place and release heat directly into the melt. An important point to help in understanding the exothermic reaction effect is to realize that in the clinkering zone, this heat from the exothermic reactions is released right where it is needed. The full heat release is in the material bed as soon as the reaction temperature has been reached. If the material in the charge is already completely calcined, and no endothermic reaction heat is required, this heat goes into raising the bed temperature so that more reactions can proceed faster and more heat will be developed in the bed.
KILN OPERATION – PRACTICAL SCENARIOS
Stable kiln operation requires that the addition rate of materials and energy entering the kiln be held as constant as possible. In addition, kiln feed chemical composition must also be as uniform as possible because kiln feed chemical composition has a large effect on kiln operations.
What Happens When a Kiln Goes Raw or “In-The-Hole”
Formation of some clinker compounds in the burning zone or sintering zone is exothermic. It is noted that fuel fired into the kiln is only one of several sources of process heat. There are three primary sources of process heat for the burning zone of any kiln type: heat from fuel combustion, heat from the secondary air, and heat from the exothermic heat of reaction. A typical value for the energy released by these exothermic reactions is 100 kcal/kg of clinker. What happens if the kiln burning zone is allowed to become so cool that these reactions stop (i.e., the kiln stops making good clinker)?
The following can serve as an example of what will occur if the clinker forming reactions stop, and the exothermic heat of reaction is lost. Assume a precalciner kiln is producing 100 mtph of clinker, with a total specific fuel consumption of 800 kcal/kg of clinker of which 60% of the fuel is fired into the calciner, and 40% is fired into the burning zone. The fuel consumption of 800 kcal/kg is an average; the actual heat input per ton required varies depending on:
• kiln feed chemical variations
• kiln feed mass flow into the kiln
• moisture content of the kiln feed
• system heat losses
• heat recovery efficiency from the clinker cooler (preheating combustion air)
• ambient air infiltration
• other system parameters
If,because of normal variations, the system energy requirements increase slightly and additional energy is not supplied, system temperatures would slowly begin to cool. For example, if the required coal firing rate was 12,500 kg per hour but the actual firing rate was only 12,400 kg per hour, eventually the burning zone temperature may reach a point where the clinker-forming reac-tions stop. If these reactions stop, the exothermic heat of reaction would be lost and this energy would no longer be available to the process. When the clinker forming reactions stop, the burning zone will lose:
(100 kcal/kg clinker) x (100,000 kg/h clinker) = 10,000,000 kcal/h
Suddenly, instead of being deficient by 100 kg/h of coal (12,500 kg/h – 12,400 kg/h) the system is deficient by:

This example is applicable to all types of kiln systems; however, since this calciner kiln fires 60% of the fuel in the calciner and only 40% in the burning zone, the loss of the exothermic heat of reac-tion is particularly troublesome. The firing rate into the burning zone for the kiln system in our example is:
(0.40) x (800 kcal/kg) x (100,000 kg/h) = 32,000,000 kcal/h
and the loss of the exothermic heat of reaction occurs in the burning zone. Consequently, the burning zone experiences a loss of about 18% – 20% of the process heat entering the burning zone.3 This will result in the burning zone temperature dropping very quickly.
In order to reestablish the clinker forming reactions, the operator must increase the fuel rate by 100 kcal/kg or more to replace the exothermic heat of reaction, or the production rate must be drasti-cally reduced while maintaining the same fuel rate.
When burning zone temperatures reach proper operating levels, the clinker forming reactions begin, and the exothermic heat is once again available. The kiln burning zone now has 1538 kg/h too much coal. This will cause the burning zone temperature to increase very quickly.
Information the Kiln System can Provide the Operator
Several pieces of information can be used as indicators of what is happening inside the kiln. Following is a list of some of these indicators:
• kiln drive motor power (amps or kW)
• burning zone temperature
• temperatures throughout the kiln system
• kiln exit gas analyses
• physical appearance of the clinker
• clinker free lime
• clinker alkali content
• clinker cooler operation
A summary of these indicators is outlined in the following sections.
Kiln drive motorpower. When the burning zone is getting hotter, it becomes longer, and the clinker becomes stickier. As the kiln rotates, the clinker rides higher on the side of the kiln before it tumbles down. Because the burning zone is longer, and because the clinker rides higher on the side of the kiln, the kiln drive motor power (amps or kW) increases as the burning zone temperature increases. However, other things can change the kiln drive power. If the kiln is thrusting hard, either uphill or downhill, kiln drive power will increase. Mechanical conditions on the kiln system can also affect the kiln drive power, such as kiln shell ovality and alignment on kilns with more than two tire and roller stations. Kiln drive power provides a good indication of temperature changes in the burning zone, but factors unrelated to burning zone temperature can also affect kiln drive power. In addition, if the burning zone becomes severely overheated, the liquid phase will become less viscous, the proportion of material in the liquid phase substantially increases, and material may be lost from the refractory lining. In industry terminology, this is known as the kiln “going liquid.” In this case, the drive amps or kW will actually decrease. This decrease is a strong warning of a severely overheated condition that, if ignored, will lead to refractory failure, potential kiln shell damage, and potential clinker cooler damage.
Burning zone temperature. Temperatures in selected parts of the burning zone can be continuously monitored either with optical pyrometers or with some types of kiln cameras. These cameras also provide a good picture of the burning zone and frequently provide a view of the material load in the kiln(Figure 3.3.3).
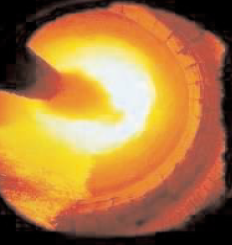
Figure 3.3.3. A typical view of kiln burning zone showing flame and material load.
The location selected to monitor in the kiln will influ-ence the temperature readings. If different locations are selected, different temperature readings will usually result. The hottest part of the kiln is in the burning zone where the clinkering reactions are taking place. This is typically about 6 – 12 m from the discharge end of thekiln. Usually, the last 0 – 6 m of the kiln are a cooling zone for the clinker. If the temperature of the clinker as it is discharged over the nose of the kiln is monitored, an increase in temperature may indi-cate that the cooling zone is getting shorter. This is an indication that the burning zone is moving closer to the discharge of the kiln, or in other words, the kiln system is actually cooling. These cameras provide an excellent view inside a kiln and a good indication of the temperatures at the points selected. However, care must be exercised in interpreting these temperature measurements.
Temperatures throughout the kiln system. Temperatures throughout the kiln system can be used as an indication of what is happening. If the kiln exit temperature and/or preheater tempera-tures are too low, the kiln feed will not be properly prepared when it gets to the burning zone and will cool the burning zone. If the temperatures are too high, kiln feed will reach the clinkering reac-tion temperatures sooner in the kiln and result in an overheated, too long burning zone. However, this assumes that the temperature measurements are accurate, or at least relative to previous measurements.
As the burning zone temperature increases, the average size of the clinker will usually increase. If the clinker at the discharge of the kiln begins to look larger than normal, the kiln may be too hot. This change in size will also affect clinker cooler operations and will be discussed in a following section. However, clinker chemistry can also influence clinker size.
Kiln exit gas analyses. Peray (1986) said that the excess oxygen (O2) level can be used as an advanced indication of changes in the burning zone temperature providing the kiln induced draft (ID) fan and fuel rate have not been changed. This author has observed that when a kiln has been operating in a stable condition for several hours with no changes or a few small changes, if the temperature in the burning zone begins to cool, the excess oxygen (O2) level at the kiln exit may gradually drop or the CO emissions may increase. This can also provide an indication that the kiln is cooling. However, the excess O2 or CO levels in the kiln exit gases can be influenced by several other things. If the quantity of fuel or fuel chemistry changes, the O2 and CO levels will be affected. For example, in a direct fired coal mill system if the moisture content of the coal drops, the kiln will get more tons of dry coal at the same setting on the raw coal feeder. Changes in the percentages of coal versus coke, for a kiln firing both fuels simultaneously, will also affect the CO and O2 level.
NOx concentration is a very good indicator of burning zone temperature if the gas sample is taken from the exhaust gases of the rotary kiln. Most NOx formed in the kiln is “thermal” NOx,which is formed at very high temperatures, such as at the flame temperature in the burning zone. Small changes in the flame temperature will produce noticeable changes in kiln exit gas NOx concentra-tion. NOx emissions are directly related to burning zone temperature (the relationship is not linear); however, other factors can influence NOx emissions. NOx levels also tend to be directly related to excess O2 and inversely related to CO concentrations in kiln exhaust gases. Conse-quently, although NOx is a very good indicator of burning zone temperature changes, other factors can also influence NOx concentrations in kiln exit gases.
Clinker free lime. Clinker free lime can be used as an indicator of conditions in the kiln. If the kiln feed chemical composition is constant, and the free lime begins to increase, the kiln may be cooling; however, free lime can be high if the kiln feed chemical composition is not correct. A drawback with using the free lime as an indicator of burning zone conditions is the time lag between the condition and the diagnosis. A clinker sample from the cooler discharge will be at least 45 minutes old by the time the analysis is started in the laboratory and laboratory analysis can take 30 – 90 minutes to complete.
Clinker alkali content. Clinker alkali concentration can also be an indicator of burning zone temperature. As the temperature in the burning zone increases, the potassium concentration usually decreases. Although the sodium concentration is also affected, the change in sodium concentration is not nearly as pronounced as the change in potassium concentrations. As with control based on free lime, the clinker sample from the cooler discharge will be taken and analysis begun at least 45 minutes after the clinker has passed the hottest part of the burning zone. Accordingly, conditions in the kiln may have changed substantially by the time information on alkalis or free lime is available.
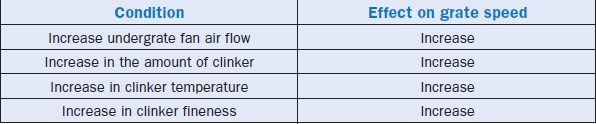
Clinker cooler operation. Typically, clinker cooler grate speed is controlled by the pressure in either the first or second undergrate compartment, or both. Several things affect the undergrate pressure, including:
• undergrate fan airflow
• the amount of clinker entering the cooler
• temperature of the clinker entering the cooler
• fineness of the clinker entering the cooler
If the airflow into an undergrate compartment changes and everything else remains constant, the undergrate pressure will change. As airflow increases, pressure increases. Typically, airflow of undergrate fans is automatically controlled, and unless the airflow set point for an undergrate fan is changed, the effect on pressure because of differences in airflow is minimized.
When kiln speed is changed, the quantity of clinker entering the clinker cooler changes propor-tionately. When kiln speed is increased, if the clinker cooler has been operating in a stable condi-tion, the undergrate air supplied to the cooler should be increased by a proportionate amount. If kiln feed rate is proportionate to kiln speed, additional fuel and ID fan will be added when the kiln speed is increased; however, more undergrate air will be needed than used by the process, with the result that the cooler vent fan damper will open or the cooler vent fan speed will increase.
When the kiln is in an upset condition and material flushes into the cooler, the cooler vent temper-ature can increase dramatically. As excess material begins to flow into the cooler, the grate speed increases which reduces the residence time in the cooler and results in hotter clinker being discharged. Since more material is entering the cooler, the amount of heat that must be removed by the cooler increases. Some of this heat is transferred to the secondary and tertiary air, which raises their temperature; some of the heat is transferred to the vent air, which raises its tempera-ture; and some of the excess heat leaves the cooler with inadequately cooled clinker. When the temperature of the secondary air, tertiary air, and vent air is increased, the volume increases proportionately. If additional undergrate air is supplied to help cool the clinker, the vent volume is again increased.
During an upset condition, the cooler can become quickly overheated. Since the vent fan will most likely be operating near maximum airflow, it is generally not possible to increase the airflow to the undergrate fans enough to cool the large excess of material. Consequently, the cooler will be discharging hot clinker unless other measures are taken.In a situation in which more material is flowing into the clinker cooler than can be properly cooled, the proper response is to slow down the kiln. Simply stated, if the cooler is being fed more material than it can handle, put less material into the cooler.
If the clinker temperature increases and everything else remains constant, the undergrate pressure will increase. When cool air from the undergrate fans enters the bed of clinker, the air temperature increases rapidly, which makes the air expand rapidly. This rapid expansion restricts the flow of additional air into the bed of clinker; that is, the pressure increases.
If the average size of the clinker from the kiln becomes smaller and everything else remains constant, the undergrate pressure will increase. For example, it would take much more pressure to blow air through a one-half meter layer of sand than through a one-half meter layer of coarse aggregate.
As we have seen previously, several things can affect clinker cooler undergrate pressure. Since the cooler grate speed is usually controlled automatically to maintain a given pressure in an undergrate compartment, parameters that affect undergrate pressure may actually affect grate speed. As the undergrate pressure increases, the grate speed will increase to bring the pressure back to the set point. Table 3.3.4 summarizes selected conditions that affect the cooler undergrate pressure, and hence the grate speed:
Table 3.3.4. Factors that Affect Clinker Cooler Operations
When a kiln has been operating in a stable condition for several hours (two hours or more) and begins to cool gradually but is still producing clinker minerals, the following things happen that affect the clinker cooler:
• The temperature of the clinker entering the clinker cooler will increase slightly.
• The average size of the clinker will get smaller.
Both of these factors result in an increase in clinker cooler undergrate pressure, which will result in the grate speed increasing. Accordingly, if the clinker cooler grate speed gradually increases over a one-half hour to two-hour period, the kiln may be cooling. If the grates are slowing, the kiln may be getting hotter.
Summary of kiln indicators. The above discussion has reviewed some operating parameters that can provide indications of what the kiln has done and what it is currently doing. However, each of these indicators can be influenced by conditions not related to kiln operation. Therefore, an operator must not rely on a single indicator to determine kiln conditions. A good operator will examine all of the indicators at hand and then make a decision based on all of the information available.
Table 3.3.5 summarizes parameters that an operator can use to help determine kiln operating conditions. This table is a list of the indicators discussed and what may happen when the kiln is cooling.
Table 3.3.5. Indications When a Kiln is Cooling
RESPONSES TO CHANGING KILN CONDITIONS
Emergency Measures to Protect People and Equipment
One of the many examples requiring emergency measures would be if a kiln system is severely overheated, and coating and refractory damage are imminent. In this case, steps to reduce kiln operating temperatures must be taken immediately.
Typically, a kiln operates near optimum conditions. If a kiln has been operating at or near maxi-mum production levels for several hours, the fuel rate and kiln feed rate are probably close to the proper balance. Kiln operations must be as stable as possible to achieve sustained operations and produce the maximum amount of good quality clinker at the lowest total cost.
The following suggested operating practices are for periods when a kiln is in a stable operating condition, and the operator is trying to optimize the process to insure continued stable operation.
Kilns are large thermal masses, and typical residence times are 30 minutes for preheater or precal-ciner kilns to 3 hours or more for long wet or long dry kilns. Because of the large thermal mass, it is not possible to quickly alter kiln system temperatures. Because of the residence time, the effect of some changes (for example fuel changes) may require some time before the full effect of the change becomes evident.
Successfully operating a kiln requires patience and planning. An operator must review what the kiln has been doing for the last 4 – 8 hours, try to determine where it is going to be in 1 – 2 hours, then decide if a change in operating conditions is required to alter this. If the operator watches all of the indicators previously discussed and decides that a kiln is beginning to cool or overheat, what response, if any, will keep the kiln stable and at optimum production levels?
What if Burning Zone Temperature is Increasing?
If a kiln has been operating in near stable conditions for several hours but the following indica-tions are evident:
• kiln drive power has been increasing for the last 30 – 90 minutes
• NOx concentration has been increasing for the last 30 – 90 minutes
• cooler grate speed has been slowing down for the last 30 – 90 minutes
• kiln exit oxygen concentration is slowly increasing
• average clinker size is becoming larger,
the kiln is probably becoming hotter, and a change may be required to bring the temperatures back to proper operating levels. Cooling a kiln (particularly a long kiln) that is too hot is very difficult to do without cooling it too much. If the kiln is operating at less than the maximum production rate, it is usually better to increase production to slowly cool the kiln rather than reduce the fuel rate.If the oxygen at the kiln exit is too low, the fuel rate is too high, or the kiln is operating at maximum speed, then the fuel rate should be reduced slightly. Another reduction in fuel should not be undertaken for at least one full residence time for a kiln. For a calciner kiln this could be 30 – 45 minutes, or for a long wet process kiln it could be 3 – 4 hours. The maximum fuel reduction should be about 1% of the normal fuel rate. It is usually not a good idea to increase the kiln speed or feed and at the same time reduce the fuel feed rate. This correction should only be implemented if the kiln system is severely overheated.
What if the Burning Zone is Becoming Cooler?
If the kiln has been operating in near stable conditions for several hours but the following indica-tions are evident:
• kiln drive power has been dropping for the last 30 – 90 minutes
• cooler grates have been speeding up for the last 30 – 90 minutes
• kiln exit oxygen concentration is slowly dropping
• average clinker size is getting finer
• NO concentration has been slowly dropping,
the kiln is probably starting to cool, and a small change should be made early to prevent the kiln from getting too cold. If the change is delayed, it may be very difficult to counteract the cooling trend. When indications are that a kiln system is beginning to cool, reducing kiln speed and/or production by a small amount will usually disrupt the kiln less than increasing fuel by a large amount. For example, if a kiln is cooling, the production rate is reduced slightly, and temperatures begin to increase; production can be increased as the kiln heats up. However, the fuel rate when the kiln was at the previous production level was apparently not enough because the kiln was cooling.
Therefore when the kiln production returns to near the starting level, some fuel should be added, with a corresponding increase in ID fan damper position (or fan speed), before increasing produc-tion to the point at which the kiln was previously operating.
If changes are made early in response to indications that the kiln is cooling, many times a slight decrease in production rate (kiln speed) can keep a kiln stable. If a kiln is cooling gradually, reduc-ing production by only 2% – 4% may stabilize kiln system temperatures. Once the kiln indicates that it is heating up again, a small fuel increase can be made and production increased back to maximum.
Stable Kiln Operation
When a kiln has been operating in a stable condition for several hours or days, the kiln speed, kiln feed rate, and fuel firing rate are very close to the optimum. When the kiln is close to its optimum, it is usually not wise to allow temperatures in the kiln to increase or decrease for an extended period before a correction is made. If the operator is forced into making a large change, it will be many hours before the kiln system stabilizes again. Additionally, when an operator first takes over a shift, if the kiln has been stable with no changes or with only very small changes, it is not wise to make major changes to the system just because the kiln operating values are not what the individ-ual operator personally likes.
Numerous factors have been discussed that an operator must consider and try to control when operating the kiln. The operator has three main parameters that can be adjusted to control the burning process:
• the quantity of fuel supplied to the kiln
• the kiln speed and feed rate (including CKD addition rates)
• the draft through the kiln or excess air at the kiln exit
FUEL EFFICIENCY AND PRODUCTION RATES
To enhance fuel efficiency and production rates, the maximum amount of hot secondary and terti-ary air from the clinker cooler should be used to supply air for combustion. The burner pipe requires a small amount of primary air, which reduces the amount of preheated combustion air that can be used. In addition to these sources of air supplied to the kiln, air leaks also supply ambi-ent air that is used for combustion. Another source of oxygen for combustion is the use of oxygen lances to inject nearly pure oxygen into the flame. Use of oxygen enrichment can be helpful if the additional clinker production resulting from oxygen use is economical.
False air or air leakage entering through openings around the kiln firing hood and feed end seal wastes energy, because cool ambient air replaces preheated combustion air. A typical heat loss attributable to ambient air leakage around the hood would be about 1 – 2 billion kcal per year for an opening 0.1 m2 in area. If fuel costs $8 per million kcal, this will cost about $10,000 – $15,000 per year; however, this does not include the cost of lost production.
Heat Transfer Considerations
In a cement rotary kiln, the objective is to maximize the transfer of heat generated by the flame to the incoming material in the burning zone. There are three principle mechanisms by which the heat may be transferred into the bed of clinker: conduction, convection, and radiation.
Convection. Convection is heat transfer from one material to another through fluid motion. For example, heat is transferred from the hot kiln gases to incoming feed in a preheater vessel. A formula for heat transfer by convection (Perry and others, 1984) is:
Q = h • A (T1 – T2)
Q = rate of heat transfer in J/s (or, Btu/hr).
h = coefficient of heat transfer in J/(m2 • s • °K) (or, Btu/hr/sq ft/°R) A = area available for heat transfer in m2 (or, sq ft)
T1 – T2 = temperature difference in °K (or, °R)
Conduction. Conduction is heat transfer within a given material or heat transfer from one material to another in physical contact by transfer of vibrational energy from one molecule to another. For example, heat is transferred from hot kiln chain to cooler kiln feed by conduction. A formula for heat transfer by conduction from Fourier’s law (Perry and others, 1984) is:
Q = k • A (dt/dx)
where,
Q = rate of heat transfer in J/s (or, Btu/hr)
k = thermal conductivity in J/(m2 • s • °K) (or, Btu/hr/ft/°R) A = area available for heat transfer in m2 (or, sq ft)
dt/dx = temperature gradient in °K/m (or, °R/ft)
Radiation. Radiation is the transfer of heat from one material to another when the two materials are not in contact. For example, when you walk by a hot kiln shell you feel the heat without actu-ally coming into contact with the kiln shell. Heat transfer by radiation is an important factor within the kiln. The flame, refractory, and coating radiate heat to the feed in the kiln. A formula for heat transfer by radiation is (Perry and others, 1984):
Q = σεA (TF4-TP4)
where
Q = rate of heat transfer in J/s (or, Btu/hr)
![]()
![]() =Stefan-Boltzmann constant in J/(m2 • s • °K) (or, Btu/hr/sq ft/°R)
=Stefan-Boltzmann constant in J/(m2 • s • °K) (or, Btu/hr/sq ft/°R)
![]()
![]() = emissivity (0.0 – 1.0)
= emissivity (0.0 – 1.0)
A = area available for heat transfer in m2 (or, sq ft)
TF = surface temperature of the flame in °K (or, °R)
TP = surface temperature of the product in °K (or, °R)
It is generally understood that radiation, or radiant heat transfer, is the primary mechanism that transfers heat in the burning zone; about 95% of the heat transfer in the burning zone is through radiation.
Effect of Excess Air on Burning Zone Flame
How is the amount of combustion air supplied to the kiln controlled, and what is the correct amount of excess oxygen? Primary combustion controls are the kiln-induced draft fan, and the fuel firing rate. However, the clinker cooler undergrate fans, the cooler vent fan (actually the hood draft), tertiary air flow, and conditions inside the kiln or preheater can also influence the oxygen concentration at the kiln exit. The simple answer to “what is the correct amount of combustion air?” is that sufficient combustion air must be supplied to ensure good combustion conditions.
The “correct” or proper amount of air for combustion is generally determined by an oxygen analyzer or CO analyzer at the exit of the kiln or preheater. Exit oxygen should be controlled so that sufficient excess oxygen is available to ensure all of the fuel is completely burned. Hansen (1986) described the use of CO analysis at the a per million (ppm) level to control the supply of combustion air to a kiln system. He maintained that CO is a more reliable indicator of combus-tion conditions than O2 because:
• the results from oxygen analyzers may be influenced by ambient air leakage,
• localized reducing conditions may exist because of poor air/fuel mixing, and
• poor combustion conditions may exist for other reasons.
In these situations, the process gases may have what appears to be adequate oxygen concentration, yet poor combustion conditions exist. Mullinger and Jenkins (1996) said that air/fuel mixing is the slowest of the combustion reaction steps in a rotary kiln, and that “if it’s mixed, it’s burnt.” Consequently, the amount of oxygen required for proper combustion will be a function not only of the stoichiometry but also of the efficiency of mixing.
Small amounts of infiltration can strongly affect the O2 concentration at an analyzer. Less than optimum combustion conditions can exist simultaneously with what is generally thought to be good O2 concentrations (1.0% – 2.5%) in the kiln exhaust gases. CO is an excellent indicator of combustion conditions; use of a CO analyzer provides a more direct measurement of combustion conditions. Hansen (1986) said that a CO analyzer will provide a reliable indication of combustion conditions despite ambient air infiltration; therefore, the gas sample for the CO or combustibles analyzer can be taken from the clean side of the kiln dust collector and still provide useful infor-mation on combustion conditions in the kiln. There is, however, an important limitation on the use of CO measurements to determine combustion efficiency. If the raw materials contain organic material or unoxidized carbon, CO may be produced from the raw materials and can result in CO emissions that are unrelated to combustion conditions. If the kiln system is a preheater or preheater/precalciner system, the CO analyzer should be located at the kiln inlet or in a preheater gas bypass (if the system has a bypass) for monitoring kiln combustion conditions.
Effect of Flame Temperature on Heat Transfer in Burning Zone
Proper combustion control is one of the most important functions of the operator. Proper combustion control will result in higher production rates, more efficient production, and better clinker quality. Improper control is inefficient and can result in fires or explosions. Kiln systems operate with highly volatile fuels in an environment that has many sources of ignition and many sources of oxygen.
In a rotary kiln producing cement clinker, the objective is to do useful work with the heat gener-ated by the flame; in other words, to make clinker. The flame has to transfer heat into the bed of material in the burning zone. Heat may be transferred into the bed of clinker by conduction, convection, and radiation. Radiation, or radiant heat transfer, is the primary mechanism that transfers heat in the burning zone; about 95 percent of the heat transfer in the burning zone is through radiation. Simply stated, the amount of heat transferred is related to the rate of heat transfer and the time available. The time available to transfer heat in the burning zone is short because the gas velocity is high. The rate of heat transfer by radiation is proportional to the fourth power of the temperature of the flame. Therefore, to improve the rate of heat transfer, the flame temperature should be as high as possible, but not so high that it would damage the coating or refractory. Other factors such as the temperature of the material in the kiln and the emissivity of the flame also affect the rate of heat transfer.
Several parameters influence flame temperature. The speed of mixing fuel and combustion air affects it. The faster fuel and air can be mixed, the faster the fuel burns and liberates heat, and the higher the flame temperature. The temperature of the combustion air will influence flame temper-ature. Higher secondary air temperatures will result in higher flame temperatures, but ambient air leaks and relatively cold primary air will reduce combustion air temperature. Ambient air leaks around the hood should be sealed to improve fuel efficiency and to increase flame temperature, which improves the heat transfer rate in the burning zone. The minimum amount of primary air that provides good fuel/air mixing should be used. Theoretically, the highest flame temperature occurs at near 0% excess air. The actual peak is just slightly on the “lean” side of stoichiometric combustion. The temperature of a flame decreases with too much or too little combustion air; however, flame temperature decreases more rapidly with too little air. Flame temperature is also nfluenced by the temperature of the surroundings; higher coating and material temperatures radi-ate heat back into the flame, which raises the flame temperature.
Situations can occur in which the flame temperature is lower than normal. For example, if a firing hood inspection door is open and allows substantial amounts of ambient air inleakage, the flame temperature will be reduced. When the flame temperature drops, the heat transfer rate is lower, which results in less heat being transferred to the material in the burning zone. Since less heat is transferred to the material, this heat increases the exit gas temperature. Another potential reason for lower flame temperature can be operating with insufficient oxygen for complete combustion, or “substoichiometric” combustion. When substoichiometric combustion conditions exist, full heating value of the fuel is not realized, and the flame cools and becomes much longer. It is worth noting that combustion of carbon to carbon monoxide generates less than half the energy that full combustion to CO2 releases. At times, kilns can be in an upset condition, with the burning zone too cool and the feed end gas temperature too high. Many times this is the result of conditions that have cooled the flame and consequently reduced the heat transfer rate in the burning zone.
SOLID FUEL FIRING SYSTEMS
Many kilns use natural gas, oil, and hazardous and nonhazardous waste materials. In North America, solid fuels such as coal and petroleum coke predominate. This section will review solid fuel preparation and firing systems.
Fuel Firing Circuits
There are several different types of solid fuel firing circuits that differ in how the solid fuel/air mixture is treated after it leaves the mill. The simplest and safest system is the direct firing circuit in which the solid fuel/air mixture is exhausted by the mill system fan and blown directly to the burner pipe. Another system is the indirect firing circuit, also referred to as the bin system, in which the solid fuel/air mixture is exhausted from the mill and passes through a dust collector followed by a fan. The dust collector system separates the pulverized solid fuel from the air and exhausts the clean air to the atmosphere, and the pulverized solid fuel is stored in a specially designed bin or bins. Solid fuel is withdrawn from the bin and transported to one or more burn-ers. The bin system is normally used when one mill must supply solid fuel to more than one burner. It is more complex, can be more hazardous than the direct system, and requires additional considerations in the design and operation of the system. Solid fuel for a direct or indirect system may be pulverized and dried in a ball mill, roller mill, bowl mill, or other types of mills.
Direct Firing System
A typical direct firing system uses a mill/fan combination to simultaneously grind, dry, and convey pulverized solid fuel to the burner pipe. Raw solid fuel is reclaimed from a long-term stockpile by a front-end loader or bulldozer and is conveyed to a day tank or short-term storage. Solid fuel is withdrawn from the day tank by belt conveyor, passes across a weighing device, and is metered into the mill for grinding and drying. Hot air for drying is supplied from the clinker cooler and is drawn through the mill by the mill fan. The hot air, pulverized fuel, and evaporated moisture are then blown to the firing point by the fan.
The direct system is the simplest of the various firing systems and, as such, tends to be the most reliable and safest system to operate. A typical direct firing system incorporates the following pieces of equipment:
• A hot air take-off from the clinker cooler with a dedusting cyclone to remove entrained clinker dust.
• Duct work to the hot air inlet of the mill. The hot air duct is provided with appropriate dampers and ambient air tempering to control temperatures at the mill inlet and outlet.
• A raw fuel bunker or silo with a shutoff gate, and a raw fuel feeder, typically a belt scale.
• A mill to simultaneously grind, classify, and dry the solid fuel. The mill is typically designed to resist an internal pressure of 3.5 bar to contain explosions.
• An induced draft system fan that pulls hot air from the clinker cooler through the mill and blows the pulverized fuel/air mixture into the kiln.
• A burner pipe to provide adequate tip velocity to prevent propagation of the flame into the burner pipe, and to produce turbulence at the burner tip for enhanced combustion and flame stability.
A direct firing system tends to be inherently safer because there are fewer pieces of equipment to malfunction, fewer vessels, and less duct work. In addition, pulverized fuel is not stored, but is conveyed to the kiln and burned immediately after being pulverized. Although the direct firing system tends to be safer, more reliable, and less expensive, it typically uses more cool primary air and therefore is less fuel efficient. In addition, the evaporated moisture is blown into the kiln, and reduces flame temperature.
Indirect Firing System
A typical indirect firing system uses a bowl mill to simultaneously pulverize and dry solid fuel, which is then conveyed by air to a cyclone and fabric filter (or a fabric filter alone) which separates the fuel from the moisture-laden drying air. The air and evaporated moisture are vented to the atmosphere. The collected pulverized fuel is stored in a pulverized fuel bin from which it is metered and conveyed to the firing point or points.
An indirect system is similar to a direct system through the raw fuel supply to the mill. Hot air for drying solid fuel can come from several sources. Systems that rely on processing solid fuel in an inert atmosphere, to minimize risk of fires and explosions, may use kiln or preheater exhaust gases or other low oxygen gases (less than 8% O2) for drying. As with direct systems, however, hot air is frequently supplied from the clinker cooler (at 21% O2). The hot air is drawn through a cyclone, the mill, another cyclone, and a fabric filter by the mill system fan. Pulverized fuel is collected and stored in a pulverized fuel bin. It is metered out of the pulverized fuel bin and conveyed to the burner pipe with air supplied by a high-pressure blower.
An indirect system has substantially more equipment than a direct system and as such tends to be less reliable to operate; however, depending on the quantity of pulverized fuel stored, the mill may be taken out of service for short periods (several minutes) without affecting kiln operations. A typical indirect system incorporates the following pieces of process equipment:
• A hot air take-off, typically from the clinker cooler, with a dedusting cyclone to remove entrained clinker dust
• Duct work to the hot air inlet of the mill
• The mill to simultaneously grind and dry the solid fuel
• A pulverized fuel cyclone (optional) with rotary airlock and explosion vents
• A fabric filter with rotary airlocks, quick acting isolation gates, and explosion vents
• A system fan to induce the draft that pulls hot gases through the mill, cyclone, and fabric filter for drying the raw solid fuel
• Screw conveyors to transport pulverized fuel from the fabric filter and cyclone to the pulver-ized fuel bin(s)
• Pulverized fuel bin(s)
• Feeder(s) from the pulverized fuel bin(s) to the transport system
• High pressure blower(s) to provide air to convey fuel to the burner pipe(s)
• High pressure blower(s) to provide primary air to the burner pipe(s) for flame shaping
• Carbon monoxide sensors and temperature sensors throughout the system to warn of impending fire or explosion
• A fire suppression system using inert gas
• An automatic system to activate the fire suppression system based on CO or temperature signals
• Burner pipe or pipes
The indirect firing system offers three distinct advantages:- one large mill may be used to supply fuel to multiple firing points, modern multichannel burner pipes may be used for flame shaping and NOx reduction, and an indirect system tends to be more fuel efficient, which may also reduce NOx emissions. However, an indirect firing system is more complicated to operate, more expensive to purchase and install, tends to be less reliable, and is more prone to serious fires and explosions.
Because the indirect firing system is more complicated and uses more equipment, it is inherently more expensive to design, purchase, and install. Generally, with a properly designed direct firing system, fuel savings alone will not provide sufficient cost savings to financially justify a conversion from direct to indirect. An exception is when one large mill is used to supply fuel to multiple firing points rather than using individual mills for each point. Indirect systems also tend to be more difficult and hazardous to operate because there are more pieces of equipment with more chances for mechanical and operational malfunctions to occur, and they have vessels containing large volumes of explosive mixtures of finely pulverized fuel.When a pulverized fuel system is designed, the designer must include preventive measures in the system design to minimize the possibility of malfunctions. The designer must also design the system to minimize potential hazards when mechanical or operational problems do occur.
An indirect system is generally designed with carbon monoxide (CO) monitors in the cyclone, fabric filters, raw solid fuel bunker, and pulverized fuel bins. Temperature sensors are also located at various points throughout the system. A fire suppression system and inerting system (usually an inert gas such as CO2 or N2) is installed to suppress incipient fires, and to provide an inert atmos-phere for times when the system is shut down with pulverized fuel remaining in the system. The monitoring and inerting systems are usually under computer control with provisions that the inerting system can be manually activated.
Since no monitoring or inerting system can ensure that a fire or explosion never occurs, an indi-rect system is typically designed to withstand an internal pressure of 3.5 bar (50 psi) from the mill inlet through the fabric filter outlet to contain an explosion. Explosion venting is frequently included to direct the release of excessive pressures safely.
Because of the robust design of the system and the additional safety measures required, an indirect firing system is substantially more expensive to design, purchase, and install than a comparably sized direct firing system.
SAFETY CONSIDERATIONS
Pulverized Solid Fuel System Safety Considerations
An appreciation of the properties of solid fuel and a comprehensive understanding of the princi-ples of mill operation can make solid fuel grinding safer. A mill, like any other piece of equipment, depends on two factors for success: how well it is maintained and how well it is operated.
General Guidelines
No manual or book will be able to provide instructions for every situation that may occur. Below are some suggestions for operating a solid fuel mill system:
1. Maintenance work or inspections that require opening equipment should be performed only when given specific instructions and under the direct supervision of authorized personnel.
2. Use extreme caution when opening inspection doors. Opening an inspection door on a solid fuel grinding system can provide oxygen to smoldering, powdered solid fuel and result in fires or explosions.
3. Do not poke or disturb any solid fuel accumulations if there is any evidence of heat, smoke, or glowing embers. Allow the system to cool further, and then check again as necessary. When you are convinced everything is OK, remove any accumulations in small amounts.
4. Before working on or around solid fuel firing systems, the system must be inerted or washed down with water to be sure powdered solid fuel cannot ignite.
5. Cutting or welding around or on a solid fuel firing system can result in fires and explosions.
6. The mill hot air inlet temperature should not exceed 315°C on systems using ambient air.
7. The mill outlet temperature should not exceed 95°C on direct fired systems; the maximum outlet temperature on indirect systems is generally lower than that for direct fired systems using the same solid fuel.
8. If a fire occurs in the mill:
• Do not shut the mill down.
• Do not attempt to open any mill inspection doors until all evidence of the fire has disap-peared.
• Never use compressed air in an attempt to blow out the fire. Disturbing burning or smol-dering solid fuel in any way is very hazardous.
• Iffires continue to ignite in the mill, sometimes feeding 5 – 10 kg (or substantially more at times) of limestone or sand into the mill will dislodge solid fuel buildups that may be the origin of fires.
• A water spray may be used to flood the mill if the procedures above do not stop the fire (but see note on Western coals below).
• When the mill outlet temperature has fallen to ambient or near ambient, shut down the mill.
• After 2 – 4 hours, inspect the mill system according to established procedures.
Maintenance Practices
Maintenance on pulverized solid fuel mill systems should be performed only by well-trained mechanical or electrical repair personnel under the direct supervision of an individual who fully understands the hazards associated with working on a pulverized solid fuel mill system. The system should be allowed to cool to ambient temperatures and inerted before the mill system is opened. Some of the maintenance features of a mill system that affect safety are:
1. Be sure the belt magnet on the raw fuel belt is always operating properly. If metal gets into a mill it can cause fires or explosions.
2. Ensure temperature sensors (thermocouples) are accurately calibrated. If thermocouples are not calibrated correctly, high temperatures could cause fires or explosions.
3. Preventive maintenance should make sure that wear parts are replaced when they are worn. Hard facing on fan blades and fan housing liners must be replaced when worn. Replace worn plows to make sure rejects are removed from the lower housing of roller mills.
4. Overheated bearings in a mill system can cause a fire or explosion.
5. If hot air is supplied from the cooler, inspect the cyclone dust trap and airlock for proper operation to avoid hot embers getting into the mill.
The above are some features that affect safety; however, others that may be specific to a particular system will also have to be observed.
Employee Training
Any solid fuel system requires extensive employee training. Operators must be trained to properly respond to normal and emergency conditions. When a series of dangerous events occur, the proper response to these conditions may prevent a fire or explosion, or reduce the severity of a fire or explosion. An improper response to conditions may turn a minor process upset into an explosion. A continuing, formal operators’ training program is essential.
Western Sub-Bituminous Coals
Western sub-bituminous coals may present a special hazard. Coals have two types of moisture: free moisture and inherent moisture (or moisture of constitution). Free moisture is on the surface and should be removed in the drying/grinding process. The latter type of moisture is a constituent of the coal, and its removal can occur if the coal is overdried. Overdrying of such coals in an indirect firing system can remove some of the inherent moisture. When moist air contacts such dried coal, an exothermic absorption of water occurs, heating up the coal, and greatly increasing the risk of fire.
Methane Accumulation During Coal Handling
A major hazard associated with coal handling facilities, especially in enclosed areas or tunnels such as rail unloading facilities, is the possible formation of an explosive atmosphere originating from accumulation of methane and coal dust. Occurrences have been reported of up to 2% methane around chutes during unloading operations (Leonard, 1979). Methane will often accumulate despite what appears to be adequate ventilation. Walls should be washed down frequently to prevent dust accumulation and welding or electrical repair work should not be conducted in an enclosed area during unloading operations or if methane or coal dust is present. Smoking, open flames, and other potential ignition sources should be prohibited in any areas in which coal is being handled or processed.
Fires in Coal Storage Areas
Fires that start around the edges of coal storage piles should be removed with a front end loader, spread in a location away from the storage area, and allowed to cool. Generally, water should not be sprayed on a smoldering coal pile, especially with Western coals. The degree of wetness in a coal storage pile is known to influence spontaneous heating. Research at the United States Bureau of Mines has indicated that the heat of condensation of enough water to raise the moisture content of a pile, or a portion of a pile, 1% can also cause a 14°C temperature increase in the pile (Leonard, 1979).
Tramp Metal
Iron or other spark-producing debris can cause sparks in a bowl or roller mill capable of initiating a solid fuel dust explosion. Every effort must be made to be sure that scrap metal is not allowed to enter a mill. Pieces of metal in a mill can also be heated to temperatures high enough to start a fire or explosion by being in the mill as it operates. Belt magnets and metal detectors on solid fuel belts must always be operating properly. Scrap metal in a mill is particularly dangerous during mill shutdown or startup.
Startup and Shutdown of Pulverized Fuel Systems
Startup and shutdown of a mill system is the most likely time for fires or explosions to occur. A mill system should be designed to operate with the minimum number of starts and stops possible (NFPA 8503, 1992).
If a mill is shut down and a small amount of solid fuel remains in the mill, it can slowly increase in temperature because of moisture condensing, oxidation of the solid fuel, or reaction of sulfur contained in the solid fuel with moisture. The problem noted above with Western coals can also occur. If the pulverized solid fuel undergoes spontaneous heating and the mill is restarted with hot embers present, an explosion or fire is possible. This does not happen often; however, the more frequently a mill is shut down and then restarted, the more likely it becomes.
Unplanned System Outages
Particular caution must be exercised by operating personnel. When a piece of equipment, includ-ing a coal mill system, goes down, the typical response is to resolve the problem that caused the outage as quickly as possible and return the equipment to service. A coal mill system that goes down, particularly under load, must be treated with extreme caution. In several cases, fires or explosions have occurred when an employee opened an inspection door on a coal mill system that had been shut down. Air admitted to the system allows oxygen to reach a smoldering pile of pulverized solid fuel that then ignites explosively. Also, an inrush of air when an inspection door is opened may create a pulverized solid fuel dust cloud that then explodes.
Hybrid Mixtures of Flammable Dusts and Gases
When coal is freshly pulverized, volatile gases such as methane can be released and the result is no longer a coal dust/air mixture but what is termed a hybrid mixture. Even low concentrations of such gases in a dust/air mixture can result in both enhanced ignition sensitivity and increased explosion severity (NFPA 8503, 1992).
System Temperatures
On non-inert, direct-fired coal mill systems, mill hot air inlet temperatures should not exceed 315°C, and outlet temperatures should not exceed 90°C.Indirect firing systems should be operated at lower mill outlet temperatures. As the volatile concentration in the fuel increases, the outlet temperature may need to be lower to prevent fires or explosions, particularly for Western or subbituminous coals. If the flow of raw solid fuel to the mill is interrupted for any reason (for example: plugging, failure of the solid fuel feeder, or other reasons) the outlet temperature of the mill can climb to dangerous levels quickly.
System Velocities
Velocities in ducts or conveying lines must be at least 25 meters per second (m/s) to avoid material dropping out in the duct work. If dropout occurs, the risk of fire is increased, and the pressure drop in the system increases, with its attendant effects. Burner pipes must be designed to maintain a minimum tip (discharge) velocity of 45 m/s. Velocities less than 45 m/s substantially increase the risk of the solid fuel flame propagating backwards into the burner pipe, and potentially through the conveying lines to the mill, causing substantial damage to the equipment.
Spontaneous Combustion
Avoiding spontaneous combustion of solid fuel requires special attention. Two reactions are important for causing heating that can lead to spontaneous combustion. These reactions are oxidation at the surface of a solid fuel particle, which is most active when the solid fuel has been freshly pulverized, and condensation of water onto the solid fuel. When water condenses, it releases heat which can be a significant factor in the initial increase in temperature of a solid fuel dust mass. However, oxidation is how solid fuel ultimately reaches its ignition temperature.
The ease with which coal will oxidize is extremely variable. Coals that are high in bed moisture, oxygen content, sulfur content, and volatile content are usually easier to oxidize (Leonard, 1979). However, the more fresh surface area available for oxidation, the more rapidly solid fuel will oxidize. The total exposed surface area is important. With more fresh surface exposed, oxygen has a greater chance of uniting with solid fuel with the result that the total heat liberated in a given time for a given weight of solid fuel will be substantially greater.
According to Leonard (1979), coal oxidizes slowly at temperatures below 50°C, but oxidation increases at an increasing rate (aided by higher temperatures) until the temperature of the coal is about 100°C – 135°C. At about 135°C, carbon monoxide and water are given off. Carbon monoxide liberation increases rapidly until a temperature of about 230°C is reached, when a fire may occur. A layer of high-volatile coal dust will ignite at about 175°C. The critical temperature for bitumi-nous coal is about 50°C – 65°C. In this range, spontaneous heating will increase rapidly unless preventive measures are taken.
The rate of oxidation increases rapidly as the temperature increases. For some coals, a temperature increase of 10°C can double the rate of oxidation. (It is a general rule of thumb that chemical reac-tions double in rate for every 10°C increase in temperature). If heating from oxidation occurs in a mass of coal dust, the ignition temperature of coal can be reached quickly, if enough oxygen is present. The temperature rise can be rapid because oxidation releases heat, and heat causes the rate of oxidation to increase, which releases still more heat.
When a mill system suffers an unplanned shutdown, solid fuel dust accumulations will occur in the system and will begin to heat. Because the moisture content in the air in the mill system is high (because of solid fuel drying), condensation may occur on solid fuel dust accumulations, which can result in hot spots. The reaction of water vapor with overly dried Western coals can also increase temperature. These hot spots can rapidly heat and cause a fire or, when the system is restarted and glowing embers are entrained in the air stream, an explosion can occur. Generally, coal with higher inherent moisture content is also more prone to spontaneous combustion (Leonard, 1979).
When a buildup of coal dust is allowed to occur, coal will begin to heat for reasons just explained. Therefore, it is important that all coal dust is immediately cleaned and dust is not allowed to buildup in piles.
Cleanup Around Fuel Grinding and Firing Systems
Cleanup around fuel grinding and firing systems must be exceptionally thorough because of the potential for spontaneous combustion. All leaks, spills, and any accumulations of coal or coke dust must be cleaned up promptly. Small piles or layers of coal or coke dust may spontaneously heat and start a fire. The ignition temperature for a layer of coal dust is substantially less than the igni-tion temperature of a cloud of coal dust dispersed in air (Leonard, 1979).
A potentially serious problem exists if solid fuel dust is allowed to accumulate inside a building or enclosure, for example in the area containing the solid fuel feeders and primary air fans, or because of a leaking solid fuel conveying line. If large accumulations of dust exist and a small explosion occurs, the dust buildup can be dispersed into the air as the result of the relatively minor first explosion and then produce a very large secondary explosion. Solid fuel dust spills or leaks must be cleaned up or repaired as soon as it can be safely done.
Hot Surfaces as an Ignition Source
Hot surfaces such as hot bearings, cutting, or welding can start a solid fuel dust fire or explosion. Any unusual temperatures must be reported immediately and steps taken to solve the problem. Cutting and welding around the mill system should only be done under strict supervision by qualified personnel. The system should be inerted or washed down with water prior to cutting or welding.
Flammable Gases and Dusts
A solid fuel dust explosion will occur if the following three conditions exist:
1. The concentration of solid fuel dust in the gas mixture is within the explosion limits.
2. The oxygen content in the gas mixture is sufficient for an explosion.
3. There is sufficient thermal energy to initiate an explosion.
Theoretically, the absence of any one of these three factors would be enough to prevent a solid fuel dust explosion. However, it is preferable to eliminate two or, possibly, all three factors.
The lower explosive limit for coal is about 50 g/m3 to 150 g/m3 and the upper explosive limit for coal dust is about 1500 g/m3.These concentrations vary depending on the fineness of the coal, combustible gases in the coal dust/air mixture, and other factors. The area below the lower explo-sive limit is very narrow. Operations below the lower explosive limit should not be considered safe because even though the average concentration may be less than the lower explosive limit, local-ized concentrations of coal in the system may exceed the limit. Oxygen concentrations above 12%
– 14% will support an explosion. Thermal energy required for initiating an explosion could origi-nate from several sources:
• Spontaneous combustion or self-heating of the solid fuel
• Overheating of the solid fuel by hot gases used for drying that are too hot
• Overheated machine parts, such as hot bearings
• Metal entering the mill with the coal can cause sparks or become hot enough to start a fire or explosion
Fires and Explosions in Kiln Exhaust Gases
Most facilities impose stringent kiln operating parameters related to excess oxygen, and carbon monoxide or combustibles in the exit gases. However, some cement plants in the past have suffered fires or explosions in cement kiln air pollution control devices (APCDs). Dobson (1974), with Factory Mutual Research, stated that between 1971 and the date of the article (1974) damage had been reported to nine ESPs in cement plants insured by Factory Mutual. Six suffered fires, two experienced explosions, and one was caused by overheating (Dobson, 1974).
Limited testing has been done on ignition of explosive mixtures of gases and dusts emitted from cement kilns (Inculet and others, 1993). The researchers found that during normal operating conditions on two kilns tested, exhaust gas composition was well within the safe range. However, under upset conditions, the gas composition could be explosive and, in most cases, the amount of dust present in the APCD was not sufficient to prevent ignition of the gas (Inculet and others, 1993). Carbon monoxide (CO) is not the only explosive gas that may be generated in a kiln exhaust. Incomplete combustion can generate other flammable species such as hydrogen (H2) and methane (CH4) (Hawks and Chadbourne, 1987).
A substantial body of information exists on fires and explosions related to coal dust, mixtures of coal dust and methane, and the use of limestone dust to suppress coal dust explosions. Data exist on the effects of varying levels of oxygen or inert gases on fires and explosions of combustible materials. Data also exist on the effects on explosion sensitivity of varying temperatures; however, cement kiln exhaust gases contain all of these elements in widely varying degrees at different times. Little information exists on the potential for fires or explosions while considering the major vari-ables present in a cement kiln exhaust gas APCD. These variables include
• Elevated temperatures
• Presence of combustible gases such as CO, CH4,H2,etc.
• Presence of combustible dusts
• Varying levels of oxygen
• Presence of usually inert gases such as N2,CO2, and water vapor.
• Dust loading in the gas stream
• The presence or absence of spark initiation
The usual descriptions of lean (lower) limits of flammability are stated at atmospheric pressure and room temperature. It should be recognized that those limits are merely two points on the flammability limit surface. A given mixture that is nonflammable at atmospheric pressure can become flammable at elevated pressures. Likewise, a mixture that is nonflammable at room temperature may become flammable at an elevated temperature (Hertzberg and others, 1985).
Elevated temperatures increase the flammability and the autoignitability of combustible mixtures. With increasing temperature, the lean limit concentration decreases as does the concentration at which autoignition occurs (Conti and Hertzberg, 1987). The thermal autoignition probability may still be trivial when the temperature is increased from 25°C to 200°C, but that increase in operatingtemperature will have a profound effect on the probability of spark initiation of an explosion(Conti and Hertzberg, 1987).
According to Conti and Hertzberg (1987), major uncertainties persist in the experimental data. Among these are the effects of particle size of the combustible dusts and the volume of the test furnace in the laboratory experiments used to determine these data. Some particle size influences have been investigated, but the effects of furnace volume have not been quantified. As the furnace volume increases, the concentration and temperatures required for ignition decrease. Caution must be exercised in applying laboratory data to industrial-size furnaces (Conti and Hertzberg, 1987).
The effect of initial temperature on ignitability is an important consideration in assessing explo-sion hazards. The ignitability behavior of a dust is more sensitive to an increase in ambient temperature than is its lean limit. For example, for a coal dust concentration of 400 g/m3,an increase in the temperature from 75°C to 200°C results in an order of magnitude reduction in the spark energy required to initiate an explosion. There is a strong synergism between the thermal energy content and the spark initiation energy required, even at temperatures that are considerably below the autoignition temperature of the mixture. This synergism makes it very difficult to esti-mate the ignition probability when various types of ignition sources may be simultaneously pres-ent in a given system (Hertzberg and Cashdollar, 1987).
The modified Burgess-Wheeler (B-W) law is an empirical formula that may be used to estimate the lean flammability limits at elevated temperatures from the lean flammability limit at room temperature (Hertzberg and Cashdollar, 1987):
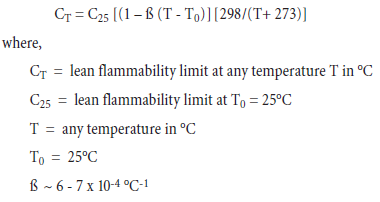
The B-W equation has been found to be reasonably valid for a variety of coals, agricultural dusts, and chemical dusts (Hertzberg and Cashdollar, 1987).
Coal dust data show an order of magnitude reduction in the ignition energy required to ignite dust clouds (with a concentration of 400 g/m3) for a 100°C increase in temperature (Hertzberg and others, 1985). Some other limited experimental data on the effects of initial temperature on the lower explosive limit for coal are presented in Table 3.3.6 as follows:
Table 3.3.6. Temperature Effects on Lower Explosive Limit (Wiemann, 1987)
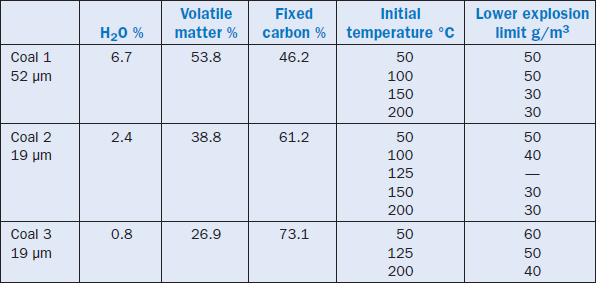
Hybrid mixtures are mixtures of two or more combustible gases and dusts that may ignite. Cement kilns typically have hybrid mixtures of gases and dusts. Substoichiometric combustion conditions in a kiln or calciner can result in substantial amounts of combustible fuel being available in the kiln APCD (Dobson, 1974).
The ignition sensitivity of hybrid mixtures can be substantially different than the individual gases or dusts involved. The lower explosive limit (LEL) for CO is listed in the literature as 12.5% in air; however when hydrogen is present, the explosive level for CO is reduced (Hawks and Chadbourne, 1987).
The minimum ignition energy (MIE) for hybrid mixtures is higher than that for flammable gases but significantly lower than for combustible dusts. Hybrid mixtures pose an insidious hazard to industry. Design parameters for the lower flammability limit (LFL), minimum explosible concen-tration (MEC), and MIE may not provide adequate protection against the development of explo-sive mixtures in industrial situations (Napier and Roopchant, 1987).
The addition of a fuel gas to a dust/air mixture will increase the explosion hazard. The ignition energy required for gaseous fuel is generally much lower than for dusts, and a small addition of a combustible gas may have a much larger effect on the ignitability of the mixture than would be expected from a simple linear relationship. The addition of a small amount of combustible gas will highly sensitize a hybrid mixture. The thermal ignitability characteristics of hybrid mixtures of gases and dusts are largely unexplored (Hertzberg and Cashdollar, 1987).
Researchers determined that when the O2 content of a test gas mixture was increased from 8% to 9%, the quantity of cement dust required to suppress an explosion rose approximately 500% forsimilar concentrations of CO (Inculet and others, 1993). Explosive gas mixtures, according to Inculet and others (1993), are shown in Table 3.3.7. It must be noted that the data given in the Table 3.3.7 are for mixtures of clean gases without kiln dust.
Table 3.3.7. Explosive Gas Mixtures Data for Clean Gases Without Kiln Dust (Inculet and Others, 1993)
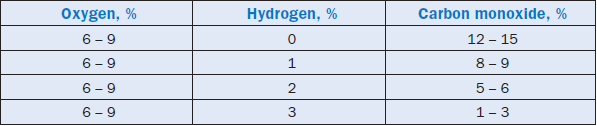
Some of the noteworthy conclusions reached by these researchers were:
• During kiln upsets, explosive gas mixtures might be formed. Although the gas mixtures tested are very sensitive to the concentrations of CO and H2 in the mixture, the propensity to explode is far more dependent on the O2 concentration in the background gas.
• The presence of cement dust in the process stream should not be expected to suppress explo-sions in a precipitator during kiln upsets.
• When the O2 concentration was increased from 8% to 9%, the flammability behavior changed drastically. For small increases in CO concentration, exponential increases occurred in the quantity of dust required to suppress an explosion. If the O2 concentration increased to 9%, the danger of an explosion was greatly increased, even at CO levels of 5% – 7%.
Hawks and Chadbourne (1987) have investigated possible causes of CO emissions from kilns. Some of the conclusions they reached were:
• CO is produced in the calciner or riser duct because of incomplete air/fuel mixing.
• A typical CO emission pattern produced by a calciner is a randomly occurring “spike.”
• The maximum level of the CO spike is not predictable.
• Because of sample transport and analysis time, CO analyzers do not record real-time events.
• CO spikes can occur when any fuel is burned.
• Surges in solid fuel feed rates and/or fineness can increase CO spikes.
If a combustible dust or gas is sufficiently diluted with an inert dust or the oxygen in air is suffi-ciently diluted with an inert gas, the mixture can be rendered incapable of sustaining a fire or explosion (Hertzberg and Cashdollar, 1987). Based on laboratory testing, below 12% – 14% oxygen concentration (using nitrogen as a diluent), flame propagation cannot be sustained in a ternary mixture of fuel-oxygen-nitrogen. Adding a safety margin to those measured inerting levels leads to a recommended safe level of 8% oxygen for inerting organic dusts at ambient temperature and pressure when inerting with nitrogen (Hertzberg and Cashdollar, 1987). In addition to nitrogen, other gases such as water vapor and carbon dioxide can be used, and they are generally more effec-tive than nitrogen (on a volumetric basis) (Hertzberg and Cashdollar, 1987).
Rock dust (generally limestone) is used to inert coal dust in coal mines. The literature suggests that a mixture of 75% – 80% rock dust in coal dust could suppress explosions of combustible dust/air mixtures even with very high ignition energies. However, rock dust is almost completely ineffective in stopping methane explosions. As a result, the presence of even small amounts of methane virtu-ally eliminates the inerting effectiveness of rock dust (Inculet and others, 1993).
Ignition of combustible hybrid mixtures can occur in several ways. According to Dobson ignition in an ESP can occur by random arcing between discharge electrodes and collection plates igniting a combustible gas/air mixture. If the concentration is high enough, an explosion will result. At lower concentrations, the ignited gases may serve as an ignition source for combustible particulates in the ESP (Dobson, 1974; Mullinger, 1988). Another ignition source, according to Dobson (1974), is spontaneous combustion of combustible particulates captured in the APCD.
Combustible mixtures at elevated temperatures can autoignite if the temperature is sufficiently high. The minimum autoignition temperature (AIT) is sometimes also referred to as the minimum cloud ignition temperature. The minimum AIT is usually approached only at high dust concentra-tions. The lean flammability limit curve at varying temperatures and the minimum AIT curve at varying temperatures delineate regions that do not ignite, regions that are ignitable by an external source, and an area that will autoignite at a given temperature and combustible dust concentration (Hertzberg and others, 1985).
Information concerning the lower explosive limits or the AIT must be used with caution. The test data used to develop these values may only provide relative values because the volume of the test chamber appears to have an effect on the minimum spark energy required to ignite varying concentrations of coal dust (Hertzberg and others, 1985).
Dobson (1974) suggests that an alarm to the operator should sound at 1% combustibles in kiln exhaust gases and that power to an ESP should be shut off automatically at 2% combustibles. Some plants in the past have shut off the power to the ESP at levels ranging between 0.7% – 1.5%combustibles.
Mullinger (1988) and Alsop and Post (1995) have identified kiln startups or when changing from one fuel to another as particularly dangerous periods. During these periods, excess fuel may be supplied to the kiln, which results in unburned gases and fuel entering the APCD. The risk arises when the unburned material encounters ambient air leaks, which provide a source of oxygen, or when the excess fuel situation is corrected and excess oxygen becomes available (Mullinger, 1988).
Clearing Preheater Blockages
Preheater vessels and ducts occasionally become plugged with deposits. These deposits are frequently caused by volatile minor compounds in cement raw materials and fuels, such as alkali sulfates and alkali chlorides. During kiln system operation, small deposits may be cleaned by air lances or high pressure, low volume water blasters; more extensive deposits require the system to be shutdown for cleaning (Alsop and Post, 1995). Cleaning any preheater blockages should be done only by well-trained employees wearing all required protective clothing.
Some additional guidance provided by Alsop and Post (1995) is as follows: Before any ports or doors are opened for cleaning, all personnel must be alerted, the operator must be informed, and no one can be allowed in the areas below any open ports or doors. When the system is shut down and preheater deposits are being cleaned, no one can be allowed in any parts of the kiln system, including the clinker cooler or around the kiln hood on the firing floor. The deposits are at high temperatures (e.g., 1000°C or more) and may have the flow characteristics of water. Clearing preheater blockages is an extremely dangerous activity if not done properly and is very hazardous even when all precautions are taken.
Cement Kiln Dust Safety Considerations
Fresh cement kiln dust (CKD) or alkali bypass dust is hazardous because the temperature can range between 100 – 600°C, and contact with unprotected skin can result in severe burns. Additionally, CKD – and especially bypass dust – can be very caustic. Frequently, CKD and bypass dust contain alkali sulfate and free lime. Although lime, when mixed with water, will typically produce a pH of about 12.4 (Oates, 1998), in the presence of alkali sulfate the following reactions may occur:
K2SO4 + CaO + H2O → 2KOH +CaSO4
Na2SO4 + CaO + H2O → 2NaOH +CaSO4
Potassium hydroxide and sodium hydroxide solutions both have a potential pH of over 14 and can
cause severe chemical burns in contact with unprotected skin.
REFERENCES
Alsop, P. A., and Post, J. W., Cement Plant Operations Handbook – for Dry Process Plants, Tradeship Publications, Ltd., Portsmouth, England, 1995.
Christensen, N. H., and Johansen,V., F. L. Smidth and Co. A/S, Copenhagen, Denmark, Private communication with F. M. Miller, CTL, Skokie, Illinois.
Conti, R. S., and Hertzberg, M., “Thermal Autoignition Temperatures from the 1.2-L Furnace and Their Use in Evaluating the Explosion
Potential of Dusts, ” Industrial Dust Explosions, ASTM STP 958, Kenneth L. Cashdollar and Martin Hertzberg, Eds., American Society for Testing and Materials, Philadelphia, 1987.
Dahl, L. A., New Study on Reactions in Burning Cement Raw Materials, RX059, Portland Cement Association, Skokie, Illinois, 1956, 25 pages.
Dobson, Paul H., “Preventing Damage to Electrostatic Precipitators,” Rock Products, March 1974.
Gaulitz, R.; Schwiete, H. E.; and Tiklen, A. Tin, Zement Kalk Gips, Vol. 15, page 104, 1962.
Hansen, Eric R., “The Use of Carbon Monoxide and Other Gases for Process Control,” IEEE Transactions on Industry Applications, Vol IA-22, No. 2, March/April, 1986.
Hawks, Ronald L., and Chadbourne, John F., “Modifications to Precalciner Kiln Combustion Systems to Prevent Carbon Monoxide Electrostatic Precipitator Trips,” IEEE Transactions on Industry Applications, Vol. IA-23; No. 2; March/April, 1987.
Hertzberg, M., and Cashdollar, K. L., “Introduction to Dust Explosions,” Industrial Dust Explosions, ASTM STP 958, K. L. Cashdollar and M. Hertzberg, Eds., American Society for Testing and Materials, Philadelphia, Pennsylvania, 1987.
Hertzberg, M.; Conti, R. S.; and Cashdollar, K. L., Electrical Ignition Energies and Thermal Autoignition Temperatures for Evaluating Explosion Hazards of Dusts, RI 8988, U.S. Bureau of Mines, Pittsburgh, Pennsylvania, 1985.
Inculet, Ion I.; Peter Castle, G. S.; Weckman, Elizabeth J.; Shelstad, K. A.; and Wick, Martin L., IEEE Transactions on Industry Applications, Vol. 29, No. 1, January/February, 1993.
Lea, F. M., The Chemistry of Cement and Concrete, 3rd Ed., John Wiley & Sons Inc., New York, NY, 1970.
Lea, F. M., and Parker, T. W., Paper No. 16, Building Research Technology, H.M.S.O., London, 1935.
Lea, F. M., and Parker, T. W., The Quaternary System CaO-Al2O3-SiO2-Fe2O3 in Relation to Cement Technology, Building Research Technical Paper No. 16, Garston, UK: Building Research Establishment, 1935, 52 pages.
Leonard, J. W., Editor, Coal Preparation, 4th Edition, The American Institute of Mining, Metallurgical, and Petroleum Engineers, Inc., 1979.
Miller, F. M., “Microscopy as an Aid in Evaluation of Mix Burnability and Clinker Formation,” Ciments, Betons, Platres, Chaux, No. 731, pages 212-218, April 1981.
Mullinger, Peter, “Safe Light-up and Warm-up of Rotary Kilns,” World Cement, March 1988.
Mullinger, Peter J., and Jenkins, Barrie G., “Optimising Precalciner Design and Performance,” World Cement, April 1996.
Napier, D. H., and Roopchant, D. R., “Ignition Probability of Hybrid Mixtures,” Industrial Dust Explosions, ASTM STP 958, Kenneth L. Cashdollar and Martin Hertzberg, Eds., American Society for Testing and Materials, Philadelphia, Pennsylvania, 1987.
NFPA 8503, Pulverized Fuel Systems, 1992.
Oates, J. A. H., Lime and Limestone – Chemistry and Technology, Production and Uses, Wiley-VCH, Weinheim, Germany, 1998.
Peray, K. E., The Rotary Cement Kiln, 2nd Ed. Chemical Publishing Co., Inc., New York, NY, 1986.
Perry, R. H.; Green, D. W.; and Maloney, J. O., Perry’s Chemical Engineers’ Handbook, 6th Ed., McGraw Hill, Inc., New York, NY, 1984.
Schobert, H. H., Coal, The Energy Source of the Past and Future, American Chemical Society, 1987.
Wiemann, W., “Influence of Temperature and Pressure on the Explosion Characteristics of Dust/Air and Dust/Air/Inert Gas Mixtures,” Industrial Dust Explosions, ASTM STP 958, Kenneth L. Cashdollar and Martin Hertzberg. Eds., American Society for Testing and Materials, Philadelphia, Pennsylvania, 1987.