Contents
Production and Maintenance KPIs
to Download the Book of KPI in cement Industry and more than 12 expert books in cement industry kindly click here
Production and Maintenance KPIs
Similarities and differences for Run Factor, Availability Factor and Reliability Factor
The 3 KPI-factors Run Factor, Availability Factor and Reliability Factor are very closely related KPI´s since they are all time dependent. However, only the Run Factor and the Availability Factor are related to the calendar time, whereas the Reliability Factor is related to the operation time and the Incident downtime. In the following section the similarities and the differences between the 3 KPI´s are described:
The Run Factor (RUF)
is an expression for how much the department actually has been “running” within a specific calendar time: The Run Factor represents how long time the system has been in operation related to a period like the day, the month or the year.
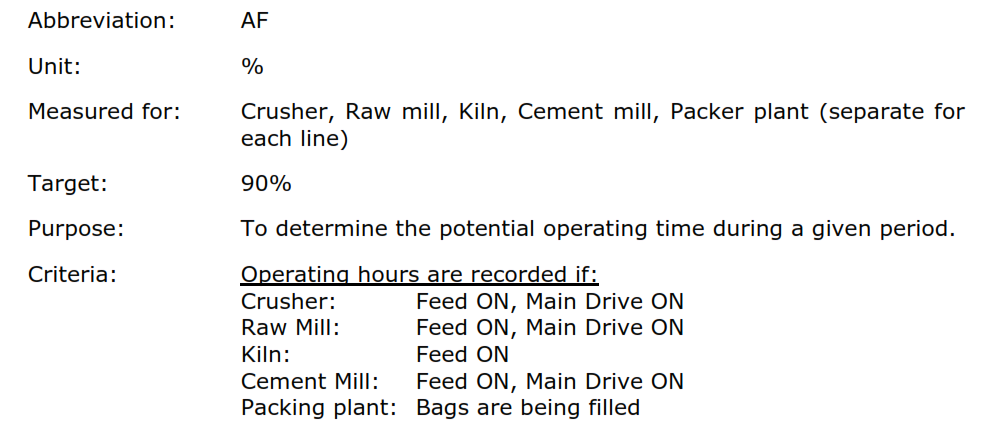
The Availability Factor (AF)
is an expression for how much the department has been “available” for operation within a specific calendar time: The Availability Factor represents how long time the system has been in actual operation together with the time where the system was ready for operation, but for circumstantial reason was stopped. Again this is related to a period like the day, the month or the year.
The size of the Availability Factor will always be equal to or higher than the Run Factor.
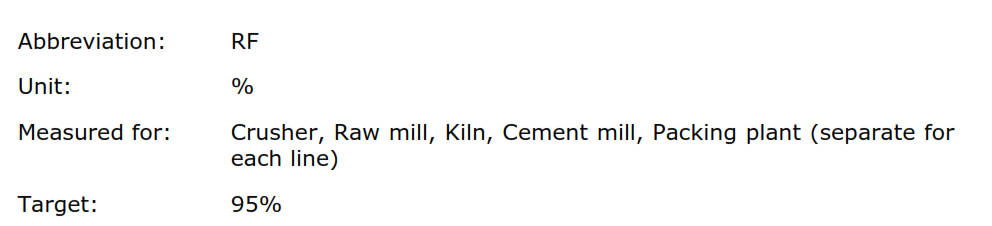
The Reliability Factor (RF)
is an expression for how “reliable” the department has been within a certain period of time: The Reliability Factor represents the time, where the system has been in actual operation related to the actual operating time together with the time the equipment could have been in operation, but was stopped for Incidental reasons. For convenience the period, that normally is considered, is the calendar time like the day, the month or the year. In this context it is important to remember that only stoppages for Incidental reasons should be taken into consideration.
Run Factor
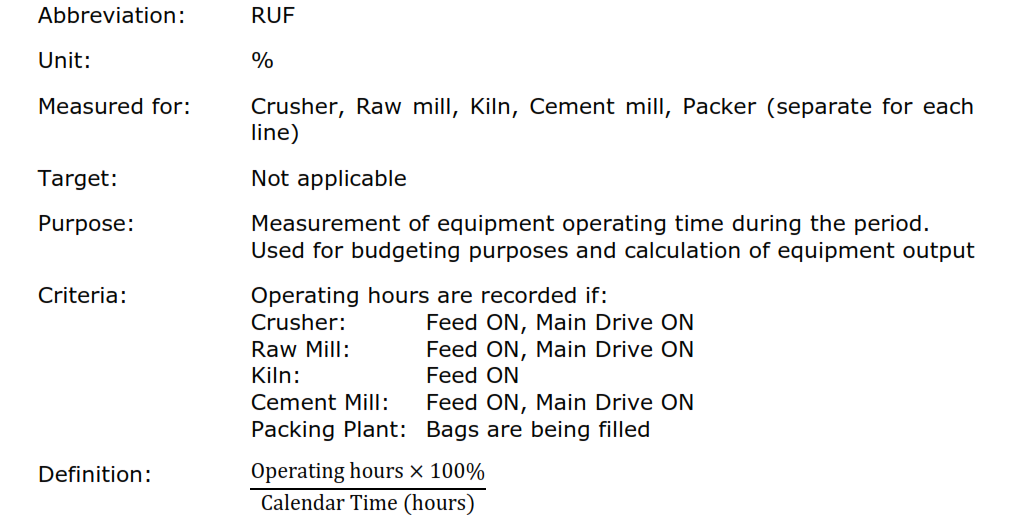
Reporting: Each month for the current production year and the result for the preceding production year
Impact:A low RUF will result in low production volumes.
Causes of under-performance: Low demand
Unplanned and planned stoppages too frequent and too long
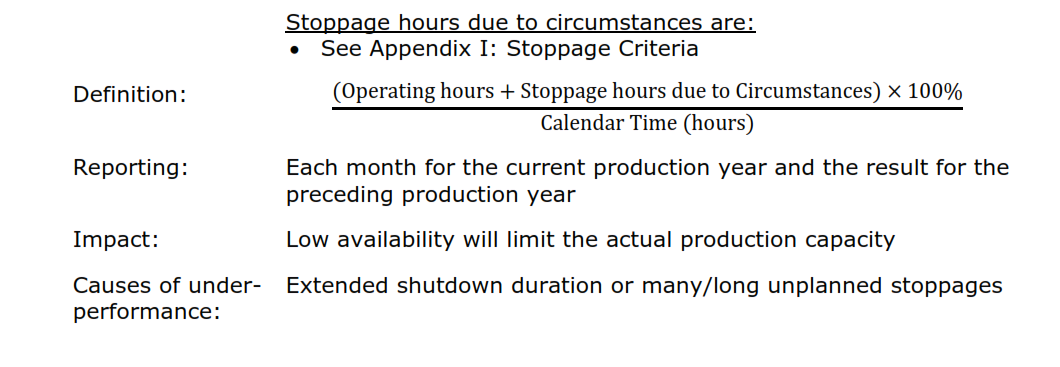
Availability Factor
Reliability Factor
Purpose: To determine the reliability of the equipment and its ability to operate without interruption/breakdown
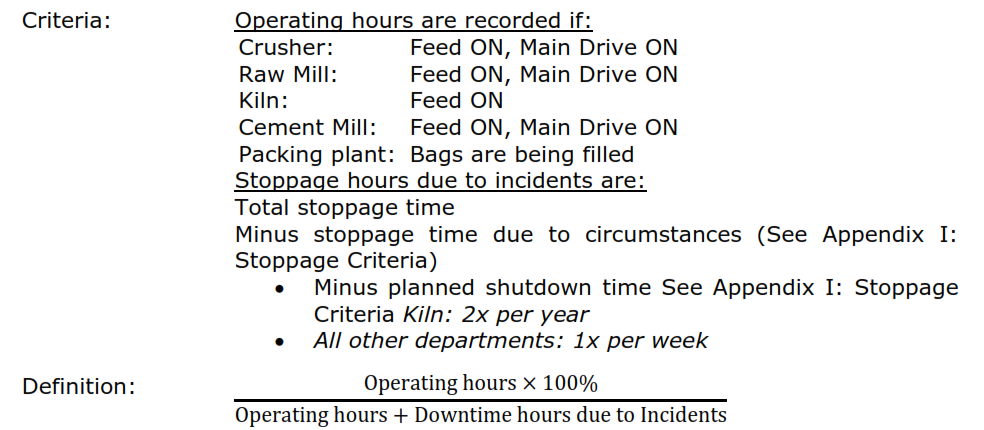
Reporting: Each month for the current production year and the result for the preceding production year
Impact: Causes of under-performance:
Non-performance of equipment due to unplanned downtime.
Malfunctioning of equipment (including associated machinery) or control systems
Breakdown of equipment due to electrical or mechanical failure Unreliable energy supply or instrumentation
Operator skill level
Unsteady operation
Number of stoppages due to incidents
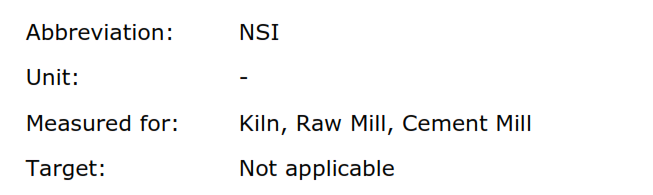
Purpose: To determine the number of unplanned stoppages of the kiln due to breakdowns (incidents)
Criteria: Number of stoppages due to incidents are:
Total number of stoppages
Minus Stoppages due to Circumstances (See Appendix I: Stoppage Criteria)
Minus Stoppages for Planned Shutdown
Note: The maximum number of stoppages for planned shutdowns are:
- Kiln: 2x per year
- All other departments: 1x per week
Definition: Number of Stoppages due to Incidents
Reporting: Each month for the current production year and the total for the preceding production year
Impact: Causes of under-performance:
Non-performance of equipment due to unplanned stoppages.
Malfunctioning of equipment (including associated machinery) or control systems
Breakdown of equipment due to electrical or mechanical failure Unreliability of energy supply or instrumentation
Operator skill level
Unsteady operation
Performance Factor
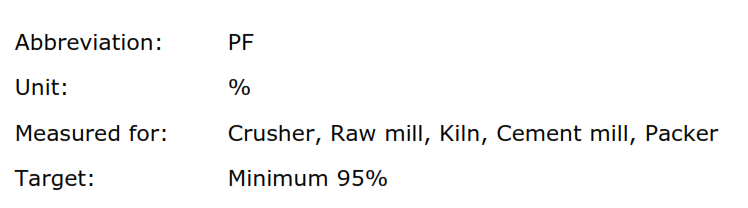
Purpose: Measure of actual output performance in relation to the expected output
Criteria: Production rate is
The production (tons per hour) during the hours of equipment running (see RF).
Note: Clinker production is determined by Kiln Feed usage * Clinker Factor. This factor is confirmed ½ yearly by conducting a clinker drop test.
Rated capacity is (expressed in tons/hour) is the Design capacity
Note: The clinker PF is expressed as tons/day i.e. multiply the above with 24hour/day

Reporting: Each month for the current production year and the result for the preceding production year
Impact: This factor shows the ability of the equipment to operate to its expected output.
Causes of under-performance:
Degradation or wear of machinery.
Operator skill level
Suboptimal process conditions (for example chemical imbalance, flow restrictions, etc.)
Overall Equipment Effectiveness
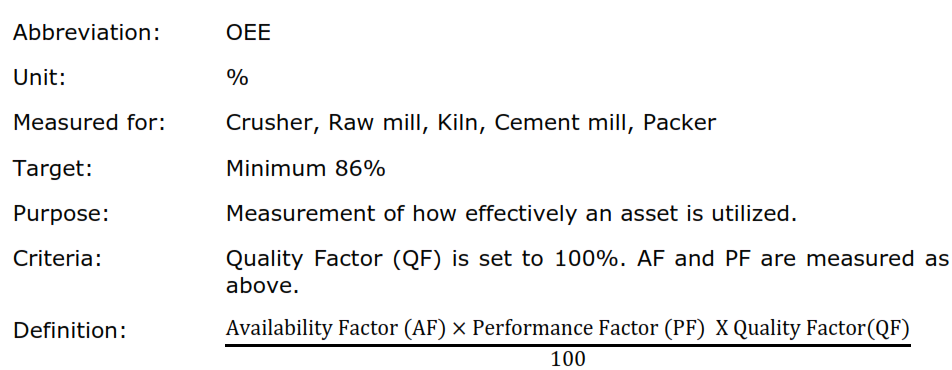
Reporting: Each month for the current production year and the result for the preceding production year
Impact: This measure is used to identify scope for process performance improvements
Causes of under-performance: Investigations should be carried out according to AF and PF.
Mean Time Between Failures

Target:To be defined on an individual basis
Purpose: To forecast the elapsed time between failures of asset or equipment during operation, which cause the production to stop (i.e. excluding the time for repair)
Criteria:
Stoppages due to incidents:
Total number of stoppages
Minus Stoppages due to circumstances (See Appendix I: Stoppage Criteria)
Minus Stoppages for a planned Shutdown
Note: The maximum number of stoppages for planned shutdowns are:
- Kiln: 2x per year
- All other departments: 1x per week

Reporting:
Each month for the current production year and the result for the preceding production year
Note: if there are no stoppages due to incidents for the reporting period the report should show N/A
Impact:
A low MTBF indicates that the system is in frequent need of repair or restart, not necessarily indicated by the MRF, but causing undue strain on the equipment and need for manual intervention (e.g. emergency repairs)
Causes of under-performance:
Operator skill level
Sub-standard or inadequate repairs
Unsuitable equipment (worn, under-sized)
Lack of maintenance
Specific Heat Consumption
Target:To be defined on an individual basis
Purpose: To measure the required input of thermal energy for the production of 1kg of clinker
Criteria: The thermal energy input is calculated using the lower heat value LHV) of all fuels to the kiln (see definitions) but not including the heat from a raw material (e.g. shale)
The production of clinker is measured over the monthly reporting period
Note: Clinker production is determined by Kiln Feed usage * Clinker Factor. This factor is confirmed ½ yearly by conducting a clinker drop test.
The LHV shall be the average of the individual heat values over the reporting period weighted by the amount of the different fuels used.

Reporting: Each month for the current production year and the result for the preceding production year
Impact: A high energy consumption results in excessive operating costs and indicates a need to optimize the kiln system, the raw material mix and quality targets and to check for abnormal heat losses
Causes of under-performance:
Heat losses for example due to false air ingress
Over-burning of clinker
Cooler efficiency low
Cyclone efficiency low
Combustion of fuel not optimized
Raw material choice or preparation wrong
Production capacity not maximized
Specific Power Consumption
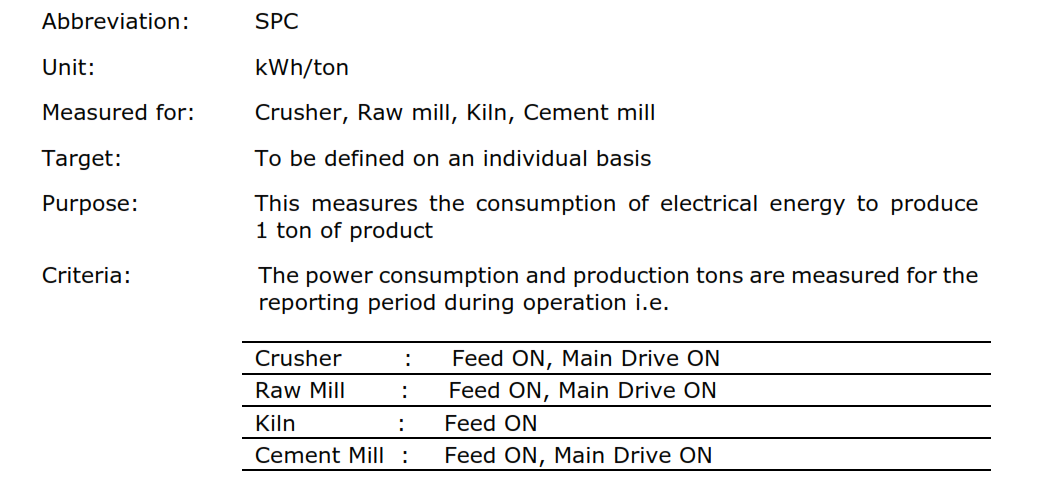
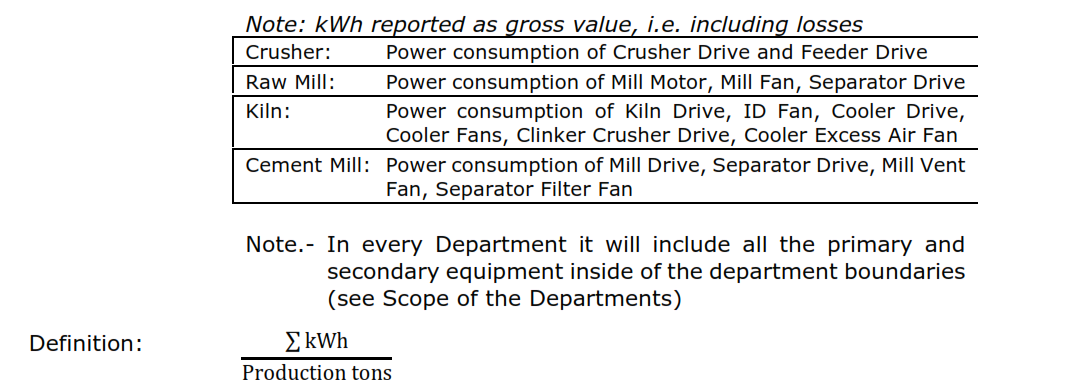
Reporting: Each month for the current production year and the result for the preceding production year
Impact:A high SPC results in high cost of operation
Inefficient operation of equipment
Motor, gearbox or line losses excessive
Worn equipment (e.g. fan impellers)
False air ingress or air flow too high
Quality control or raw materials parameters
Over-grinding
Operator skill level
Refractory Consumption Ratio
Purpose: To measure the consumption of refractory in the kiln, cooler and preheater
Criteria: Refractory consumed is
Bricks (replacement of all types of bricks) plus monolithic (all types of concrete applied by spraying or casting)
- Kiln is for the kiln tube only
- Preheater includes the tertiary air duct and bypass ducting
- Cooler includes the Kiln Hood

Reporting: Each month the previous 12 months average (rolling average) and the 12 months result of the preceding production year
Impact: High refractory consumption will increase operating costs and reduces kiln availability with subsequent lower total clinker production
Causes of under-performance:
Inadequate choice of refractory type
Raw material problems (alkali, sulfate, chlorides, etc)
Unstable kiln operation
Frequent kiln stoppages
Overheating of kiln
Poor installation
Operator skill level
Grinding Media Consumption Ratio
Purpose:To measure the consumption of grinding balls, table or rollers in the grinding mills.
Criteria:
Grinding media consumed is
Ball Mill: All grinding balls added or replaced in the cement mill to maintain a constant filling ratio
Roller Mill: All kind of hard-facing carried out on roller segments and mill table elements to compensate for wear.

Reporting: Each month the previous 12 months average (rolling average) and the 12 months result of the preceding production year
Note: The type of mill is to be mentioned in the report:
e.g. Ball Mill, Vertical Roller Mill etc.
Impact: High grinding media consumption will increase operating and consumable cost and reduces mill availability.
Causes of under-performance:
Inadequate choice of grinding media type
Hard grindability of the material or additives
Material filling level in mill too low or too high
Low Separator efficiency
Lack of Maintenance
Wrong Air velocity in the mill
Dear Sir,
I was looking for the work sheets and report fprmats for the cement plant maintenance.