Contents
Everything you need to know about Future Trends In Cement Manufacturing
[wpecpp name=”package” price=”75″ align=”center”]
by Mark S. Terry*
One of the most effective means of predicting future events or activities associated with a specific political, social or technological aspect is to assess the past history of these same aspects since the review of the past reveals both the magnitude and frequency of change. However, a deeper historical assessment is required to uncover the drivers of this change. These drivers are directly connected with our world. These are the indicators of political, economic and social influences of a specific time. Therefore, an excellent starting point for predicting the future is to review the past and determine what were the drivers for change.
THE DRIVERS OF CHANGE
If we look at the past twenty years of cement manufacture, we see the advent of today’s standard cement plant: cyclone preheater systems with precalciner technology, three-support rotary kilns, tertiary air ducts, reciprocating grate coolers (a Polytrack cooler is shown in Figure 10.1.1), indirect firing systems, roller mills for raw and coal grinding, and ball mills for cement grinding. These systems were augmented by the onset of developments like high efficiency classification, high pressure grinding roll technology and 5 or 6 stage preheaters. Fuel systems were further developed to allow producers to utilize those fuels most readily available in their markets leading to experimenta-tion with alternative fuels. Quality control and automation started an escalating cycle of plant system improvement, which was further fueled by the information technology boom. An ever-increasing environmental awareness prompted development and diversification in dust collection technology such that electrostatic precipitators, baghouses, multiclones and gravel bed filters were mixed and matched in facilities all over the world. Secondary abatement technology became a new consideration for SOx emissions and gradually spread to include NOx,CO, and VOCs.

Figure 10.1.1. Polytrack cooler cooling and conveying system.
All in all, neither the magnitude nor the frequency of change in the industry seemed overly dramatic. Instead, we experienced, the acceptance of a standard and steady experimentation with enhancement technologies, products and techniques to refine that same standard. Although reliant upon numerous political and economic factors, the primary drivers for this change in the cement industry are readily apparent. They serve also as the drivers for current and future developments as well and may be reasonably consolidated into a set of five:
1. Reduction in operating cost
2. Increased reliability and ease of maintenance
3. Decrease in environmental impact
4. Market specific product quality
5. Reduction in investment cost
All other influencing factors for change may be ordered to one or more of these principal drivers. These drivers are applied collectively, that is to say as a set, since they overlap and combine as the influence or “drive” a specific area of focus.
THE FUTURE – AREAS OF FOCUS
Nothing substantiates the validity of our set of principal drivers like reality – reality as exemplified in the most recent retooling boom in the US cement industry. Although the wave of this boom has crested, in its wake we see the impact of our drivers and the momentum they carry for future change.
The reduction of operating cost still holds tremendous potential for the future. Outside factors continually fuel developments in this area. Of the three factors that immediately come to mind are:
• Electrical energy cost and availability
• Fuel cost and availability
• Raw material cost
Certainly the last two have the greatest potential for future development. Alternative fuel and raw material programs are already well established with many cement manufacturers and as such, deserves a more detailed discussion as a future area of focus.
Overlapping somewhat with these measures to reduce operating cost, are measures to increase reli-ability and reduce maintenance requirements and time. While certainly the quality and quantity of qualified labor enters into this equation, a more tangible and less controversial variable is embraced in equipment opportunities. From on-line monitoring to gearless kiln advancements, the future will still rely on developments in equipment designs to augment and/or replace existing systems. No prediction of the future would be complete without a glimpse of new machinery and techniques.
Of course with this new equipment, one has to consider the ever-growing environmental concerns of our industry, which would, by design, dovetail into the on-going measures to reduce overall emissions and waste from our facilities. The responsibility for reducing the environmental impact of manufacturing cement rests squarely on the shoulders of our industry’s leading producers and systems engineers. This area of focus will come into the limelight even more in the future and soci-ety will not be disappointed. It will marry industries, EPA initiatives and the previous areas of focus as a governing objective.
In concert with the focus on environmental impact is product quality; not only quality control of the product, but also the quality control of the various materials leading to the product. In addition, there are a number of new products and production techniques that must also find mention in this area of focus.
Last but certainly not least, is the focus area of economics – specifically the economic investment formulae that enable the realization of all developments. This focus area serves to balance capital with science to create engineering. Geographical location, market-specifics and global economics, as well as local demographics and infrastructure, are blended to predict the probability of change implementation and thus the frequency of change – or pace of development.
The following sections will expand upon each of these future areas of focus and provide an insightful and thought provocative look into the future of cement manufacturing.
ALTERNATIVE FUELS AND RAW MATERIALS
While this focus area is fundamentally driven by measures to reduce operating cost, it also fits nicely into any discussion regarding environmental impact. One can immediately think of numer-ous potentially positive and/or negative impacts on our environment associated with both alternative fuels and alternative raw materials (AFR). Consequently, we will touch on various environ-mental considerations as we focus on the role of AFR and the future of cement manufacturing.
Typically, the operating cost of a cement plant may be divided into variable and fixed costs; with the variable costs of raw materials, power and fuel comprising between 50 and 66% of the total. In fact, it is not uncommon to see that the raw material and fuel costs comprise as much as 50% of the total operating cost of a “modern day” cement plant. Thus, it follows logically that it would make good business sense to reduce this cost by finding cheaper sources.
At the same time, other industries are generating waste streams with which they must contend. Foundry sand, organic solvents, used tires, contaminated earth, and blast furnace slag are just a few that come to mind. The cement industry has a proven track record of being well adapted to absorbing and utilizing these waste products in the production of cement. The problems in the past have been chiefly with the environmental concerns associated with the transport to the facili-ties as well as the consequences of their implementation in the cement process. Additionally, cement producers still must contend with other operational issues and product quality questions connected with the use of AFR.
Gasification Technology
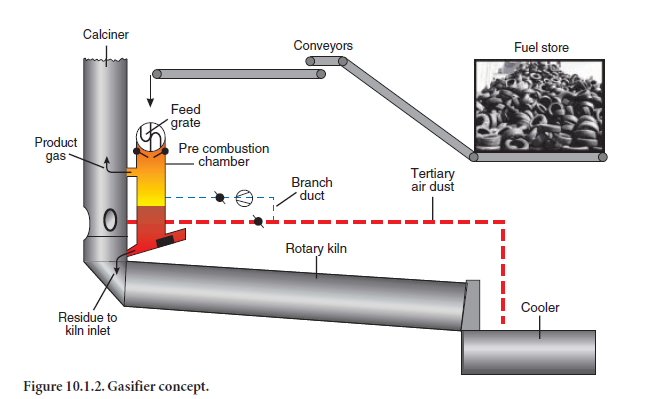
For a clear view of the future of AFR, we should look at Europe as a model. Due to their high population density and limited landmass, the industrious Europeans clearly lead the way in recy-cling and repurposing waste streams from source to secondary use. Throughout the past twenty years they have cultivated an understanding between industry, society and the environmental agencies to foster new initiatives and incentives for industries to work together to reduce and/or eliminate waste. The latest example of such an initiative is gasification technology. While gasification technologies have been commercially used for more than 40 years, the first industrial scale gasifier attached to a precalciner system was successfully commissioned just two years ago in Switzerland. Modern gasification systems are designed to convert carbon-containing materials into a synthetic gas product, which finds use in power generation or as a fuel for other processes. This technology is just now coming of age in the cement industry and shows tremendous promise for the future. The concept for applying gasification technology is illustrated in Figure 10.1.2.
Gasification and Alternative Fuels
At present, the vast majority of experience on gasification technology has been gained through the use of tires as the secondary fuel to the gasifying system.
Tire derived-fuel. Tires are already in widespread use in the cement industry, are considered non-hazardous, offer an interesting financial incentive to the cement producer and are still readily available to most plants. The key advantages for the gasifier system are that the tires may be fed to the reactor whole, i.e. without shredding; and the quantity of tires used as a replacement fuel may be up to 40% of the overall fuel requirement. Before the advent of the gasifying reactor, or gasifier, whole tire feeding to modern day precalciner kilns was typically limited to 5-10% fuel replacement with limited references in the higher ranges. Above that feed rate, process disturbances, in the form of more frequent build-ups and blockages, increase dramatically. To otherwise increase the fuel replacement with tire-derived fuel (TDF), the tires had to be cut into small enough pieces to feed them into the calciner or blow them into the kiln. The size reduction of tires and the subsequent handling of the TDF, considering the amount of reinforcing wire present in tires, is a tricky as well as expensive undertaking.
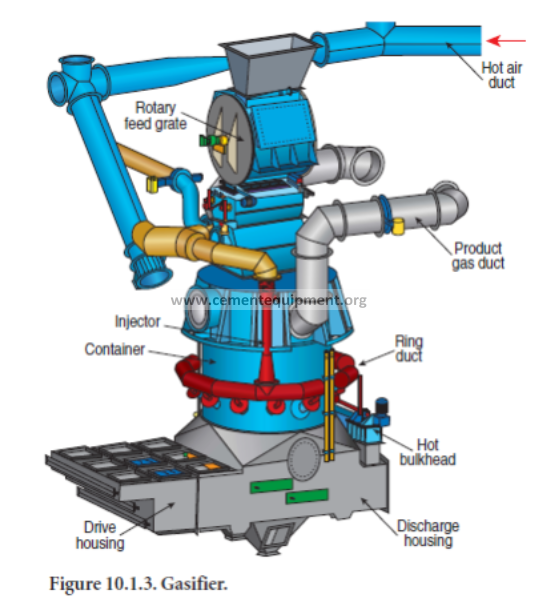
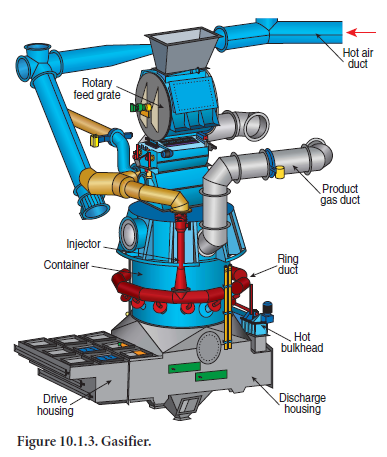
Through gasification, all these issues are circumvented. The concept appears relatively straightforward. The tires are taken from storage via a conveying system and metered into the gasifier (Figure 10.1.3) through a special feeder/airlock. A specific amount of tertiary air is diverted before the calciner into a bypass duct and injected into the reactor vessel. Inside the reactor, the tires are decomposed under reducing conditions, into product gas, wire and residual coke. The product gas leaves the gasifier via the prod-uct gas duct and is combusted in the calciner. The solids are transported out of the reactor via a discharge system. The heavier (wire) compo-nents fall through to the kiln inletwhere they are fused and eventually incorporated into the clinker as they pass through the kiln. The lighter coke particles are entrained in the gas stream and flow into the calciner where they burn out together with the product gas.
Secondary fuels. Although the gasifier had its first success with tires, it will be designed for a broad range of secondary fuels that are available in lump form. Depending on local availability and economics, it is technically feasible to utilize a variety of potential sources such as carpet scraps, vinyl upholstery, industrial rubber waste, or plastic car parts. It is also conceivable that a similar system could be designed to supply synthetic gas to the main burner.
Gasification technology is also one of the first and best examples of a new relationship between the US cement industry and the Environmental Protection Agency. In such a relationship, the objec-tives of the EPA would be aligned with industry so that the prudent and responsible disposal of various wastes would be both mutually supported and mutually beneficial. In fact, as of February 2002, the EPA proposed to conditionally exclude from RCRA’s definition of solid waste, hazardous secondary materials that are processed in gasification systems, which are used to produce synthetic gas for fuel in either power generation or other chemical manufacturing process. This opens the door for systems to convert materials such as hazardous oil bearing secondary materials from the refining industry, municipal sewage sludge, hydrocarbon contaminated soils and chlorinated hydrocarbon by-products – all of which have already been used successfully in gasification opera-tions. The challenge of the future is to further develop those systems and adapt them to the cement manufacturing process. This is especially encouraging since many of these materials already have acceptance within the cement industry.
Municipal sewage sludge. Several facilities worldwide have programs processing municipal sewage sludge and contaminated soils. Such programs can only expand in the future. As the need to deal with these materials grows, so does the economic attractiveness associated with finding a method to incorporate them into the cement process. With EPA acceptance, financial incentives will lead to increased utilization, and as the experience base grows, it will foster a widespread understanding, thus disarming public fears. This cycle, if successfully repeated often enough, builds credibility and associates a specific reputation with the cement industry as being a responsi-ble source for waste management.
Secondary Raw Materials and Fuels
A new middle industry has sprung up in Germany to manage and broker various waste streams from numerous industrial sources to other industries as fuel and raw materials. We see the same emerging in the US. Foundry sand, blast furnace slag, fly ash and petroleum coke were all once considered secondary materials. Currently, bulk materials distributors to cement plants and ready-mix operations commonly handle these materials. Potentially, the future will exploit fiber capture materials rich in Al2O3 from the paper industry, or by-products from the aluminum industry like Staurolite.
Additionally, solvent fuels will be readily available and blended with strict specifications on water content, heating value and viscosity, making 100% solvent fuel firing at the kiln’s main burner commonplace. Considering the local geographic constraints, new plants will be designed from the outset with these fuels and materials in mind. This, of course, is dependent upon the availability of local waste streams to provide financial offsets and incentives which eliminate fuel and raw mate-rial costs and reduce emissions at the same time. The possibilities are endless and point to a very promising future for the cement industry.
EQUIPMENT OPPORTUNITIES
Of course there is nothing quite like a new process change or secondary material application to spawn new developments in system and equipment technology. Similarly, ever increasing environ-mental constraints can launch not only new equipment ideas but also entirely new industries. However, more often than not, advancements in equipment technology progress are gradual and generally driven by basic production issues like increased efficiency or even the fundamental, ever present concerns of reliability and maintenance.
Referring back to our cost model, we typically see electrical power comprising some 25 to 33% of a US plant’s variable cost, which represents 10 to 20% of their total operating cost. Depending on any number of factors, the cost attributable to maintenance in modern day plants is anywhere between 10 and almost 50% of the total operating cost. And while “reliability” is not specifically listed as a line item on most plants operating cost budget, it reveals itself implicitly in the mainte-nance, labor, power, and energy cost figures. Although less quantifiable, the role of system reliabil-ity is powerful and its influence permeates throughout all areas of cement manufacturing.
The cement industry’s engineers have developed a superb network of communication with equip-ment manufacturers that facilitates the exchange of problems, ideas and experiences often matching them with partial solutions, quick fixes, failures and successes that address almost every operating issue present today. This phenomenon will certainly flourish in the next twenty years. As a result of this information exchange, various and sundry equipment improvements have emerged and show the way of the future.
Comminution Equipment
Materials technology, for example, is finding resurgence in the cement industry. Driven by ever increasing raw material abrasivity, new composite materials are emerging with 4 to 5 times the wear life of conventional materials. In roller mills, where a blend of ductility and hardness is essential for grinding tools, the new materials are combined with a thorough understanding of the mechanical comminution process to yield a revolutionary wear solution that is tailored to the operating/maintenance outage plan for the plant. Many facilities in the US already combat severe wear problems in their roller mills due to the coarse crystalline or even amorphous silica present in some form in their mix. Coastal areas frequently experience sand inclusions in their soft limestone deposits or clay. Desert areas “enjoy” seams of quartz throughout their quarry or find nodules of chert in their “natural cement” deposit. With increasing quarry age, these less desirable deposit areas or stone stockpiles will find their way into regular production. Likewise, as new alternative raw materials like Staurolite, a by-product of aluminum production, are used as an alumina source, wear rates will soar (quartz is the softest of the abrasive minerals in Staurolite).
Extended Wear-Life Rollers
A European company has successfully developed two new revolutionary concepts for extending the wear life of roller mill grinding tools that set the pace for the future.
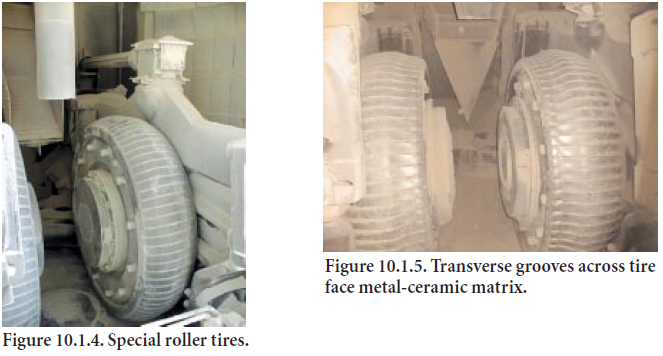
Double cast rollers. The first product is actually a double casting concept for roller tires whereby high chromium alloy inserts or bars are incorporated into a ductile iron base (Figure 10.1.4.). The resulting tire combines excellent wear resistance with the ability to handle high mechanical stress. Futhermore, the wear pattern of the roller tire mirrors the hardness difference of the two metals so that the raw material wears the ductile iron between the high chromium inserts first, creating grooves across the face of the tire (Figure 10.1.5.). These transverse grooves develop around the complete circumference of the tire and act like tire tracks, this effect reduces the slippage of the tire on the rotating grinding table and serves to enhance the draw-in characteristics of the tire/table geometry.
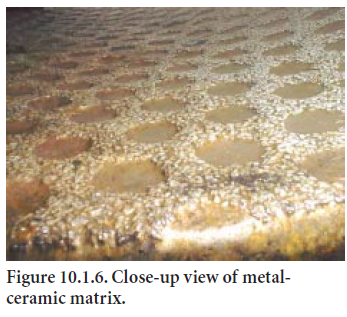
Metal matrix composite. The second material concept may be applied to either roller, tires, tire segments, table liners or even incorporated into the aforementioned double cast tires. The resultant material is a true metal matrix composite in which a high chromium alloy is reinforced with ceramic particles. (Figure 10.1.6.). This layer of ceramic particles is evenly distributed over the surface via a special honeycomb design and extends into the alloy body to various depths. This material, mixed and matched as tires or table liners, offers tremendous potential and enables roller mill designers to tailor the design of the wear parts to the wear pattern unique to their mill design and specifically to the material being ground. This will allow plant operators to select wear materials that will last exactly the length of one operating campaign – or exact multiples thereof – so that the exchange of worn parts may be incorporated into scheduled maintenance downtimes, thus ensuring that only completely worn out parts are exchanged. Such planning will be computerized and commonplace in the future in an on-going effort to increase reliability by reducing those maintenance requirements not synchronized with market-determined production schedules.
The Rotary Kiln
Nowhere in the cement manufacturing process is an unscheduled maintenance outage more painful than at the heart of the system: The rotary kiln. The future will embrace a new standard with the rotary kiln and see it as a system unto itself. The new standard will reflect changing times and a changed emphasis: one that results from bitter experience gained through battle with the old standard. The new kiln standard will have to encompass both mechanical and process issues in order to meet the objectives of decreased maintenance with increased reliability. Since precalciner preheaters and separate clinker coolers will continue, in one form or another, as the two ends of the standard pyroprocessing system, a general acceptance of a two-support kiln system will gradu-ally replace the three support option. In doing so we gain a statically determined system which is much more forgiving and / or manageable in terms of station load variability and thermal defor-mation of the shell. The trick with the two-support kiln is increasing the length to diameter ratio beyond 10 or 12 to 1.
Refractory lining. Refractory life will continue to be of concern in the future and while refrac-tory materials will most certainly improve in quality, the focus on preserving or extending service life will prevail. Thus, efforts to decrease mechanical stress imposed upon the refractory lining by ensuring low shell ovality will retain their value.
Kiln drive systems. Issues with conventional kiln drive systems, however, will force the change of the standard. Economic sources of hhigh quality open gear sets in the size range required for future rotary kilns are on the decline. Environmental scrutiny and new regulations will further impact the cost and quality of good lubricants. The dependence upon a reliable lubrication system has never been particularly popular with plant maintenance personnel. As well, this is coupled with the overwhelming number of parts and sub systems required in conventional drive systems (gearboxes, couplings, shaft extensions, bearings, brakes, backstops, auxiliary systems), the conven-tional drive is ripe for replacement. The friction drive is the logical choice for the future. Once we start to piece these individual criterions into a system specification, we eventually come to the standard for the future. The first few examples of such rotary kiln designs have been in operation since 1995 (Figure 10.1.7) and the second-generation designs are just now coming onto the market.

Figure 10.1.7. POLRO kiln.
The future standard rotary kiln for cement processing will combine the following features or sub-assemblies together into a single design solution:
1. Two roller station support
2 Flexibility in L/D ratio up to 15
3. Splined or fixed tires
4. Friction drive with one or two drive rollers
With just two roller stations, the kiln remains statically determined, meaning that there is no increase in founda-tion loads if the kiln is thermally deformed or the foundations settle. The mechanical design to allow L/D ratios up to 15 with just two supports is key for the process flexibility, especially in the future as alternative fuels and raw materials gain more acceptance. The self-aligning support roller was specifically designed for the two-support kiln to compensate for the high elasticity of the kiln shell, which may be exacerbated at the higher L/D ratios. They ensure full-face contact of tire with tion loads if the kiln is thermally deformed or the foundations settle. The mechanical design to allow L/D ratios up to 15 with just two supports is key for the process flexibility, especially in the future as alternative fuels and raw materials gain more acceptance. The self-aligning support roller was specifically designed for the two-support kiln to compensate for the high elasticity of the kiln shell, which may be exacerbated at the higher L/D ratios. They ensure full-face contact of tire with the roller at all times. Combine this feature with the splined
tire and we have the perfect set up for a friction drive. One or both rollers may be driven which then transmits torque to the kiln via the tire fixing system (Figure 10.1.8). Besides acting like a girth gear with the teeth on the inside, the splined tire maintains a constantly low shell ovality which prolongs refractory life. It also allows high temperature differentials (up to 360°C) between the shell and tire so that coating fluctuations or rapid start up will not allow the tire to constrict the shell. With all these features consolidated into one system the rotary kiln standard of the future will operate with a higher degree of reliability and require substantially less maintenance.
Figure 10.1.8. Splined tire design.
Clinker coolers. The same motivation will change clinker cooler technology. Figure 10.1.1 has already shown the clinker cooler of the future. New cooler technology will separate the functions of conveying from cooling. Autogeneous wear protection will characterize grate plates or “aeration elements,” (Figure 10.1.9), which will of course have no fall through or riddlings; thus eliminating the need for drag chains or other riddlings conveyors. Without the riddlings transport, the building height of future coolers will be radically reduced permitting coolers with intermediate roll crushers to be built (or retrofitted) into the same building height requirement as we see with our current coolers. The intermediate roll crusher will ensure a lower clinker outlet temperature, making clinker transport systems less expensive.
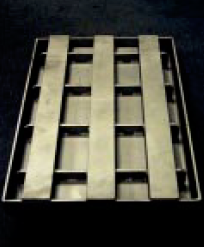
Figure 10.1.9. Aeration element.
The wear parts in future coolers (Figure 10.1.10), which are normally quite extensive, will be substantially reduced and cooler maintenance in general will decrease. Compared with today’s cooler technology, clinker coolers in the future will be simpler to operate, easier to maintain, and demonstrate a dramatically increased reliability.

Figure 10.1.10. Conveying elements.
OVERALL ENVIRONMENTAL IMPACT
Armed with ingenious new equipment and system designs and exploiting a variety of alternative fuels and raw materials, the cement industry’s future is bright. Nonetheless, environmental issues could cast the first few clouds on the horizon. However, if managed cleverly, those same environ-mental issues could be the catalysts that will take the cement industry to even greater heights.
Teaming-Up with Regulatory Agencies
During the next twenty years, the cement industry will align their objectives with the regulatory agencies’ objectives to continue to support conservation and also prosper at the same time. It will become commonplace for cement manufacturers to find ways to process more alternative raw materials and fire more diverse secondary fuels while offering further emissions reduction to the regulatory agencies. In fact, those will be the regulatory discussions of the future. The agencies will approach the cement producers to help them deal with their sewage sludge or tire mountains and the cement producers will offer emissions reductions through new secondary abatement technology in exchange for permission to burn new waste materials or exploit new alternative raw materi-als. The beginning of this future trend has already started in Europe where cement producers and the regulatory agencies frequently team together to address the disposal needs of the area, connect them with responsible abatement technology, and orchestrate a mutually beneficial solution for both parties.
The activated coke filter installed at the Siggenthal plant outside of Zurich, Switzerland was researched and funded through such a cooperative venture. The city of Zurich needed a practical long term means to handle its sewage sludge and found a partner in the local cement producer to work with them to handle it and other waste. The cement producer teamed up with a reputable engineering firm who researched and developed the appropriate abatement technology to handle the plethora of potential pollutants that would result from the use of the sludge and other waste at the facility. A conglomerate of environmental special interest groups and the government in Zurich funded the program. Out of this immense exercise, came the Polvitec®, the first tail pipe filter of its kind in the cement industry, as well as one of the first SNCR (selective non catalytic reduction) control circuits for NOx.Ultimately, the city of Zurich and the surrounding area secured long-term support enabling them to repurpose their waste into a valuable energy resource. Similar activities are starting here in the U.S. For example, several states offer financial incentives to indus-try in the pursuit of intelligent solutions for the overwhelming automobile tire disposal problem.
Local Environmental Issues
The cement industry is well prepared to proactively deal with the environmental challenges of the future. In addition to being perfectly suited to support local agencies in finding solutions to handle any number of hazardous or non-hazardous wastes as fuels, raw materials or additives, our indus-try specific abatement technology is well developed and diverse. Multi-staged combustion (MSC) for NOx controls is now state-of-the-art; but we are on the brink of new breakthrough enhance-ments, which will prevent the CO increase normally associated with MSC. Furthermore, initial testing has shown great promise in combining SNCR with MSC. New projects are already in the permitting phase to allow conditional testing of SNCR systems with MSC calciners. These programs will accelerate our base knowledge by first permitting the facility to start up at an accept-able base emission level and then determining what practical levels can be realistically achieved once the plant is fully operational. This enables progress to advance while still allowing for the eventual unknown phenomena like secondary plume formation, which is not well understood and can result under certain circumstances.
Abatement of NOx, SOx, CO, and VOCs
The very nature of abatement technology will mature in the future. Systems like the aforemen-tioned gasifier will prosper which will permit both the processing of solid waste material while simultaneously reducing emissions. We will refine our firing systems and our understanding of liquid waste fuels to the point that the residual water content of the solvent fuel is controlled to provide the optimum cooling in the flame thereby reducing thermal NOx formation. By doing so, we will dispose of hazardous waste streams from other industries, recover valuable energy for our own process and reduce our overall emissions at the same time. This theme will dominate cement manufacturing in the next 20 years.
Likewise, we will see a refinement for SOx abatement. Scrubbers may develop to provide synthetic gypsum in some facilities; but “scrubbers” themselves will evolve. We will see a broad band of “scrubber” products ranging from dry, micro fine, lime injection, to simpler flue gas desulpherization spray systems that combine with conditioning tower technology. Since high SOx emissions are raw material specific, expect these products to have less market drive than those for CO and NOx. Similarly, secondary abatement systems for VOC will find a market only in limited facilities; however, these systems will possibly address CO separately as well, and as such, may find growth by virtue of their ability to reduce both pollutants.
CO2 Abatement
Once we have a fairly good grip on NOx,CO,SOx, and VOC emissions, expect resurgence in CO2 abatement ideas. Since carbon dioxide is the major by-product of both CaCO3 calcination and fuel combustion in clinker production, it is merely a matter of time until the cement industry comes under some real pressure to address this emission issue. As early as 1969, researchers began to investigate the effects of CO2 on the hardening of cement products. The results of this research showed that CO2 has a significant potential for enhancing the hardening of cement products both in terms of setting time and strength development. In fact, additional studies revealed evidence that CO2 may activate “hydraulic” properties of some silicate compounds (e.g. gamma-dicalcium silicate) normally considered as non-hydraulic. More recently, researchers at the Arizona National Laboratory investigated the CO2 enhanced curing of cement using CO2 at normal atmospheric pressure. Through such a process, it has been estimated that some 80% of the CO2,originally released from the calcination process during the manufacture of the clinker, could be reabsorbed by its sub-sequential concrete products. Further developments and wide spread acceptance would make this process an effective CO2 sink without the need for secondary abatement.
Many cement producers have already taken a very proactive step to directly reduce the amount of CO2 produced per ton of cement by as much as 50%. This initiative overlaps somewhat into our next focus area regarding future products, but belongs first to the discussion on environmental impact. It is the manufacture, development, and promotion of blended cements. The production of blended cements results in not only reduced CO2 release from the calcination process per unit weight of cement produced, but also reduced fuel consumption and its associated CO2 generation. A similar dilution effect holds true for all emissions, whereby, the volume of NOx ,SOx,CO, and VOC’s per unit weight of cement produced is proportionally reduced. This effect is much more dramatic with CO2 given its double impact in the clinker manufacturing process through both calcination and combustion reactions. This means we can realize a 1% reduction in CO2,by mass, emitted for each 1% replacement of cement by pozzolan for example. However, cements with high dosages of certain alternative cementitious materials can often be used only for limited applica-tions due to durability or other concerns.
These industry initiatives, in conjunction with innovative uses of CO2, not only opens prospects for the future development of new cementitious materials, but will also serve to reduce the amount of CO2 otherwise released into the atmosphere.
PRODUCTION AND PRODUCT QUALITY
The future holds great potential for the development of new cementitious products since the driv-ers of change directly influence these products.
Blended Cements
Blended cements are as much a part of the future of the cement industry as secondary fuels or computer automation. Although they have been used extensively in Europe, Asia and South America, blended cements have traditionally suffered a perceived disadvantage in the North American market place. This is generally due to the fact that the early strengths of such products can be lower, particularly in portland – pozzolan cements. Other new pozzolanic materials such as calcined kaolin (metakaolin) and custom manufactured “supplementary cementitious materials” (SCMs) also show promise in answering the strength objection.
In the case of ground granulated blast furnace slag (GGBFS), however, its use entails a less dramatic early strength decrease and is currently improving its acceptance in the North American market. This is in no small part due to the overall quality of slag cement, which, in many respects, improves the overall quality of portland cement.In comparison to OPC, an independent study concluded that the addition of slag (up to 50%) to portland cement led to:
• Slightly lower water demand
• Lower early strength but better final strength
• Refinement of the pore structure of the cement product and lower permeability
• Substantially lower heat of hydration
• Better resistance against sulfates (per ASTM C 1012) and alkali- aggregate reaction
Suffice it to say that slag cements will increase in acceptance and utilization in the future, and furthermore, will lead the way as well as set the standard for the development of the blended cement market in North America.
As interesting as the product itself is the current diversity in production methods of slag cement. Over the past 10-12 years, slag-grinding facilities have sprung up all over the U.S. We see ball mills in classic closed circuit. We have high pressure grinding roll circuits, combi-grinding circuits exploiting HPGR’s intertwined with ball mills, and most recently roller mills. This variety of production tech-niques impacts the future of cement products, product quality, quality control, and manufacturing techniques. Since slag cements are typically ground quite fine (depending on the reactivity of the slag), roller mill circuits were previously passed over for HPGR and/or ball mill circuits.
Roller mill technology is now well proven for product fineness in excess of 6000 cm2/g Blaine and greatly simplifies the circuit. Roller mill circuits combine the drying, grinding and classifying operations into one piece of equipment with a substantial operating cost improvement compared with ball mills. Given that blended cements appear to be the future, this opens the door for roller mills as finish grinding systems in future OPC production as well. This is, in fact, the current trend for the immediate future. For the production of blended cements where some drying of supplemental additive is required, or in instances where facilities produce their own “synthetic gypsum” via some FGD system, roller mills are ideal. Intelligent process engineering combined with a clever plant layout, for example, could eliminate the cooler vent emission point and increase the overall effi-ciency of the plant at the same time. The future will see a trend of engineering solutions that simultaneously address issues of product quality, operational flexibility, environmental concerns and production efficiency.
Automation and Control
The ball mill circuit for GGBFS reveals another hidden trend for the future. Automation and artifi-cial intelligence are poised to make a tremendous impact on the future of our industry. The direct effect of automation on product quality is clear.New automated laboratories, both centralized and de-centralized, are finding their way into almost every facility. Ball mill circuits for GGBFS provide excellent proving grounds and test facilities to cultivate these technologies. Since ball mill circuits are relatively simple and well understood and the production of GGBFS is mainly a matter of fine-ness and drying, remote monitoring and control of such systems is more than feasible with today’s technology. Its simple circuit and finite operating parameters lend themselves perfectly for AI or some sort of neural network control logic. De-centralized on line sampling systems like laser granu-lometers can monitor product quality, and bit by bit, new systems can be added to totally automate the process as well as the quality control. With everything automated, a plant in Wyoming could be monitored in and controlled from Chicago, along with several other such facilities.
Of course, to handle an entire cement plant remotely is still a bit far fetched, but for the develop-ment of the blended cement product market, the concept is perfect.
As new SCM’s are developed, these materials could be processed at remote sites with automated process and quality control systems, monitored and supervised remotely, and their products transported to various facilities or ready mix operation in that region. This would increase the availability and reduce the cost of the SCM’s while improving product quality and extending the base for blended cement.
Ultimately, the marketplace determines the survival of new products. In January 2001, the American Concrete Institute published its vision goals for their industry through the year 2030 in which they state: “Currently, it takes more than 15 years for new concrete technology to penetrate the marketplace. By 2030, the industry will reduce the time required for new technology accept-ance to two years.” While this is certainly a welcomed objective, the very essence of the statement denotes a conservatism that flows over to our industry and characterizes the short-term future of new products.
Calcium Sulfoaluminate Cements
Despite the calculated conservatism, there is much talk within the cement industry about radical new products. Calcium sulfoaluminate cements constitute a class of specialty cements that are rapid hardening and expansive cements that show great promise in certain applications. European research continues on geopolymeric cements. Geopolymers are inorganic cementitious materials that are typically formed by the reaction of alkali hydroxides with calcined clays such as metakaolin. The resulting materials form three-dimensional polymeric networks of alkali poly (sialate-siloxo) compounds upon hardening and have the advantage of not requiring high temper-ature pyroprocessing for production.
While these products are particularly exciting and show great potential, the nature of our market-place will facilitate a gradual acceptance of new product based on longer-term experience. But while the changes in products on the market may be subtler, the quality control, production and process control techniques may well take some dramatic leaps forward.
INVESTMENT ECONOMICS
The magnitude of these “leaps” as well as their frequency is ultimately determined by those natural laws of business called economics. Consider, for example, the old long wet or long dry kiln plants which can no longer survive in today’s market. The laws of business dictate the feasible options for this facility.
Quarry life, location, property value, fuel availability, AFR resource possibilities, electrical energy and local market conditions are but a few of the fundamental concerns which must be evaluated on an economic basis to simply determine the viability of the facility. After that, questions of “conversion” or “new facility” are debated.
Permitting cost and time have become difficult issues for many producers and may take some time before they get any better. Such problems are further complicated by “cost of capital” and “loss of product to market” considerations. The point is that progress and change are controlled by economic factors, but it is the challenge of the industry to use its ingenuity to make the economics favorable.
Terrific examples of such ingenuity abound and reveal a pattern evident in our most recent retool-ing boom – for example “the economies of scale.” 10 or 12 years ago the average size of a new cement plant was one million annual tons of cement or approximately 3000 tpd clinker. Today that average is twice that in most cases with examples that exceed 10,000 tpd clinker in a single line.
Raw material and kiln feed storage has gone from several days to precisely that buffer which is required to cover planned preventive maintenance. A homogenizing silo that stores more than 24 hrs of kiln feed is difficult to justify.
Other ideas like reduced building height or building volume or plant arrangement can determine whether or not a project proceeds. The new cooler technology, which eliminates riddling convey-ors, reduces the building height of the entire kiln line. Low-pressure drop preheater vessels are now evaluated in terms of installed cost and operating cost. Unless power costs are extraordinarily high, the smaller tower with the higher-pressure drop is the justifiable choice.
The new facilities of the next 20 years will have to be the most “intelligent” and cost effective ever built. All aspects will be considered together to maximize performance, facilitate adequate and safe access for maintenance, but be tight and compact with cost effective structures. Gas and material transport will be process sensitive to minimize emissions, maximize efficiency, and reduce the overall number of pieces. Sophisticated control systems, laboratory automation and on-line moni-toring will be commonplace. AI and on-line monitoring will combine to regulate process controls as well as plan mechanical and electric maintenance. The personnel behind it all will change as well. Labor and personnel costs will take a place of new importance on the balance sheet. With all the emphasis on AFR, MSC, SNCR, VOC, PM and AI, one would think that all personnel would need a Ph.D. It does, however, point to a looming social and economic challenge for the sustained growth of our industry: how to attract, educate, and retain quality people who are not only willing, but also able to carry us to the next level and secure the future of our industry.
SUMMARY
A brief look back over the past twenty years of cement manufacturing gives a feeling for the magnitude and frequency of the change to come. It also reveals the drivers of that change. These drivers have already set the future trends for cement manufacturing in motion and continue to provide the momentum to fuel their growth. Rather than separate and distinct growth tendencies or developmental patterns, we will see that all the trends are intertwined and as such, they will all advance together.
The use of alternative fuels and raw materials will take off in the next twenty years. This will create new growth opportunities for equipment and system design. It will also present new challenges and test the reliability of these systems. The environmentalist will increase pressure on our industry, but reality will put pressure on the environmentalist. A partnering of our industry with the environ-mentalist will ensue. New products and production approaches will develop to support these efforts. Once futuristic operational ideas will seem quite normal and we will more closely control our quality and operational parameters than ever before. As with everything else in the information age, we will analyze, track and trend much more than we need, but economics will keep it all under control, thus, ensuring that the engineer does not become a scientist and that growth, development and progress still live in the land of the affordable. And while these trends may not come as any real surprise, the next twenty years is shaping up to be a wild and exciting ride.
REFERENCES
ACI Manual of Concrete Practice, “Ground Granulated Blast-Furnace Slag as a Cementitious Constituent in Concrete” – ACI 226. 1R-87, Part 1, Materials and General Properties of Concrete, 1993, 16 pages.
Aïtcin, P.-C., “On the Properties of Blast Furnace Slag and their Use as A Sand in Mortars and Concrete” (in French) La revue des materiaux de construction, No. 608, May 1966, pages 185-195.
Aïtcin, P.-C., High Performance Concrete, published by E and FN SPON, London, U.K.,
ISBN 0-419-19270-0, 1998, page 152.
Aïtcin, P.-C, and Neville, A. M., “High-Performance Concrete Demystified,” Concrete International, Vol. 15, No. 1, Jan. 1993, pages 21-26.
Baalbaki, M.; Sarkar, S. L.; Aïtcin, P.-C.; and Isabelle, H., “Properties and Microstructure of High Performance Concretes Combining Silica Fume, Slag and Fly Ash,” ACI SP-132, Vol. 2., May 1992, pages. 921-942.
Bertschinger, P., “First Industrial-Scale Pre-Combustion Chamber for Used Tyres at the Wildegg Cement Plant,” Polysius Teilt Mit – 218, 35th Polysius Cement Day, Hanover Industries Fair 2001, pages 15-20.
Besprechungsnotiz Bezügl. Niedertemperatur-Brennverfahren.
Bickley, J. A.; Ryell, J.; Rogers, C.; and Hooton, R.D., “Some Characteristics of High Strength Concrete,” Canadian Journal of Civil Engineering, 1991,Vol. 18, No. 5, pages 885-889.
Bickley, J. A.; Ryell, J.; Rogers, C.; and Hooton, R.D., “Some Characteristics of High Strength Concrete, Part 2,” Canadian Journal of Civil Engineering, 1994, Vol. 21, No. 6, pages 1084-1087.
Borgholm, H. E., “Better, But How?” Mineralized Cement and New Plant Design, International Cement Review, pages 66-68, June 1996.
Borgholm, H. E.; Herfort, D.; and Rasmussen, S., “A New Blended Cement Based on Mineralised Clinker,” World Cement Research and Development, pages 27-30.
Cochery, A., “Les laitiers de haut fourneaux et leur emploi,” Laitier et Tarmacadams, Vol. No., 19-, pages 9-24.
Construction, Testing and Monitoring of Highway 407 High Performance Concrete Structures B22A and B22C At Levi’s Creek in Mississauga, August 1997, Concrete Canada publication.
Daube, J., and Bakker, R., “Portland Blast-Furnace Slag: A Review” Blended Cements,
G. Frohnsdorff editor, ASTM StP897, 1986, pages 5-14.
Detwiler, R.; Bhatty, J. I.; and Bhattacharja, S., Supplementary Cementing Materials for Use in Blended Cements, RD112, Portland Cement Association, Skokie, Illinois, 1996, 96 pages.
EPA, EPA Proposing to Allow Waste as an Energy Source for Synthesis Gas Production and Power Generation, EPA530-F-02-015, February 2002.
EPA, “Proposed Gasification Rule,” Wastes, March 2002.
Forrest, R. D., “Composite Ductile Iron Casting with ‘Cast In’ High Chrome Wear Resistant Inserts,” Rio Tinto Iron & Titanium Publication, n° 101 January 2002.
Hooton, R. D., “The Reactivity and Hydration Products of Blast-Furnace Slag,” Supplementary Cementing Materials for Concrete, V.M. Malhotra, Editor, CANMET, Ottawa, Canada, 1987,pages 247-280.
Leclercq, L., “New Cost Effective Technologies for Vertical Mills Tyres and Table Liners: DUOCAST and XWIN,” Asia Cement Conference, Kuala Lumpur, Malaysia, June 2001.
Leclercq, L., “New Technologies for Tyres and Table Liners,” GCL Magazine, October 2001, pages 25-27.
Leclercq, L., “Innovative Solutions for Vertical Mills Grinding Tools” CONTEMAG, Congresso Technico Magotteaux para a America do Sul, Rio de Janeiro 19-20 & 21st May 1999.
Leclercq, L., “DUOCAST Tyres – A New and Proven Technology for Vertical Roller Mills,” ZKG International-Cement Lime-Gypsum, n° 3/1997, pages 148-153.
Leclercq, L., “Camisas de Rodillos en DUOCAST,” Cementos Hormigon, n° 769, Marzo 1997, pages 327-334.
Leclercq. L., “Bandages de Galets Composites Pour Broyeurs Verticaux,” Ciments, Bétons, Plâtres, Chaux, n° 824, 1998, pages 48-49.
Neville, A. M., Properties of Concrete, 4th Edition, Longham Group Limited, Burnt Mill, Harlow, U.K., ISBN 0-582-23070-5, pages 661-665.
Osborne, E. F., and Muan, A., Phase Diagrams for Ceramists, Compiled by Levin, E.M., Robbins, C.R., McMundie, H.F.,” Edited and published by the American Ceramic Society Inc. Third Edition, 1964, page 219.
Papadakio, M., and Venuat, M., “Fabrication et Utilisation des Liants Hydrauliques,” Eyrolles, Paris, 1961, page 164.
Rumph, K.; Kleyweg, R.; Verma, R.; Bermudez, J.; Abdel-Hadi, M.; and Cammack, K., Consolidation in Cement – Global Trend Accelerates and Takes a New Direction, Merrill Lynch & Company, August 2000.
Ryan, D., EPA, Environmental News, “EPA Proposes Recycled Waste as Energy Source for Gas Production and Power Generation,” March 2002.
Ryan, D., EPA Proposes Recycled Waste as Energy Source for Gas Production and Power Generation, United States Environmental Protection Agency.
Ryell, J. and Bickley, J. A., “Scotia Plaza: High Strength Concrete for Tall Buildings,” Utilization of High Strength Concrete, Stavanger, published by Tapir N-7034 Trondheim NTH, Norway, ISBN 82-519-0797-7, pages 641-53.
Ryell, J., and Fasullo, S., “The Characteristics of Commercial High Strength Concrete in the Toronto Area,” CPCA/CSCE Structural Concrete Conference, May 1993, pages 277-293.
Schmidthals, H., and Rose, D., “Investigations into the Thermal Utilization of Secondary Fuels in Lump Form in the Cement Burning Process,” ZKG International, Part 1: Pilot trials in a Swiss Cement Works, Vol. 52, Nr. 2, 1999.
Schmidthals, H., and Rose, D., “Investigations into the Thermal Utilization of Secondary Fuels in Lump Form in the Cement Burning Process,” ZKG International, Part 2: Commissioning and Operating Results for the First Industrial Application, Vol. 54, Nr. 4, 2001.
United States Environmental Protection Agency, “Proposed Gasification Rule” Wastes, March 25, 2002.
Vision 2030, A Vision for the U.S. Concrete Industry, American Concrete Institute, Farmington Hills, Michigan, pages 1-17, January 2001.