Contents
Kiln Area Maintenance checklist
Kiln inlet seal
Finding:
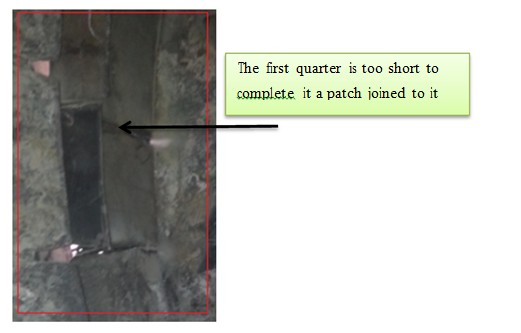
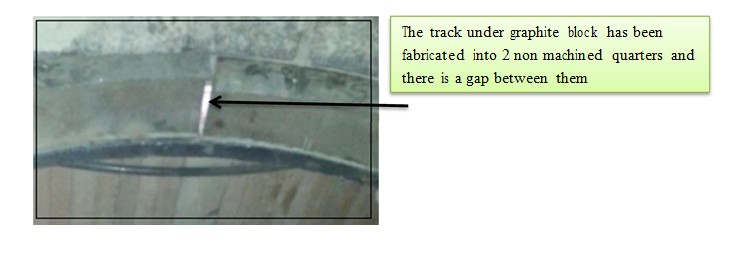
The track under the graphite block fabricated into 2 non machined quarters
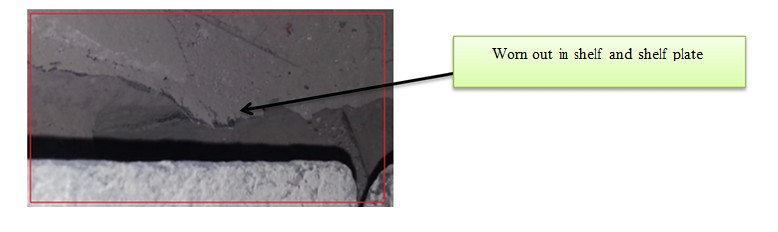
Worn out in kiln inlet cone, shovel, shelf and shelf plate.
Recommendation:
Fabricate a machined tack under the graphite block into 2 machined halves
Change kiln inlet cone, shovel, shelf and shelf plate
Outlet kiln shell
Finding:
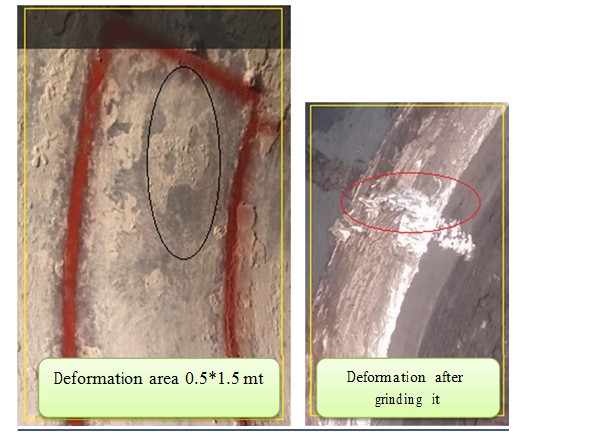
- 5. The outlet section till meter 5, need to be changed due to deformation under the nose ring and tire at outlet side
- 6. High deformation in the old jacket
- 7. Lamella seal plates have been missed its elasticity as a result of insufficient sealing at kiln outlet so energy &production capacity will be loosed
- 8. Worn out of lamella seal plates

- 9. The erected retaining ring is not matched the original design. 12 pieces chamfered at both sides and also three holes have been drilled per each part

11.High deformation under tire, outlet side, grinded by removing about 2 cm
Important Note:
Because of deformation at kiln outlet and repeated fallen down of bricks, the ring plate beside nose ring plate transferred 80 cm towards the kiln inlet and change the original design to be a castable between the nose ring plate and ring plate to avoid the deformed part and in spite of that the castable fallen down several times.
Now they will back again to the original design, that is good, but the outlet section still has a deformation so an outlet section is a mandatory to be fabricated to avoid any expected repeated damage due to fallen down of bricks again
As per original design the ring plates, six pieces, should be chamfered at castable side, straight at brick side and machined to be sure full contact with the kiln inner diameter to avoid any material attack through any expected gaps or grooves in case of none machined outside ring plate nor grinding inner diameter of kiln shell outlet section.
Recommendation:
It is recommended to prepare an outlet section complete with new jacket, ring plates and nose ring plates as per original design to avoid fallen down brick again
Action has been taken
Deformed jacket has been repaired and erected again
Percentage about 40% of the total outlet lamella seal’s quantities hasn’t been changed and it was erected again.
new quantities of lamella seal fabricated form stainless steel thick 3 mm which isn’t suitable for that application “Not have the spring steel properties”

Grate Cooler1&2
Finding:
Worn out most of grates and side plates of grate 1 and grate 2
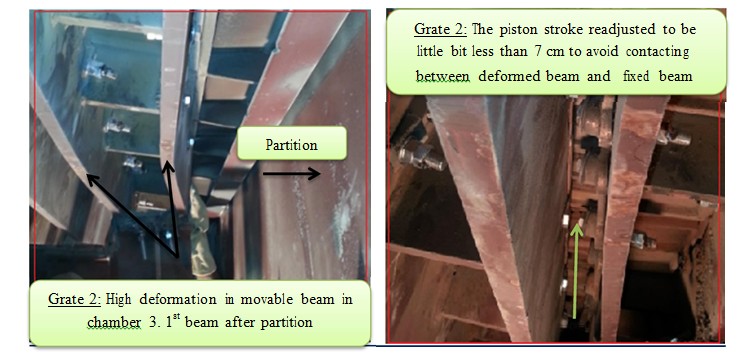
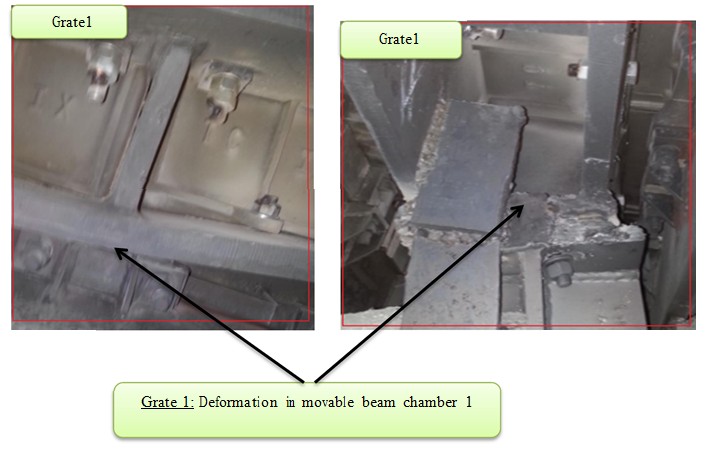
There are two deformed movable beams, one at chamber 1”grate1” and the other at chamber 3 “grate2”
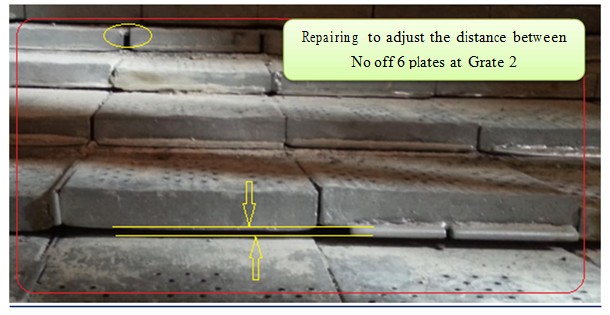
Recommendation:
Change all grates and side plates of grate 1 and grate 2
Change the deformed movable beams. No off 2, one at chamber 1 and the other at chamber 2
Action has been taken:
Worn out plates of grate 1 and 2 have been repaired by stainless steel strips
Clinker Crusher
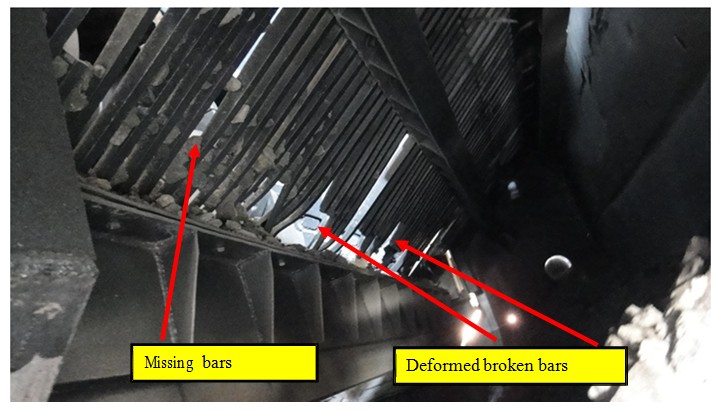
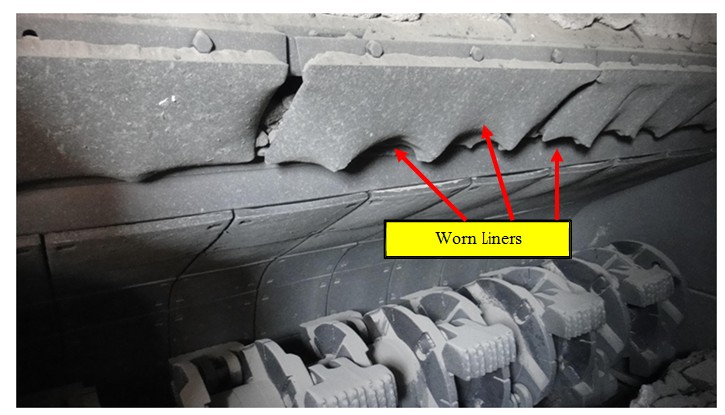
finding:
Grate basket worn & some deformed & missed
Liners worn.
No concrete under crusher
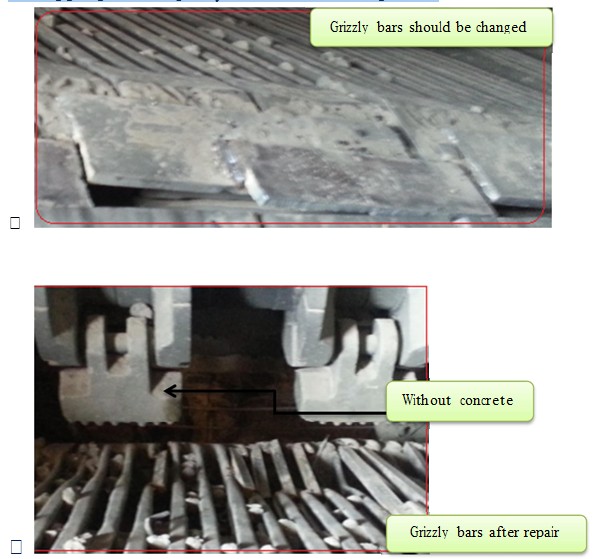
High wear in Grizzly bars
Recommendation
Replace or repair grate basket completely.
Replace or repair liners
Concrete foundation must be repaired

Action has been taken
Grizzly bars have been repaired
Upper plates of grizzly bars have been repaired
Pan conveyor
Finding:
1- The free bearing of the drive sprocket have bad grease and the clearance of it is 1mm.
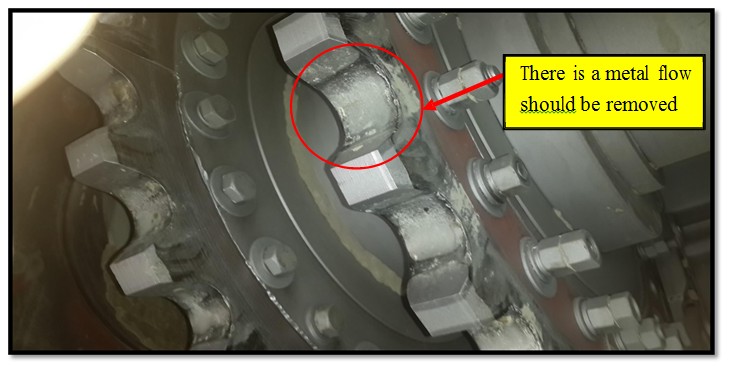
2- There is a metal flow in the drive sprocket segments.
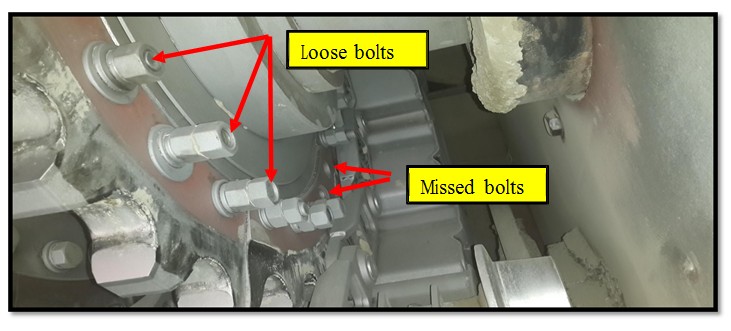
3- The bolts of the drive sprockets segments which fix it with hub is very loose and some bolts not exist.
4- The driven sprocket bearings have clearance 0.3mm and the shafts have wear, where there is 0.4 mm clearance between bearing inner race and shaft, also the bearings condition is bad.
5- The fixation bolts which connect the buckets and chain links is very loose.
6- There are some bolts connect the chain links together need to be retighten.
7- The pan conveyor rollers have defected bearings (approximately 100 rollers).
8- There are a worn out and defected rails with length 30 m.
9- The coupling elements have high wear.
Recommendation:
1- Replace the free bearing for the drive sprocket due to high clearance.
2- Remove the metal flow in the drive sprockets segments.
3- Erect the missed bolts and re-tightens the loose bolts for the drive sprocket and it’s recommended to erect counter nuts for this bolts.
4- Replace the bearings of the driven sprockets and replace the broken housing.
5- Repair the shaft of the driven sprocket due worn out, where there is a clearance between the bearing inner race and shaft (0.4 mm).
6- Replace all loose fixation bolts which connect the buckets and chain links together.
7- Check the rails alignment.
8- Re-tight the bolts which connect the links together due to looseness.
9- Replace bearings of 100 roller, and check their shafts if they need replace.
10- Replace the worn out, deformed and defected pan conveyor rails.
11- Replace the coupling element due to high wear and replace its rings keepers.
Action has been taken
1- The worn out, deformed and defected rails have been replace with length
30m approximately.
2- About 200 buckets have been replaced with its bolts.
3- About 9 rollers have been changed
4- Loosen bolts have been performed
1-Main Burner
Main burner hoses
Finding:
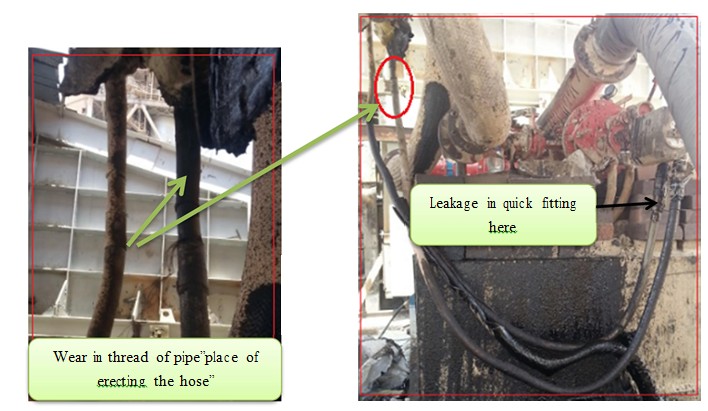
There is a high leakage due to worn out in pipe’s thread inlet to the main burner and also worn out in hose end
Very low leakage in quick fitting
Recommendation:
Change the deformed hose
Prepare a set of hoses as spare
Prepare a quick fitting as a spare
Action has been taken:
Thread pipe connection 10 cm length has been welded at the pipe inlet to the main burner as a male thread and the hose has been assembled to it
2-Grate cooler
Cooler grate 1&2
Finding:
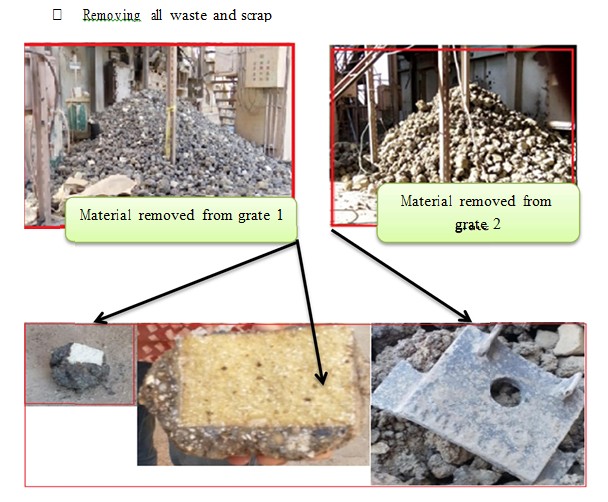
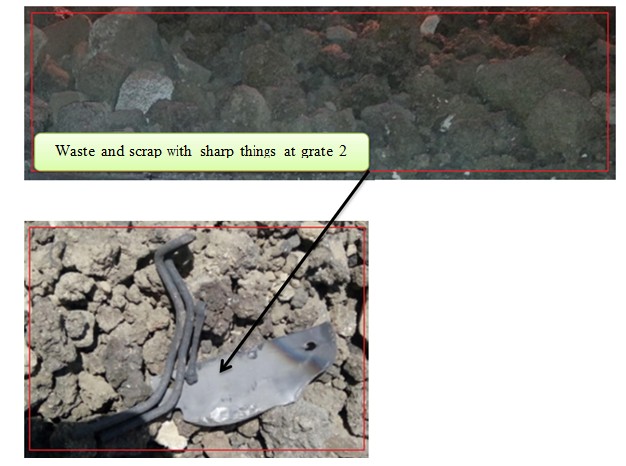
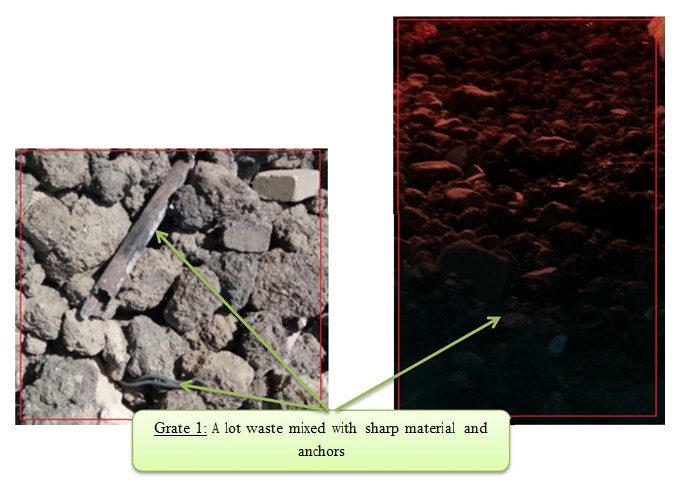
The disposing of scrap material is done by turning the kiln and thrown it away through the cooler plates, crusher and collecting it from pan conveyor. That may damage the cooler gate plates, crusher, pan conveyor and also affecting the hydraulic circuit operation
Disposing of scrap has been performed due to heating up, as a result of that one of the waste components which is AL2O3-80% bricks chemically interact with spinal bricks “basic refractories are located at meter 37” ,so that partial corrosion in spinal bricks and fallen down sticky material upon cooler plates has been occurred
There is a contact between deformed movable beam, chamber 3 grate2&chamber1 grate 1 and fixed beam When the two grates 1&2 have been put into operation
Two movable plates have been stucked in grate 2
Repeated stop of grate 1 or grate 2 or both of them at grate cooler’s loading specially in return stroke
Important note:
Cold run for grate 2 has been performed for five hours before heating up and all bolts have been retighten. All hydraulic parameters are in normal condition
Cold run for grate 1 has been performed for four hours before heating up and all bolts have been retighten. All hydraulic parameters are in normal condition
Both grates 1&2 have been put in to operation for 3 hours during heating up before kiln feeding.
All hydraulic parameters are in normal condition
Recommendation:
It is recommended to dispose of scrap through a dust chute beside the handrail and discarding the waste through trucks to open yard.
Change both deformed movable beams and replace the two movable stucked plates
All hydraulic circuit components should be checked and reviewed
Action has been taken:
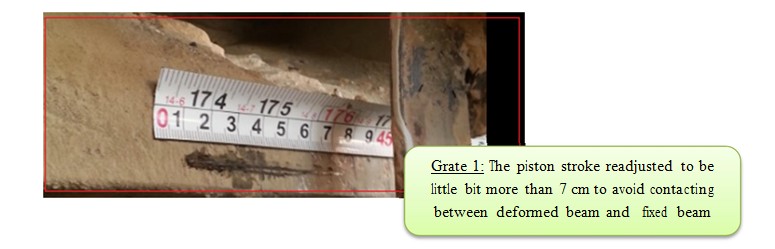
The stroke of the grate 2’s piston, chamber 3, has been readjusted again to be little bit less than 7 cm to avoid the contact between the movable beam and the next fixed beam. Also the same for chamber 1 grate 1 but the stroke has been readjusted to be little bit more than 7 cm
The cooler plates and two movable beams have been repaired

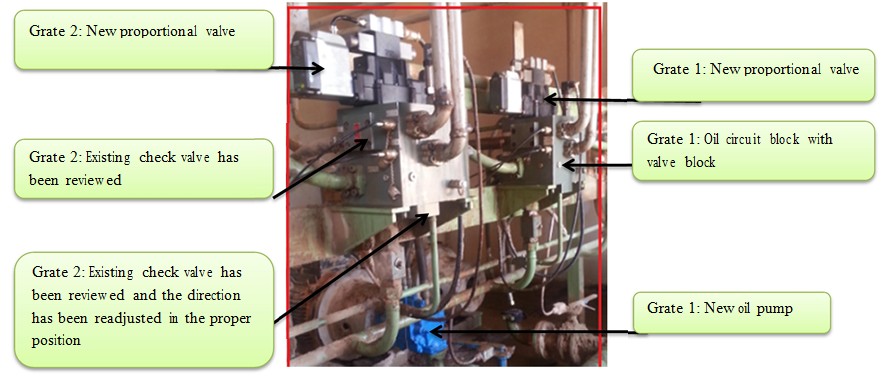
All hydraulic circuit has been reviewed. For grate 1, two return valves have been reviewed. Proportional valve, oil circuit block with valve block and pump has been replaced. For grate 2, proportional valve has been changed and also readjusting the two
check valves direction in proper position
Proposal for housekeeping the waste and scrap of overhaul inside the kiln:
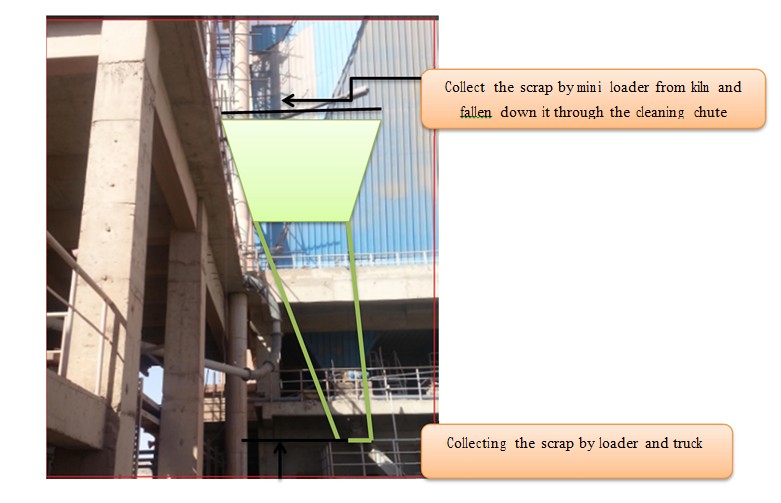
Short run proposal: fabrication a chute in the first floor in front of the kiln door beside the handrail. Remove the waste and scrap from inside kiln by a mini loader, thrown away through that chute, collecting it from the ground and discarding the waste through trucks to open yard
Long run proposal: In addition to the short run proposal, a manhole should be fabricated in the
kiln section in case if there is any necessity to change that kiln section
if you have any inquiry about the Kiln Maintenance please don’t hesitate to contact us
Email : project20062015@gmail.com
well done
thank you Mark