Contents
Cement Plant Raw materials
TO DOWNLOAD THIS POST AND ALL OTHER IMPORTANT BOOKS IN CEMENT INDUSTRY KINDLY CLICK HERE

Portland cement composition varies from plant to plant due to both cement specifications and the mineralogy of available materials. A desirable raw mix is one that minimises both the heat input required for clinkering and total raw material cost, while producing a cement of acceptable performance.
Raw materials
Cement manufacture begins with the winning of raw materials and their transport to the plant. Quarrying involves either ripping or drilling and blasting.In either case,the recovered material needs to be of consistent quality.
Many questions arise in evaluating potential raw materials in relation to the following points:
- location and availability for exploitation
- area and thickness (hence available reserves)
- nature and volume of overburden
- geological structure and geotechnical development constraints
- chemical quality and variations, both laterally and in depth (including
composition, mineralisation, cavitation, groundwater chemistry)
- physical properties
- appropriate quarrying and mineralprocessing
Concerns to protect biodiversity are emerging in relation to limestone quarry selection and management (Whitten, :2012}. Much advice on avoidingsites is based on mammals and birds,and is not specific to limestone. Environmenta land social impact assessments (ESIA) have tended to give poor consideration to the specific characteristics of limestone, and especially the smallerand severely range restricted species which itcontains. Very few species- have been properly assessed for the authoritative IUCN Red Ust of Threatened Species and even fewer have been given any form of protection, so that even the best-planned quarry can cause global-level extinctions.Guidelines relevant to the cement sector have been produced (WBCSD, 2016). New European regulations require measures to prevent or eliminate colonisation of locations such as quarry sites by invasive alien species,ie,animals and plants arriving in natural environments where they are not normally found. Guidance for the industry has been produced (Cembureau,2017).
Some major companies are using a mit’igation hierarchy when selecting quarrying sites, summarised as ‘avoid, mitigate, compehsate’.Table 2.1 outlines a methodology to ensure that sites are selected on the basis of appropriate information, that ‘offsets’are established only where mitigation is inadequate or impossible and that meaningful monitoring programmes are agreed.
| Table 2.1 The mitigation hierarchy for biodiversity | |||
| Avoid at source | Redesign project to remov.e potential impacts due to the project’s feature. | ||
| Reduce on-site | Redesign pr.oject to remove potential impacts due to the project’s feature. Design control systems to abate impacts. | ||
| Reduce off-site | Implement off-s.ite measures to reduce impacts that cannot be abated with end-of-process treatments. | ||
| Remedy | Repair any residual, unavoidable damage by restoration activities or appropriate interventions. | ||
| Offset | Compensate for residual, unavoidable impacts if other mitigation measures are not feasible,cost-effective or already fully implemented (eg,·a like-for-like biological offset achieving ‘no net loss’ecologically. | ||
| Net positive outcomes | Make a positive contribution to biodiversity conservation. | ||
A structured “High Conservation Value” (HCV) approach can also be integrated to ESIAs, identifying areas with exceptionally -high social, cultural, environmental or biological values and developing management plans with stakeholder input to both permit exploitation and ensure maintenance of the values. A quarry-related HCV assessment would require the following:
- team format ion and briefing on project scope, with attention to the surrounding landscape and context
- compilation of available data (vegetation, geology, soils, landforms, species),including preliminary stakeholder consultations
- HCV pre-assessment based on existing data
- planning for fieldwork and agreement on field methods for primary data collection
- fieldwork by competent professionals
- data analysis and interpretation, including identification of specimens by competent specialists
- preparation of a draft report, with maps and management and monitoring recommendations
- discussion with local government agencies and other stakeholders
- adoption of a formal HCV management and monitoring
Poor biodiversity performance can damage relations with regulators and potentially blight a company’s reputation with its community and stakeholders, affecting access to reserves and permits to operate. The Integrated Biodiversity Assessment Tool (www.ibatforbusiness.org ) provides a convenient way to access and use the most up-to-date biodiversity information in line with accepted standards and several cement companies are subscribers.
Quarry rehabilitation is an important consideration. Restoration ‘to nature’, without infilling, can cost around US$10/m2, but re-use for other purposes may be a more attractive proposition (eg, agriculture, fishery,nature reserve, lakes, sports,housing,shopping centre, light industry).
A good quarry management plan isessential, based upon a 30 model,established via a borehole survey throughout the prospective deposit (Ritzenthaler,2011).Advances in computer power over the past 25 years have provided much more accessible models and plans for selective quarrying to maximise recovery and avoid low-grade material and contaminants.
Quarry management has been greatly facilitated in the current century by the introduction of Global Positioning System (GPS) tP.c:hnology (Mercy, 2001) and more recently – and increasingly- by the use of drones (Anon,Quarry Management, 2017). Full site surveys can be carried out more frequently, less dangerously and at a lower cost than was possible with a team of topographers.
Raw mix
Normally, cement plants stand upon deposits of limestone (the ‘calcareous’ raw component),while shale or clay (the ‘argiltaceous’ component) is usually nearby. Umestone comprises 15 per cent of the earth’s crust (Kolb,2001).
A substantial proportion of the raw mix is CaC0 :heating a raw mix evolves some 35 per cent by weight as C02 and l.St of raw materials are required to produce 1tof clinker. The basis of analytical data must be clearly distinguished between “raw” and “loss free” (or “ignited”).
Raw cement mixes vary from a single component (rarely sufficient ly uniform for modern quality demands) to four- or five-component mixes. In established economies many easily-accessib le,good quality reserves have already been consumed and cement makers are forced to use materials of relatively marginal quality, requiring sweetening by one or more additives and good blending to assure homogeneity. Kiln feed typically contains 78-80 per cent CaC0 so that acceptable limestone must fall dose to this levelto the extent that italso contains the other ingredients. It isessential to have sufficient flux (AI, Fe, Mg,F) to promote fusion inthe kiln.
Therefore, materials, as quarried, are typically in proportion as shown in Table 2.2.
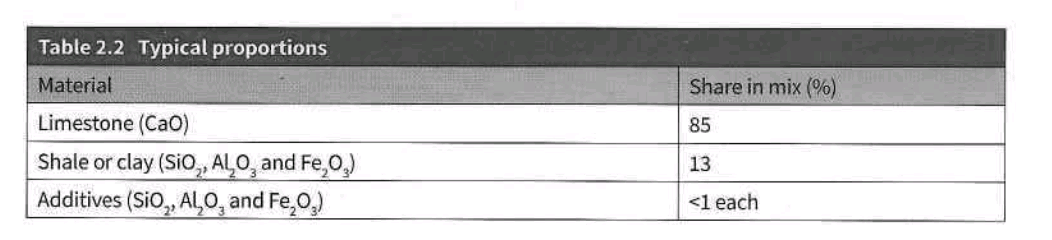
MgO should not exceed 4-5 per cent or the resulting cement may be expansive.Excess alkalis (K, Na) affect both kilnopera tion (build-ups) and product quality (alkali-silica reactivity). Excess sulphur causes kiln build-ups and limits gypsum addition,which may cause setting problems. The stoichiometric ratio of alkalis to sulphur is best kept between 0.8-1.2 on a molar basis. Excess chloride in kiln feed (>0.015percent for preheater kilns,>0.02 percentfor air-separate precalciners) causes serious build-up problems in preheater cyclones.
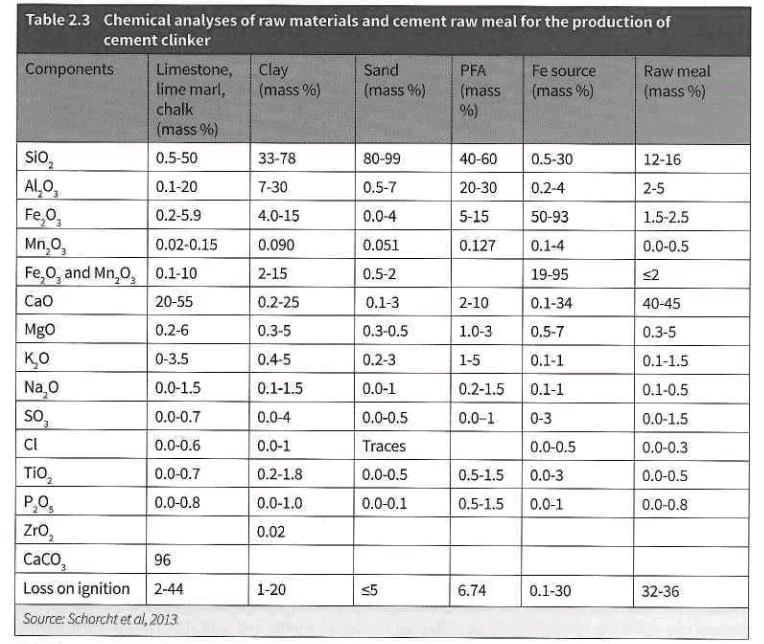
Table 2.3 shows examp le ranges from chemica lanalyses of raw materials and raw meals for producing Portland cement clinker
If the limestone is not homogeneous, rock from different areas may be blended to maximise recovery and selective quarrying may be needed to avoid low-grade material or problems such as alkalis. Frequent sampling and analysis of materials was traditionally used to control adjustments to mix proportions in cases of poor quarry homogeneity. Online analytical methods that assess the bulk composition avoid sampling errors and investment can be cost effective,whether applied to the blending process or at the raw mill. Prompt Gamma Neutron Activation Analysis (PGNAA) is an established example: materialis transported on a belt conveyor through an analysis cabin and continuously irradiated with a neutron beam that stimulates emission of prompt gamma rays to identify the chemicalelements present and their concentrations. Alternatives (avoiding the need to comply with atomic radiation regulations) include Laser Induced Breakdown Spectroscopy (LIBS) and Near Infra-Red analy!>b (NIR), which address the surface layers of bulk material (Muller et al, 2011and Muhlen, 2017).
Quarrying and hauling are commonly monitored by the performance indicators shown in Table 2.4
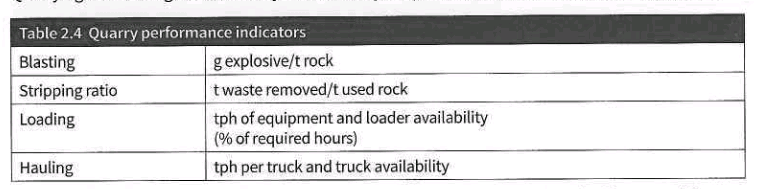
The conventional limestone explosive is ANFO (ammonium nitrate activated with around five per cent fuel oil). Usage is typically between about 100-130g/t in France (Ciments Fran is, 1993), with considerable variation elsewhere, perhaps up to 200g/t. Staggered blasting delays help avoid undue vibrations beyond the quarry. Some NorthAmerican locations use more explosive to produce a smaller sized feed to crushers and so reduce the demand upon them, allowing higher throughput.
All production and inventory records are most conveniently kept in dry tonnes, but moisture levels of mined, hauled and crushed rock must be known to assess equipment efficiency.
Haulage can often account for around 30 per cent of quarrying costs, and to keep that cost down, haul roads need to be maintained well, ie,to a standard at which a private car can drive at normalspeeds.
Apart from chemistry, grindability and burnability (or ‘combinability’) are also factors in selecting raw materials. In particular, silica additives containing large–grain quartz are very difficult to grind and can result in hard burning, high fuel consumption and increased equipment maintenance. Ifquartz silica is employed, itshould preferably have a natural grain size of less than SOiJm or be ground to less than 2-3 per cent coarser than this size.
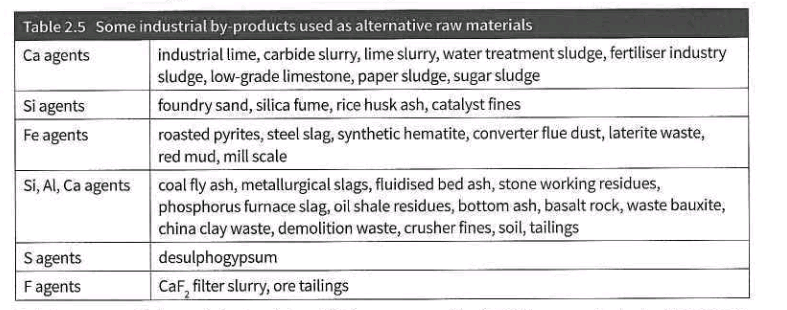
In recent years, partly to address concerns over the long-term sustainability of using virgin quarried materials, kilns have increasingly used industrial by-products (eg, mill scale) and waste materials (eg, water treatment sludge), sometimes in return for disposal fees.
Substances containing calcined calcium (CaO as opposed to CaC0 ) are particularly attractive in
3
avoiding the heat required for dissociating carbonate and resultant C0 emissions (see Section BS.S.).
2
Natural raw materials contain minor quantities of various elements such asP, Ti,Cr and Mn and the co
processing of wastes has led to incorporation of a much wider range of elements, with effects reviewed by Bhatty (1995). Different wastes are economically available in different regions: in some places the best supplies are already contracted to major cement companies: as with ownership of raw material reserves, assured and sustained access to supplies of alternative raw materials (ARMs) is of keystrategic importance to a cement business. Insome regions, it is not unusualfor one or more minor components of a raw mix to itself be a blend of several materials, each delivery having been analysed to determine the concentration required.
Apart from raw materials, gypsum and fuel are required, together with various pouolanic or hydraulic materials (both natural and by-product),when producing composite cements.
Reserves
A knowledge of limestone reserves is necessary and, to a lesser extent, of shale, particularly when justifying investment to increase capacity. Reserves are classed according to the detail in which they have been explored:
Class A or proven reserves- Extensive drilling has confirmed quantity, mineralogy,
variation, miningand legal availability.
Class B or probable reserves- Sufficient drilling allows presumption of quality and availability.
Class C or indicated reserves -Widely-spaced drilling gives extent and some knowledge of quality.
Class D or inferred reserves -Initial exploration and consideration of geology allow general assumptions.
Significant benefits arise from careful attention to initial selection and sizing of quarry equipment, and taking account of restrictions, such as permitted hours of operation or blasting.
Crushing
Primary crushers need to accept shot rock with the minimum of wastage or preliminary size reduction. Typically, feed size should be less than 1200mm and either the feed hopper should be protected by an appropriate screen, or a hydraulic breaker used to break oversized rock.
The choice of crusher is influenced by many factors, such as:
- raw material characteristics (eg,compressive strength, abrasivity, breakage mode)
- required capacity
- required product size
- expected feed size from quarry
- capital and running costs
- fixed, mobile or semi-mobile
There may be primary, secondary and, occasionally, tertiary crushers in series to achieve a final crushed product of suitable size for feeding to the raw mill. Most crushers are operated in open circuit, though frequent ly they are also preceded by a screen or grizzly to bypass fine materialdirectly to the next stage. Crushed rock should ideally be -20mm for feed to raw ball mills.Vertical roller mills and roll presses generally require only a single stage of crushing, as they can accept larger feed, typically up to lOOmm, the maximum being roughly determined by roller diameters (D.):

Alternatively, a limit of twice the roll gap is used (Liedtke, 2000).
Primary crushers may be located at either the quarry or the plant,largely determined by comparing haulage and conveying costs (Heuer, 1997), whereas secondary crushers are almost always located at the plant. When the total tonnage to be carried between two fixed points justifies the investment, a belt conveyor system often gives the lowest overall transport cost. Mobile crushers are common in aggregate quarries but have been rare for cement (Anon, RP,1994).Basically,as the quarry face moves, the distance to transport material to a fixed crusher becomes greater, and the expense of maintaining and operating a fleet of dumper trucks increases. Mobile in-pit-crushing is best suited to large, homogeneous, undisturbed, flat-lying deposits, where the total production is mined at one location,
allowing point-to-point materialtransport. If deposjt irregularities ne<:essitate simultaneous mining and/or stripping at different locations, semi-mobile in-pit crushers fed by wheel-loaders or a (small) shove truck system can be an economic solution,especially ifthe general haulage isuphill. If the truck fleet can travel downhill when loaded, longer hauls can be tolerated and semi-stationary crushers become an interesting alternative.
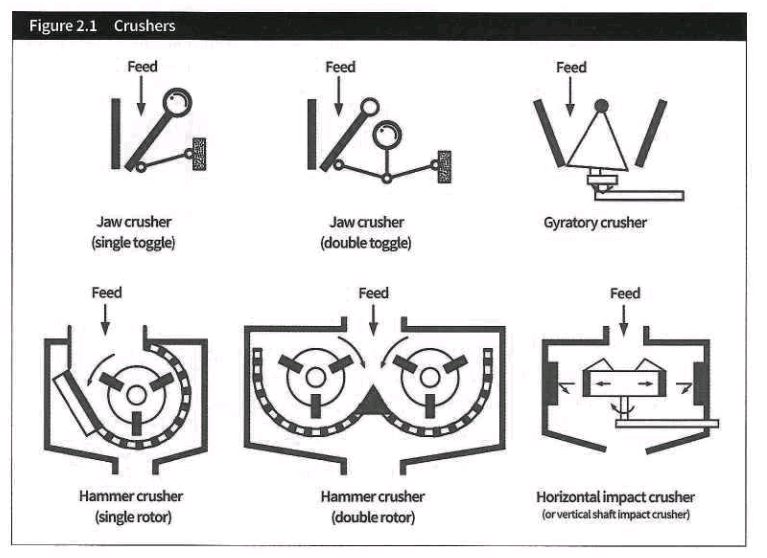
Horizontal or vertical impact crushers have been a fashionable choice because one machine can reduce run-of-quarry feed to mill feed size with the crushing path gap varied by hydraulic pressure.They are not the answer to all problems and sometimes entirely unsuitable.Some other types are illustrated in Figure 2.1.
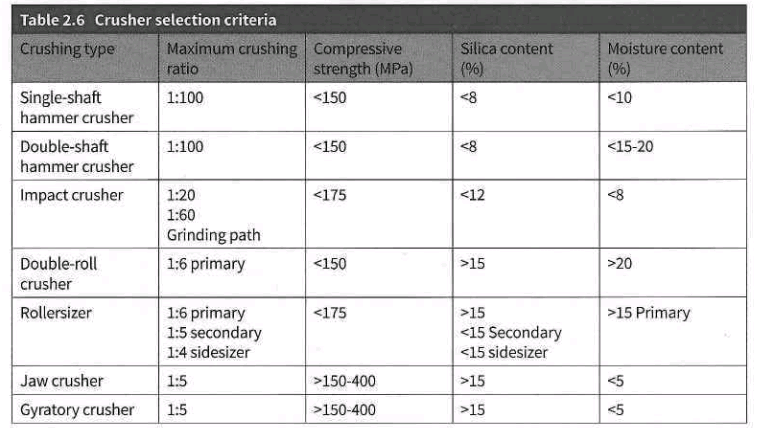
Crusher selection depends on various factors, including the work index of the material, its abrasiveness and stickiness, the required throughput, feed size and required reduction ratios, and power consumption. Reich (2007) discusses these matters and provides Table 2.6 to assist in selecting ThyssenKrupp crushers.
Hammer mills (single and double horizontal shaft) operate by material falling into the circle of the rotating hammer(s) and beingimpacted both by the hammer(s) and the breaker plate. The discharge is partially or wholly screened by grates) whtch risk plugging indamp conditions.
The CenterSizer crushes material between teeth inthe middle of a cru:shingchambe r,with the required
- shear and tensile forces generated by high rotor torques at low circumferential speeds. Feederfines can pass between the rolls without being further crushed,providing low power consumption, wear rate, and fines content. A SideSizer crushes material at the sides between crushing teeth and adjustable crushing combs.
Double-toggle jaw crushers have a simple wmpression motion with jaw angle of 15-20.,while single toggle jaw crushers also have a measure of vertical jaw motion, adding attrition to.compression. They can handle some sticky materials, butwear increases.
Gyratory crushers operate by pressure between a gyrating cone and a stationary or spring-loaded crushing ring.Cone crushers are 9Mthervariant.
Double-roll crushers employ a combination of shear and tensile forces. Counter-rotating rolls with low speed and large teeth can accommodate both hard rock and wet, sticky clay.
Monitoring of crusher operation requires the following data:
- production rate (tph) operating hours (h)
- involuntary downtime (h)
- feed moisture(%)
- product screen analysis.
Drying
The handling characteristics of materials relative to moisture content vary widely. In general, a raw mill can dry materialof up to 15 per cent overall moisture, but pre-drying may be necessary for certain material (or incertain seasons) to facilitate handling. On the other hand, pre-dried materials may also causeserious handling problems. Steam evolution from hot material caus-es build-upand can plugdust collectors, whilst the dry fine fraction is liable to flush from intermediate storage. There are advantages in both handling and heatconsumption if raw materials can betaken to the raw mill and dried within it.
Drying is commonly carried out incombined crusher-dryers or occasionally in autogenous mills, using either dedicated hot gas generators or waste heat from the kiln exhaust. The air flows require dust removal and their high humidity has favo.ured electrostatic precipitators over bag houses.
Monitoring includes:
- production rate (tph) and operating hours (h)
- involuntary downtime (h)
- hot gas temperature (·C) and discharge gas temperature (‘C)
- feed moisture (%) and product moisture (o/o)
- heat input (for dedicated heat generators) (kcalfkg).
Heat consumption is most conveniently calculated on equiva lent dinker basis so that it may be combined arithmetically With kiln heat to assess total process heat.
Pre-blending
If the limestone and day/shale both have high[ycconsistent properties, or if differences in form would result in segregation, there may.be justification for handling each separately up to raw mill feed and proportioning them with the mill feeders. More commonly, low-frequency, day-to-day material variation can be mitigated and buffer storage more economically provided, by a mixed pre-blend stockpile;either longitudina lor circular. Strictly speaking, ‘homogenisation’ refers tb a single material and ‘blending’ to two or more. ‘Pre-homogenisation’ refers to homogenisation before the materialis sent to the raw milland is most frequently applied to the main raw mix component, limestone. Where two materials are to be blended, they are fed to the pile inthe desired proportion.
The limestone (and clay/shale if premixed) are metered and fed simultaneously to a feed conveyor.
There are two major stackingsystems (see also Figure 2.2).
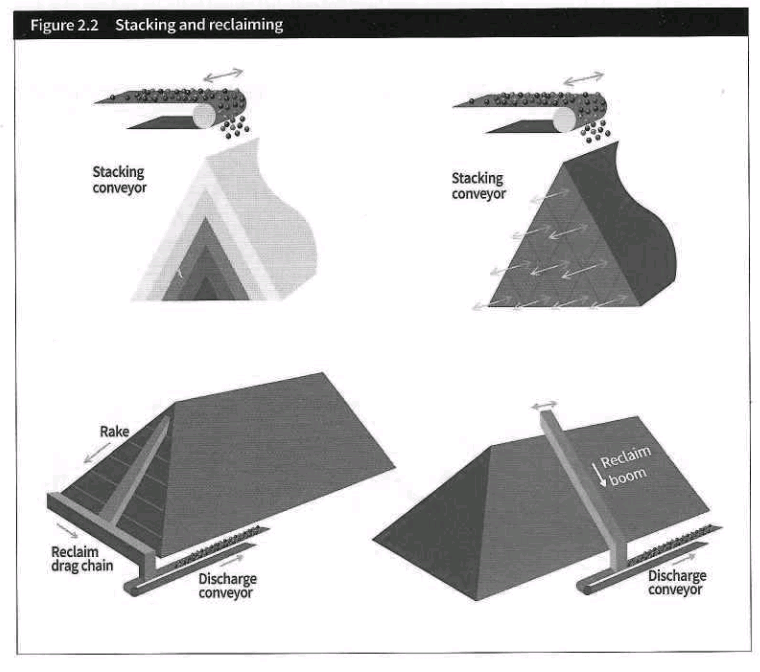
Chevron stacking in layers along a single axis with the feed conveyor sweeping backwards and forwards along the length ofthe pile (Figure 2.2.1). Here, finer material is found at the centre of the pileand coarse inthe lowest level and near the surface.
Windrow stacking in longitudinal strips side-by-side and then in successive layers; avoiding the segregation of larger material (>lOOmm) falling to the foot of the pile, and managing the material reclaimed from the typically off-target end cones which characterise chevron stacking (Petersen, 1994) but otherwise there is little difference in blending efficiency. The windrow system requires a more complex and expensive stacking belt arrangement (Figure 2.2.2), but shows advantages when treating a blend of materials with different handling characteristics (Paone et at,WC 2017).
Chemical analysis of material fed to storage is essential, especially if premixed. This may be either by continuous sampling followed by periodic conventiona lanalysis (Andersen and Pedersen, 2004, and Narayanan and Koenig, 20041-2), or by neutron activation methods (Foster and Bond, 2006; Leetham, 2008, and Harder, 2009),continuously analysing a portion of the material flow diverted to fall though a chute or, better,the whole stream of material traveling on a belt. The latter method has the obvious advantage of rapidity and avoids a very difficult sampling problem.
The main objective of blending is to achieve target consistency of chemical analysis. At intermediate process stages it is convenient to consider the improvement ratio as a measure of effectiveness. This ratio relates to a chosen parameter, eg, LSF or carbonate content. Typically, the standard deviation of results for 24 samples taken hourly is used as a guide. In-pit blending can iron out relatively long-term
or day-to-day fluctuations in material properties, whilst in-plant equipment compensates for short term fluctuations that occur with a.n hour-to-hour frequency, or even more rapidly.
Pre-blend effectiveness (the ratio of estimated standard deviations [s] for feed and product) is approximately related to the number of layers [N] by:
![]()
![]()
Typically, a pile is built of 100-400 layers, yielding a blending ratio of 3-6 for raw data and 6-15 if the variations within each reclaimed slice are ignored (which should be eliminated by normal handling) (Labahn,1995).
Recovery from the piletakes place transversely to the longitudinal stacking, by end or side reclaim:
End reclaim
various systems to scrape an entire end face with a transverse scraper at floor le.vel moving material to a discharge conveyor (Figu(e 2.2.3).
Side reclaim a boom-mounted scraper working end-to-end along the side of the pile. This gives less effective blending and recovery flow rate is not constant (Flgure 2.2.-1}.
Two piles are normally operated, one being built while the other is recovered. Length-to-width ratio should be at least5:1.The pre-blend pile isusually the princlpalbuffer storage between quarry/crushing and raw milling. It should be minimally sized to maintain mill feed during the longest anticipated interruption in the supply of new rock – probably the weekend shutdown of the quarry, or the time required for maintenance of crushing equipment. Total capacity of 7-10 days consumption is normal, ie, around 30,000-40,000t of materialfor a 3000tpd clinker plant. Pre-blend piles are usually covered, both to prevent rainfall on fine absorbent material, and to containfugitive dust.
Circular pre-blends are sometimes employed to save space and avoid the difficulties caused by end cones but do not allow subsequent expansion and present a challenge when a switch ismade between different types of clinker, each with distinctive chemistry.
Pre-blending should be monitored for compositional V?riation of feed and discharge to determine a blending ratio.
The effort to reduce variability starts with quarry planning and managemeRt. A modelof the quarry in compositior: al terms is crucial and, with a quarrying plan, allows predictions for the general manner in which variations will occur asthe reserves areexploited. Such work identifies genera ltrends for changes that appear over periods of weeks, months or years and that can be evened out by use of appropriate equipment and work ing patterns. A stockpile constructed over a period of days has the potential to reduce variations which occur over a similar timescale. Resi.dence time studies of conventional raw milling circuits suggest that these can even out.variations occurring over periods of up to about 20 minutes. Later, after treatment In blending silos, raw meal variability undergoes a further small improvement, either due to layering into Cl selection of kiln feed silos from a single blendingsilo or as a result of internal layering and funneling. To achieve optimum performance a comb.ination of blending components should be used to best match the full spectrum of periodicity of raw material variability.
By way of.example,quarry face variability might be 40, which could be reduced by a factor of 1.2 by the time material arrives at the blending stockpile,which could improve matters by a further factor of 6.Moving from the raw mill hoppers to the blending silo could intr{)duce a further ratio of 2:1before a significant 6:1 improvement upon blending silo treatment, followed b { a further 1.2:1 improvement during feeding to the kiln system. These improvements are cumulative and, multiplied together, indicatethe overall system capability as.:S6.4- more than sufficient to reduce the quarry face variation below a typical kiln feed target variability of <1. It is essential that all components in the system work together. If the stockpile equipment fails, then the cumulat ive improvement in variabi lity drops to a meagre 14.4, insufficient to cope with the quarry face material.
Apparently insignificant changes to quarry operation – often by newly-arrived managers – can have significant impacts upon plant performance that are not always immediately apparent.
Storage and handling
Bulk material handling is a major activity and bins for raw materials, intermediate products and finished cement must reliably provide controlled flows of materials upon demand. The tonnages of material to be stored at various process stages are outlined by Deolalkar in Chapter 13 of his book (Deolalkar,2009), while his Chapter 16 discusses the features of materials handlingsystems.
Hoppers and silos may be intermediate stores to compensate for differences indemand of subsequent processes, or feed bins installed for feed rate control to equipment. They may be designed for.
- mass flow, where material at every point is in motion during This requires smooth walls and steep sides with no abrupt transit ions.
- funnelflow, where material from the top surface discharges through a vertical channelabove the outlet, while surrounding material remains This occurs particularly in squat silos and hoppers with insufficiently steep walls.
Funnel-flow is the most common. Bins may either be flat-bottomed or equipped with discharge aids. It istypica lfor large-volume stores and is considered acceptable where:
- non-cohesive (free-flowing) products are involved
- product segregation is unimportant
- product degradation, including lump formation, poses no problems
- feed rate consistency is not of prime
Hopper and silo flow processes are reviewed by Bresler (2003). Funnel-flow bins can typically not be completely emptied, resulting in reduced live capacity. The material discharge order is in a ‘first-in, last-out’ (FILO) sequence.
Bulk solids do not flow.consistently in vertical or very steep channels and tend to form both rat-holes and temporary arches above voids, leading to erratic discharge rates.
The mass-flow concept is preferred for feed bins and is also recommended for storage purposes with cohesive products or where qualitative consistency of the reclaimed product is important.
Mass-flow bins typically have a slender shape, steep wall slopes and relatively large outlets. Flow out is uniform, independent of the material head. The flow sequence is ‘first-in, first-out’ (FIFO), avoiding product deterioration due to excessive storage in rest periods.
The bulk materials most difficult to extract are generally those containing a substantial quantity of both fine particles and moisture. Wet day materials are particularly prone to difficulties and specially designed wet-store feeders may be required (Maynard, 2001).