Contents
Common Problems in Cement Plant
CLICK HERE NOW TO DOWNLOAD MOST IMPORTANT BOOKS IN CEMENT INDUSTRY + PRACTICAL EXCEL SHEETS TO HELP YOU IN YOUR DAILY WORK
– Quarrying: Wide variation (standard deviation) in raw material composition Crushing: Wide variation in crushed material size.
– Mill Feeding: Periodic variation in composition and size of material.
– Grinding in Ball Mill: First chamber loading and consequently jamming. Blending Silo: Mill variation affecting kiln stability quickly.
– Coal Mill: Mill Bag filter jamming.
– Kiln Fluctuating Free lime in clinker.
– Cement Mill: Mill tripping at higher cement temperature.
– Cement Silo: Coating in cement Silo
Quarrying
Common Issue: wide variation (standard deviation) in raw material composition. It is generally overlooked with the perception that it can be compensated in pre-blending (stacking-reclaiming) and raw mill proportioning.
For Example:
Total carbonates in limestone targeted at 81% (TC)
Actual limestone range in a given material pile 60-90 % (TC)
SiO2 in silcastone/clay targeted at 60 %
Actual SiO2 range in stock pile 40-80 %
Al2O3 in silicastone/clay targeted at 15%
Actual Al2O3 range in stock pile 6-17%
Such type of problem is quite common in cement plants and are responsible for daily kiln disturbances, mill feed variations and higher heat, power, grinding media, refractory consumptions in cement plant. There is no universal accepted range for such variations, whatever may be the reason of such variations, the essence is to control these variations on spot as narrower as possible.
Strategy to fix the issue:
- Proper mapping of your mines, regular and frequent analysis of extracted material will fix the issue.
- Plot a time chart of various components (TC or CaO, SiO2, Al2O3, Fe2O3) while making stock piles for feeding in raw mill, monitor sigma capability of process continuously. Regular and frequent sampling and analysis is required to monitor as mentioned. Continuous cross-belt analyser is recommended for analysing crushed materials before making stock piles.
- With a clear vision that raw mill is your customer, quality assurance of extracted material is your immediate and most prior objective.
- Do not assume that a lot of processes are in series in downstream to make your output (extracted material) consistent, it is quite possible that if you assume this, the peoples downstream assumes the same and the whole disturbances will appear in final product.
Crushing

Common Issue: Wide variation in crushed material size. This issue arises due to infrequent maintenance, weak feed rate control for various input sizes.
Strategy to fix the issue:
- Whatever may be the grinding arrangement to allow range of material sizes for grinding, a closed circuit crusher is recommended to keep size in narrow range.
- For all grinding mills like ball mills, vertical roller mills, roller press the acceptable range represents the capacity to handle the material range. However, for smooth grinding operation a narrow and optimum range of size should be fed constantly and consistently.
- Proper periodic maintenance and careful feed control to ensure specific size consistency.
- Each effort done should be continuously
validated by generating a time chart and performance curve of crushing operation. Regular and frequent sampling and analysis is required to monitor as mentioned.
Mill Feeding

Common Issue: Periodic variation in composition and size of material like limestone, silicastone. This issue arises due to size segregation in feeding hoppers during feeding.
Symptoms:
- Mill feed proportion changes are required every hour.
- Mill product chemistry changes every hour.
- Mill feed rate periodic changes required to control mill loading and product residue.
Strategy to fix the issue:
- Narrow the size range of raw materials.
- Clean raw material hoppers periodically.
- Avoid dead stocks in hoppers.
Grinding in Ball Mill
Common Issue: First chamber loading and consequently jamming if not attended soon. It happens due to number of reasons and the most common reasons are periodic size change from feeding hopper, feed moisture change or lack of hot air at normal feed rates.
Symptoms:
- Mill sound level decreasing or loading increasing.
- Mill inlet draft decreasing (or inlet pressurising).
- Mill kilowatt decreasing after increasing to maximum value.
Strategy to fix the issue:
- Quick feed rate control as soon as above symptoms are registered or reported.
- Fix the problem discussed above to control feed size variation due to segregation in feeding hoppers.
- Avoid false air into mill and respond on time to the changes in hot gas supply from kiln.
- Monitor separator returns to identify unsteady material due to issues in separator tailing transport.
Blending Silo
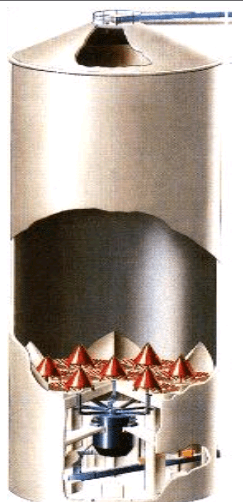
Common Issue: Mill variation affecting kiln stability quickly. For example, if mill product lime CaO or LSF is higher at given time, it appears soon in kiln feed and disturbs kiln operation, instead having blending silo in between. It happens due to short circuiting of material.
Strategy to fix the issue:
- Ensure that the proper sequence in material extraction is functional.
- Make sure that material is extracted from all airslides.
- Make sure that material is properly distributed to all airslides at silo top, use direct chute only during airslide or airslide fan maintenance.
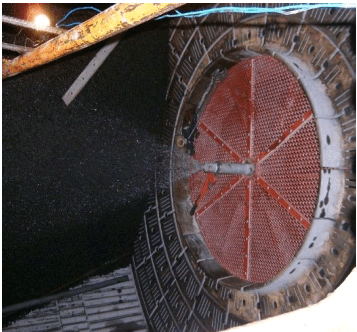
- Periodic silo cleaning and thorough maintenance (1-2 yearly) is recommended.
- Blending silos are very prone to internal build-up of dead material, particularly if feed material is moist or if segment aeration is defective. Recirculation provision is always available in silos to recirculate raw meal during kiln shut-down or any inactive period to avoid internal build-ups.
Coal mill

Common Issue: Mill bag filter jamming. It happens due to high moisture content of coal, low air flow, higher dew point, lower mill outlet temperature, false air in circuit, weak insulation of bag filter and mill ducts, jamming of rotary extractor at hopper bottom or difficulty to handle unsteady material released from the filter.
Strategy to fix the issue:
- Maintain sufficient temperature at mill outlet and bag filter outlet.
- Maintain required gas flow rate to ensure that dew point is low enough to avoid condensation in bag filter. This is a common mistake commonly done in coal mill operation, to look only for mill outlet temperature and use low flow gas at higher temperature for drying purpose. Keep in mind, we need to evaporate moisture from coal and at the same time accommodate this moisture in gases without saturating it and allowing to condense in bag filter.
- Ensure proper de-dusting of bag filter at suitable pressure for steady collection of fine coal.
- Insulate bag filter and ducts properly.
- Avoid false air in leakages in mill circuit.
- Do not overgrind than required, it is dangerous as well as wastage. Moreover, it difficult to de-dust in bag filter as well.
Kiln

Common Issue: Fluctuating Free lime in clinker. There can be numerous reasons contributing proportionally to this problem, the problem defined as continuously higher free lime can be easily analysed, solved and fixed once the root causes are identified, however fluctuating free lime in clinker is a daily headache in kiln operation and is mostly related with process than quality department, and it happens due to the variations in inputs like kiln feed, fuel and improper or unproportioned actions taken by kiln operator.
Strategy to fix the issue:
- Use concurrent engineering to track the roots of variation in kiln feed rate and kiln feed composition, fuel rate and fuel chemistry.
- Analyse these variations to know the nature of cause, Assigned or Non-assigned (natural), use proper methodology to subside the cause.
- Wherever repetitive actions are used, prefer PID operation than manual. For example, calciner firing control, Hood pressure control, cooler air flow control, cooler strokes per minute (speed) control.
- Develop your operator’s knowledge and skills continuously through training to follow standard operating procedures.
Cement Mill
Common Issue: Higher cement temperature, Mill tripping under high cement temperature or mill outlet temperature is not an uncommon in cement mills. It happens in majority of cases due to high clinker temperature and the other reasons could be insufficient mill venting and insufficient or faulty water spray system.
Strategy to fix the issue:
- Feed mill with moderately hot (50-80 oC) clinker.
- Keep the mill air inlet clean of dust, debris and grinding media balls.
- Use air venting maximum possible to cool the mill without sweeping mill material (v<1m/s).
- If temperature cannot be controlled mere with mill venting (in most of cases) use water spray in second chamber to keep cement temperature below 15 oC to avoid excess dehydration of gypsum.
- Water spray is generally controlled by flow meter and actuator in the nozzle flow range, use proper nozzle for given application, Keep water spray nozzle neat and clean.
Cement Silo
Common Issue: Coating in cement Silo. It happens due to storage of cement in silos at high temperature (>70 oC), and improper water spray system in cement mill.
Strategy to fix the issue:
- Use cement coolers if cement temperature is higher than specified.
- Do not store cement for long time in silo.
- Maintain cement mill outlet temperature in recommended range, Higher mill outlet temperature will make it difficult to cool the cement before feeding to silo if cement cooler is not installed, but on the other side, lower mill outlet temperature will increase the chance of coating inside silo if stored for long time due to higher water of hydration in gypsum.
- Check regularly cement moisture if the problem existed.
- Isolate silo top, airslides from rain water.