Contents
click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
CEMENT PRODUCTION PROCESS AND ENERGY USE

click here to Download the Most Important 13 Books in Cement Industry
click here to Download the Most Important 13 Books in Cement Industry
INTRODUCTION
Cement is an inorganic, non-metallic substance with hydraulic binding properties, and is used as a bonding agent in building materials. It is a fine powder, usually gray in color, that consists of a mixture of the hydraulic cement minerals to which one or more forms of calcium sulfate have been added (Greer et al., 1992). Mixed with water it forms a paste, which hardens due to formation of cement mineral hydrates. Cement is the binding agent in concrete, which is a combination of cement, mineral aggregates and water. Concrete is a key building material for a variety of applications.
The U.S. cement industry is made up of either portland cement plants that produce clinker and grind it to make finished cement, or clinker-grinding plants that intergrind clinker obtained elsewhere, with various additives.
Clinker is produced through a controlled high-temperature burn in a kiln of a measured blend of calcareous rocks (usually limestone) and lesser quantities of siliceous, aluminous, and ferrous materials. The kiln feed blend (also called raw meal or raw mix) is adjusted depending on the chemical composition of the raw materials and the type of cement desired. Portland and masonry cements are the chief types produced in the United States. More than 90% of the cement produced in the U.S. in 1999 was portland cement, while masonry cement accounted for 5.0% of U.S. cement output in 1999 (USGS, 2001).
Cement plants are typically constructed in areas with substantial raw materials deposits (e.g. 50 years or longer). There were 117 operating cement plants in the U.S. in 1999, spread across 37 states and in Puerto Rico, owned by 42 companies. Portland cement was produced at 116 plants in 1999, while masonry cement was produced at 83 plants (82 of which also produced portland cement). Clinker was produced at 109 plants (111 including Puerto Rico) in the U.S. in 1999. Production rates per plant vary between 0.5 and 3.1 million metric tons (Mt) per year.
Fuel costs are the single largest variable production cost at cement plants. Variable costs are typically about 50% of overall operating costs, so energy is frequently the single largest production cost, besides raw materials. Labor is relatively small at a cement plant.
DESCRIPTION OF THE CEMENT PRODUCTION PROCESS
Mining and Quarrying
The most common raw materials used for cement production are limestone, chalk and clay. The major component of the raw materials, the limestone or chalk, is usually extracted from a quarry adjacent to or very close to the plant. Limestone provides the required calcium oxide and some of the other oxides, while clay, shale and other materials provide most of the silicon, aluminum and iron oxides required for the manufacture of portland cement. In California, the limestone is extracted from open-face quarries. The raw materials are selected, crushed, ground, and proportioned so that the resulting mixture has the desired fineness and chemical composition for delivery to the pyroprocessing systems (see Figure 3-1). It is often necessary to raise the content of silicon oxides or iron oxides by adding quartz sand and iron ore, respectively. The quarried material is reduced in size by processing through a series of crushers. Normally primary size reduction is accomplished by a jaw or gyratory crusher, and followed by secondary size reduction with a roller or hammer mill. The crushed material is screened and stones are returned. More than 1.5 tons of raw materials are required to produce one ton of portland cement (Greer et al., 1992; Alsop and Post, 1995).
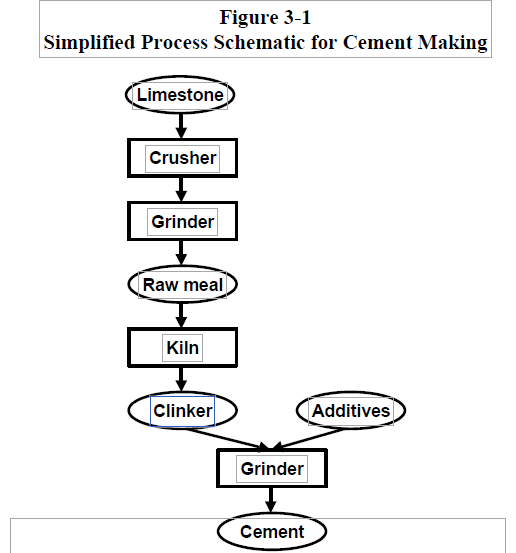
Limestone is the major process input. Other raw materials such as clay, shale, sand, quartz or iron ore may be added.
Raw Material Preparation
After primary and secondary size reduction, the raw materials are further reduced in size by grinding. The grinding differs with the pyroprocessing process used. In dry processing, the materials are ground into a flowable powder in horizontal ball mills or in vertical roller mills. In a ball (or tube) mill, steel-alloy balls (or tubes) are responsible for decreasing the size of the raw material pieces in a rotating cylinder, referred to as a rotary mill. Rollers on a round table fulfill this task of comminution in a roller mill. Utilizing waste heat from the kiln exhaust, clinker cooler hood, or auxiliary heat from a stand-alone air heater before pyroprocessing may further dry the raw materials. The moisture content in the kiln feed of the dry kiln is typically around 0.5% (0 – 0.7%).
When raw materials are very humid, as found in some countries and regions, wet processing can be preferable1. In the wet process, raw materials are ground with the addition of water in a ball or tube mill to produce a slurry typically containing 36% water (range of 24-48%). Various degrees of wet processing exist, e.g. semi-wet (moisture content of 17-22%) to reduce the fuels consumption in the kiln.
Clinker Production (Pyro-Processing)
Clinker is produced by pyroprocessing in large kilns. These kiln systems evaporate the inherent water in the raw meal, calcine the carbonate constituents (calcination), and form cement minerals (clinkerization).
The main pyroprocessing kiln type used in the U.S. is the rotary kiln. In these rotary kilns a tube with a diameter up to 25 feet is installed at a 3-4 degree angle that rotates 1-3 times per minute. The ground raw material, fed into the top of the kiln, moves down the tube countercurrent to the flow of gases and toward the flame-end of the rotary kiln, where the raw meal is dried, calcined, and enters into the sintering zone. In the sintering (or clinkering) zone, the combustion gas reaches a temperature of 3300–3600 °F. While many different fuels can be used in the kiln, coal has been the primary fuel in the U.S. since the 1970s.
In a wet rotary kiln, the raw meal typically contains approximately 36% moisture. These kilns were developed as an upgrade of the original long dry kiln to improve the chemical uniformity in the raw meal. The water (due to the high moisture content of the raw meal) is first evaporated in the kiln in the low temperature zone. The evaporation step makes a long kiln necessary. The length to diameter ratio may be up to 38, with lengths up to 252 yards. The capacity of large units may be up to 4000 short tons of clinker per day. None of the cement plants in California operates a wet process clinker kiln.
In a dry rotary kiln, feed material with much lower moisture content (0.5%) is used, thereby reducing the need for evaporation and reducing kiln length. The first development of the dry process took place in the U.S. and was a long dry kiln without preheating (Cembureau, 1997). Later developments have added multi-stage suspension preheaters (i.e. a cyclone) or shaft preheater. Pre-calciner technology was more recently developed in which a second combustion chamber has been added between the kiln and a conventional pre-heater that allows for further reduction of kiln fuel requirements.
Once the clinker is formed in the rotary kiln, it is cooled rapidly to minimize the formation of a glass phase and ensure the maximum yield of alite (tricalcium silicate) formation, an important component for the hardening properties of cement. The main cooling technologies are either the grate cooler or the tube or planetary cooler. In the grate cooler, the clinker is transported over a reciprocating grate through which air flows perpendicular to the flow of clinker. In the planetary cooler (a series of tubes surrounding the discharge end of the rotary kiln), the clinker is cooled in a counter-current air stream. The cooling air is used as secondary combustion air for the kiln.
Finish Grinding
After cooling, the clinker can be stored in the clinker dome, silos, bins, or outside. The material handling equipment used to transport clinker from the clinker coolers to storage and then to the finish mill is similar to that used to transport raw materials (e.g. belt conveyors, deep bucket conveyors, and bucket elevators). To produce powdered cement, the nodules of cement clinker are ground to the consistency of face powder. Grinding of cement clinker, together with additions (3-5% gypsum to control the setting properties of the cement) can be done in ball mills, ball mills in combination with roller presses, roller mills, or roller presses. While vertical roller mills are feasible, they have not found wide acceptance in the U.S. Coarse material is separated in a classifier that is re-circulated and returned to the mill for additional grinding to ensure a uniform surface area of the final product.
Traditionally, ball mills are used in finish grinding, while many plants use vertical roller mills. In ball or tube mills, the clinker and gypsum are fed into one end of a horizontal cylinder and partially ground cement exits from the other end.
Modern state-of-the-art concepts utilize a high-pressure roller mill and the horizontal roller mill (e.g. Horomill®) (Seebach et al., 1996) that are claimed to use 20-50% less energy than a ball mill. The roller press is a relatively new technology, and is more common in Western Europe than in North America. Various new grinding mill concepts are under development or have been demonstrated (Seebach et al., 1996), e.g. the Horomill® (Buzzi, 1997), Cemax (Folsberg, 1997a), the IHI mill, and the air-swept ring roller mill (Folsberg, 1997b).
CEMENT PRODUCTION ENERGY USE
Energy use associated with mining and quarrying raw materials for cement production are not typically included in the cement sector, but rather are accounted for in the mining sector. As such, the cement sector energy consumption is comprised of energy used for raw material preparation, clinker production, and finish grinding.
Raw material preparation is an electricity-intensive production step requiring generally about 23- 32 kWh/short ton (COWIconsult et al., 1993; Jaccard and Willis, 1996), although it could require as little as 10 kWh/short ton.
Clinker production is the most energy-intensive stage in cement production, accounting for over 90% of total industry energy use, and virtually all of the fuel use. Fuel use for clinker production in a wet kiln can vary between 4.6 and 6.1 MBtu/short ton clinker (Worrell and Galitsky, 2004). Typical fuel consumption of a dry kiln with 4 or 5-stage preheating can vary between 2.7 and 3.0 MBtu/short ton clinker, electricity use increases slightly due to the increased pressure drop across the system. A six stage preheater kiln can theoretically use as low as 2.5-2.6 MBtu/short ton clinker. The most efficient pre-heater, pre-calciner kilns use approximately 2.5 MBtu/short ton clinker. Alkali or kiln dust (KD) bypass systems may be required in kilns to remove alkalis, sulfates, and/or chlorides. Such systems lead to additional energy losses since sensible heat is removed with the bypass gas and dust.
Power consumption for grinding depends on the surface area required for the final product and the additives used. Electricity use for raw meal and finish grinding depends strongly on the hardness of the material (limestone, clinker, pozzolana extenders) and the desired fineness of the cement as well as the amount of additives. Blast furnace slags are harder to grind and hence use more grinding power, between 45 and 64 kWh/short ton for a 3,500 Blaine2 (expressed in cm2/g). Modern ball mills may use between 29 and 34 kWh/short ton (Worrell and Galitsky, 2004) for cements with a Blaine of 3,500.
TECHNICAL POTENTIAL FOR ENERGY EFFICIENCY
A previous analysis of the technical potential for energy efficiency improvement in the U.S. cement industry found a potential of 180 PJ, or 40%, based on U.S. cement production characteristics in the early 1990s (Martin et al., 1999). This report as well as a later report
(Worrell and Galitsky, 2004), evaluated the energy-saving potential of about 30 energy-efficiency technologies and practices that could be applied to both wet and dry process cement production.
For this analysis, we compare current energy use (both for electricity and for fuels) for cement production in California in 2002 (van Oss, 2003) to best practice values for these two types of fuel. The best practice value of 109 kWh/short ton of cement for electricity production is based on expert judgment, taking into account the hard limestone found in California, as reported by representatives at Hansen Permanente Cement Company. The best practice value of 2.62 MBtu/short ton of clinker is based on a plant built in Taiwan in the mid-1990s that has an intensity of 2.64 MBtu/short ton (Die Zementindustrie Taiwans, 1994) and a plant built in India that has an intensity of 2.58 MBtu/short ton (Somani and Kothari, 1997).
Given these best practice values, we estimate potential electricity savings of about 32 kWh/short ton of cement and potential fuel savings of about 0.7 MBtu/short ton of clinker. Given 2002 production of 11,166,000 short tons of cement and 11,187,000 short tons of clinker in California, the technical potential electricity savings are about 360 GWh and fuel savings are about 7.8 TBtu, with a total technical potential savings for both fuels of about 20% over 2002 levels.
ENERGY EFFICIENCY OPPORTUNITIES
Energy efficiency opportunities can fall into at least three primary categories:
- O&M activities to ensure that the installed equipment is running efficiently
- Installation of high efficiency equipment/processes
- Control of the production process to ensure efficient use of inputs
Key energy efficiency opportunities, as indicated by customers and identified in literature, are discussed next. In addition these opportunities, a number of customers also indicated that they would be willing to shift production to off-peak periods given the right price signals, such as real time pricing.
O&M
Operations and maintenance practices include elements such as motor and bearing lubrication, motor belt replacement, fan blade cleaning, fan wheel balancing, and compressed air system maintenance including leak minimization and filter replacement. While most customers indicated that they tried to keep equipment in good working order, the primary focus is on keeping equipment operating to maximize production. Energy efficiency considerations are not the primary concern.
Preventative maintenance is generally employed at the more efficient facilities but could be improved at other plants (see Table 4-5). Preventative maintenance includes training of plant staff to be attentive to energy consumption and efficiency. Energy savings of up to 2 to 3 percent are possible with the institution of a rigorous preventative maintenance program.
High Efficiency Equipment/Processes
In cement industry, as in other energy intensive process industries, the more generic measures, like high efficiency motors and lighting, are either already done or are so small that their impacts are “below the radar”. Significant energy savings projects typically involve major process and/or equipment modifications that are industry-specific and highly specialized. Often highly specialized expertise is necessary to identify and be able to quantify energy savings of technology improvements. Cement industry customers see their equipment vendors as “business partners” because the vendors tend to have the specialized expertise and experience in their particular area (e.g. crushers/classifiers, kilns, conveyors).
Some of the energy efficiency equipment opportunities identified by customers, with a primary focus on electricity savings, include:
- Efficient materials transport system: most notably conversion of pneumatic conveyors to mechanical conveyors, with a savings of around 1% of total plant electricity use.
- Conversion of ball mills to roller mills for both raw materials and finish grinding: energy savings in raw materials preparation can be in the order of 5% of total electricity consumption, while installation of advanced finish grinding systems can save achieve savings in the 20% range.
- High efficiency classifiers: these do a better job of separating out fine particles from coarse particles, which are returned to the mills. They prevent over-grinding of the fine particles that results in unnecessary power use in the mills. Savings can be around 8%.
- Conversion to more efficient kilns such as vertical precalciner kilns, which will primarily improve the thermal efficiency of the kiln, saving on coal consumption.
- Variable speed drives: for fans in the kilns, coolers, preheaters, separators, and mills, and for other drives associated with variable loads. A comprehensive conversion to VSDs could probably save about 5% of total plant electricity use.
- Compressed air system improvements: while not a large part of a cement plant’s total electricity use, there is often room for significant efficiency improvements in systems that have not been optimized.
In addition to the equipment-related opportunities listed above, there appears to be a good opportunity to recover waste heat from the clinker production process for the generation of electricity. There is significant waste heat from kilns even after it is used to the maximum possible degree to preheat incoming material. Pre-heater exhaust is often more than 700°F. Two of the studied facilities already have cogeneration plants, and several more have performed feasibility studies.
Process Controls
Key opportunities for improved process controls involve clinker production and finish grinding, as well as operation of compressed air systems.
In clinker production, computerized controls can be used in a number of applications, such as
- Optimizing the mix of raw materials entering the kilns to ensure proper chemical composition and provide for more steady kiln operation;
- Optimizing the combustion process and conditions in the kiln to improve product quality and grindability; and
- Improving heat recovery, material throughput, and emissions from the clinker cooler.
Grinding mill controls optimized the flow in the mill and classifiers to improve product quality and increase production. The increased production translates into energy savings per unit of output.
Overall, savings from advanced control systems are in the 2-5% range for plants that have not already installed such system.
BARRIERS TO ENERGY EFFICIENCY
A number of barriers to increased energy efficiency were identified in discussions with cement customers and utility representatives who are in close contact with their cement customers. Following are some key barriers identified in the interview process.
Limited capital: many of the energy efficiency equipment improvements in the cement industry involve large capital investments, and most customers cited limited capital availability as a key factor limiting increases in energy efficiency. One customer cited a $4 million capital budget, and another cited a $1 million capital budget. Two other customers did not indicate that they had any set budget to work with and had to justify all new capital expenditures on a case by case basis. Many targeted project cost many millions of dollars, so even the customers with assigned capital budgets are severely constrained.
Production concerns: for all customers, keeping equipment operation and avoiding production disruptions was of the highest priority. Additionally, cement plants do not like to shut down except for once a year, largely because shut down stresses the ceramic insulation in the kiln. Heat-up and cool down has to be done very carefully or the ceramic insulation will deteriorate.
Limited staff time: staffing limitations were another key barrier to increased energy efficiency. While all customers want to stay as efficient as possible, staff’s number one priority is “keeping things running.”
Information: while all customers feel they have access to the information they need to make energy efficiency improvements, several customers indicated that they did not have time to focus on this information. Also, it appears that customer knowledge is mostly directed towards the
“big ticket” equipment that are the primary energy users, and their understanding of the energy-saving aspects of smaller items such are preventative O&M appears to be lower.
Reliability concerns: since maintaining production is such a high priority, cement customers are very concerned about the reliability of all new equipment, including high efficiency equipment. While the customers don’t perceive differences in reliability between energy efficient and standard equipment, any installations of new equipment at the plant will generate some reliability concerns.
Hassle: since staff time is limited, smaller energy efficiency projects are not pursued because they “are not worth the trouble.”
Facility uncertainty: one customer indicated that they were currently investigating the feasibility of a complete plant overhaul. Uncertainty over the overhaul project has halted any possible efficiency projects.
Cost effectiveness: most customers have severe cost effectiveness criteria. Two customers (with less efficient plants) have payback cutoffs of 1.0 to 1.5 years. Only one customer indicated that they would consider projects with paybacks of up to three years.
Exit fees: Customers have not proceeded to install cogeneration equipment that would utilize waste heat because they would be subject to departure charges. Without the departure charges, on-site generation with waste heat would be very close to being economic.
Barriers to Program Participation
While all interviewed customers were aware of the PGC-funded programs, SPC and Express, and two of the customers had participated in the SPC program, there were several barriers to increased program participation cited:
- Short program period: in many cases it takes three to five years for these customers to develop and implement a project, from the planning through construction stages. Programs that have a one or two year time period don’t fit well with their operations.
- Limited incentives: many of the cement plant projects cost tens of millions of dollars. Incentives of a few hundred thousand dollars don’t provide much incentive for these types of projects.
- M&V requirements: past SPC M&V requirements have generally favored one-for-one equipment changeouts where pre and post equipment efficiencies are more readily measurable. Measures that are more “holistic” and affect energy use of a system are harder to justify savings for and thus have had limited acceptance in the Program.
- Program paperwork: SPC participation was limited at the beginning because the application process was time consuming and a burden on customer staff. Utility assistance to some customers with the applications, when necessary, has helped mitigate this barrier.
REFERENCES
Alsop, P.A. and J.W. Post, 1995. The Cement Plant Operations Handbook, (First edition), Tradeship Publications Ltd., Dorking, UK.
Buzzi, S. and G. Sassone, 1993. “Optimization of Clinker Cooler Operation,” Proc. VDZ Kongress 1993: “Verfahrenstechnik der Zementherstellung” Bauverlag, Wiesbaden, Germany (pp.296-304).
Cembureau, 1997. “Best Available Techniques for the Cement Industry,” Brussels: Cembureau.
COWIconsult, March Consulting Group and MAIN, 1993. “Energy Technology in the Cement Industrial Sector”, Report prepared for CEC – DG-XVII, Brussels, April 1992.
Die Zementindustrie Taiwans – Rueckblick und Gegenwaertiger Stand, 1994. (The Cement Industry in Taiwan – Historic and Current Situation, 1994) Zement-Kalk-Gips 147 pp.47-50.
Folsberg, J., 1997a. “Future Grinding” Asian Cement, January 1997, pp.21-23 (1997).
Folsberg, J., 1997b. “The Air-Swept Ring Roller Mill for Clinker Grinding” Proc.1997 IEEE/PCA Cement Industry Technical Conference XXXIX Conference Record, Institute of Electrical and Electronics Engineers: New Jersey.
Greer, W. L., Johnson, M. D., Morton, E.L., Raught, E.C., Steuch, H.E. and Trusty Jr., C.B., 1992. “Portland Cement,” in Air Pollution Engineering Manual, Anthony J. Buonicore and Waynte T. Davis (eds.). New York: Van Nostrand Reinhold.
Holderbank Consulting, 1993. “Present and Future Energy Use of Energy in the Cement and Concrete Industries in Canada,” CANMET, Ottawa, Ontario, Canada.
Jaccard, M.K.& Associates and Willis Energy Services Ltd., 1996. Industrial Energy End-Use Analysis and Conservation Potential in Six Major Industries in Canada. Report prepared for Natural Resources Canada, Ottawa, Canada.
Seebach, H.M. von, E. Neumann and L. Lohnherr, 1996. “State-of-the-Art of Energy-Efficient Grinding Systems” ZKG International 2 49 pp.61-67 (1996).
Somani, R.A., S.S. Kothari, 1997. “Die Neue Zementlinie bei Rajashree Cement in Malkhed/Indien” ZKG International 8 50 pp.430-436 (1997).
United States Geological Survey, 2001. Minerals Yearbook, Washington, D.C., USGS, http://minerals.er.usgs.gov/minerals/.
van Oss, H., 2002. Personal Communication. U.S. Geological Survey, March – May 2002.
Worrell, E. and C. Galitsky. 2004. Energy Efficiency Improvement Opportunities for Cement Making: An ENERGY STAR Guide for Energy and Plant Managers. Berkeley, CA: Lawrence Berkeley National Laboratory (LBNL-54036).
Obrigada
Como Geologa a trabalhar com Feldspatos este é um desafio presente