Contents
Drying of raw materials
TO BUY MOST IMPORTANT BOOKS IN CEMENT INDUSTRY CLICK HERE
Generally in the dry production process, the moisture content of cement raw materials requires drying before grinding. The moisture content of limestone is up to approximately 8 %, that of marl is up to 15 0/o, and clay has a moisture content of up to 20 %; wet granulated high furnace slag contains up to 35 0/o. Coal also usually requires drying.
In addition to drying-grinding, where drying takes place during the grinding process, the drying in the cement industry is performed in drum dryers, rapid dryers (equipped with paddles), impact dryers (impact crusher with drying arrangement), tandem drying grinding (a combination of a hammermill with an air swept ball mill), in mechanical air separators, and in autogenons grinding mills (Aerofall-mill).
Based on practical experience it is known that the lowest energy consumption always results from a process, where both procedures, i.e. drying and grinding, are performed separately with coarse size reduc tion of the raw material prior to entering the mill [47c, d, e, f, g, h]. Also, when grinding moist clinker, the moisture content negatively influences the grinding efficiency; chapter 10.5. of this book shows data demonstrating this fact.
In principle, the drum dryer is a welded sheet iron cylinder with a sheet gauge of 10-20 mm, depending on the size of the drum. The length of drum dryers is up to about 50 m, with diameters up to 5 m. The drum dryer which is commonly supplied with two riding rings, turns on two pairs of rollers. The most efficient LD ratio (length/diameter) of the dryer cylinder lies between 8 and 10.
The slope of the drum dryer is in the range of 3- 6°. Larger drum diameters require a smaller slope. The speed of rotation is approximately 2-5 rpm at a circumferential speed of approximately 0.30 m/s. The dryer feed passes the drum dryer in about 20-40 minutes.
Drum dryers are constructed as:
Counter-flow dryers
Counter-flow dryers with opposing flow direction of material and hot gases; the hot dryer gases enter the dryer where the dried material leaves the dryer. Since the dried material comes in touch with the hot test gases, this kind of drying may cause strong over heating of the dryer feed, which, when drying limestone can cause undesirable partial dissociation of the calcium carbonate. The temperature differences between the hot gases and the dryer feed are alltogether smaller than those of the parallel current process, and the drying efficiency of a counter current drum dryer is therefore lower than when drying in parallel current.
Parallel-flow dryers
Parallel-flow dryers with co-current flow direction of material and hot gases. The hot flue gases combine directly with the fresh moist material. Due to the high temperature and moisture gradient, the largest amount of water is removed in the first part of the drum dryer; the evaporation of water in the remain ing part of the drum dryer is therefore relatively low. For a more intensive drying, the temperature of the gases entering the cocurrent dryer can be increased, if necessary, without adverse consequences to the dried material. Also the final moisture content can be controlled as required.
Selection of the drum dryer
When selecting the type of drum dryer, the physical properties of the material to be dried should be a first consideration, and then the particle size, tendency to change the structure during drying, behavior towards hot gases, required drying time, etc.
Plastic raw materials such as clay and loam are preferably dried in parallel flow in order to prevent the coagulation or blocking in the feed end of the cylinder, which could result from direct action of the hot gases with the moist material.
Plastic materials dried in counter-flow cause a considerable slow down of the feed motion in the drum dryer and thus a decrease in the drying capacity.
Drying of coal in parallel-flow greatly reduces the danger of ignition of the dry coal in the drum dryer. When drying in counter-flow the already dry coal contacts the fresh flue gases, favoring ignition of the coal.
Also, drying in parallel-current generates more dust than drying in counter-current.
Drum dryers are frequently located behind the modern preheater kilns; thus the exit gases from the drum· dryers are cleaned in the rotary kiln’s dust collector.
Kind of moisture
The moisture contained by cement raw materials can appear as:
- Free moisture, i. e. water appearing on the surface of the material particles.
- Capillary water, e. water filling the texture interstices of the material particles.
- Adsorption-moisture, e. water which is adsorbed on the surface of the material.
Chemically bound water appearing in clay minerals, as e. g. in kaolinite, is not designated as moisture. Removal of this water causes a change in the structure of the particular mineral.
Each of these particular types of moisture requires a specific heat consumption for drying and a different drying time; this has to be determined in each case by drying tests.
Heat transfer
Convection heat exchange, i. e. where the material particles are brought into direct contact with the hot gases, is the dominant factor in direct heat rotary dryers. Conduction and radiation play only a small part in conveying heat to the material and can be neglected. To secure maximum utilization of the con vection heat transfer principle, the interior of the drier cylinder is fitted with lifting flights or shelves for cascading the material insuring long and intimate contact with the flue gases.
Factors influencing the heat transfer in a drum dryer are:
- Speed of rotation of the cylinder;
- Temperature of the entering gases;
- Gas velocity inside the dryer;
- Kind, size and surface of lifters;
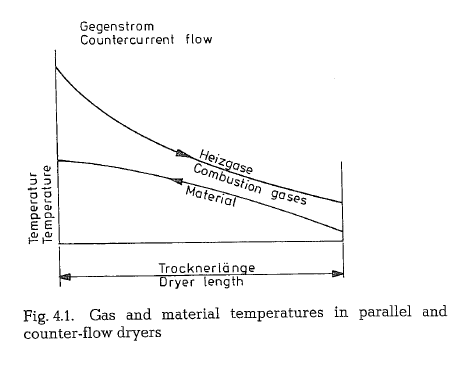
The higher the number of revolutions of the dryer cylinder, the better the heat transfer from the gas to the material. The temperature of the entering gases should be as high as possible. A high temperature difference between gases and dryer feed insures a better heat transfer.
This is shown in Fig. 4.1.; here is a representation of gas and material temperatures of a drum dryer working in parallel-flow and in counter-flow. It can be seen that due to the higher temperature difference, the efficiency of parallel-flow drying is better than that of counter-flow. Generally, moisture is reduced to approximately 1 %, since complete removal of moisture requires a disproportionate amount of heat.
The gas velocity in the drum should be consistent with a maximum of heat transfer. To prevent excessive dusting, the gas velocity at the drum dryer exit should amount to approximately 2-3 m/s.
Temperatures
In direct heated dryers, the maximum temperature for the flue gases entering the drier drum is about 650 C.
In parallel-flow drying, when applying special drying procedures, higher temperatures of entering flue gases in the range from 750-975 C can be employed.
Heating during drying should not cause chemical change in the raw materials. Limestone dissociates at approx. 800 o C, according to the equation CaC03 -+ CaO + C02. Material temperatures should be kept lower during drying. On the other hand, kaolinite in the clay, loses its chemically bound water at 400- 450 oc, according to the equation: Al203 • 2 Si02 • 2 H20 -+ Al203 • 2 Si02 · 0.5 H20. This circumstance should be taken into consideration when proportioning the raw material components gravimetrically.
Granulated high furnace slag devitrifies at approximately 700 oc, thereby losing its hydraulic properties. This fact has to be considered when drying high furnace slag.
Temperature control of the flue gases is expedited by adding cold ambient air. This is performed in a special mixing chamber, which is located between the fire box and the drum dryer. An excess air rate of approximately A = 2-3.5 is applied for operation.
To avoid possible condensation of water vapor con tained in the gases, dryer gases should leave the drum dryer with a temperature of approximately 120-125 C.
At low exit gas temperatures, the natural stack draft does not suffice to overcome the hydraulic resistance of the drying plant. Therefore, drying plants are almost always supplied with draft fans.
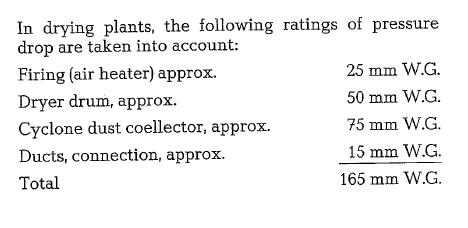
Pressure drop
The pressure drop of drum dryers depends upon the length and diameter of the cylinder, the kind of built-in flights, the rate of hold-up, the speed of rotation, etc. For the cylinders as such, 35-75 mm of water gage are taken into account. Grate firing has a pressure drop of 45- 60 mm W.G.
Inserts
Basically, there are two kinds of built-in installations: lifting flights and sectional lifters.
Lifting flights are shown in Fig. 4.2.
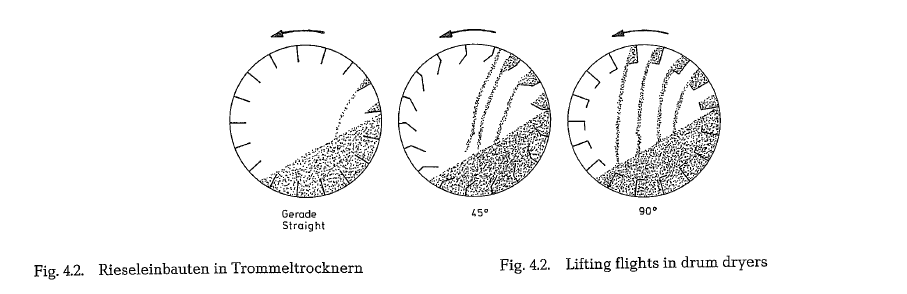
These built-in flights cause almost the entire crosssectional area of the dryer drum to be filled with free falling dryer feed in order to achieve repeated and thorough contact with the dryer gases. Lifter flights are used for drying of plastic materials, since these installations decrease the tendency to stick. These kinds of installations sometimes cause a higher rate of dusting. The working of the straight, 45 deg. and 90 deg. bent lifters is shown in Fig. 4.2. Straight lifter flights are used rather at the feed end of the dryer for sticky and wet materials, whereas 45 deg. and 90 deg. bent lifter flights are used for free flowing or less moist materials.
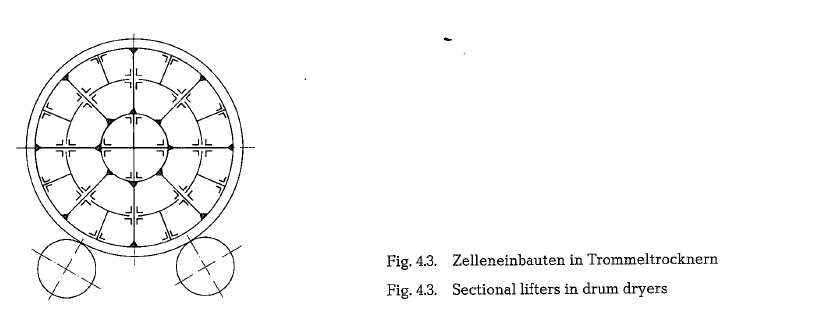
Sectional lifters as shown in Fig. 4.3., divide the cross-section of the dryer cylinder into several sec tors. This prevents the free fall of the dryer feed and, by frequent turn over, insures a thorough contact with the hot gases. Sectional lifters cause less dusting.
Spiral flights are usually provided in the first few feet at the feed end to accelerate forward flow from under the feed chute or conveyor and to prevent leakage over the feed end retainer ring into the gas seal.
Hold-up
The usual hold-up rate in drum dryers with lifter flights amounts to 12-15 %; sectional flights can increase the hold-up rate up to 25-30 %. The higher hold-up rate increases dryer efficiency by 30-50 % for the same size dryer.
Specific heat consumption
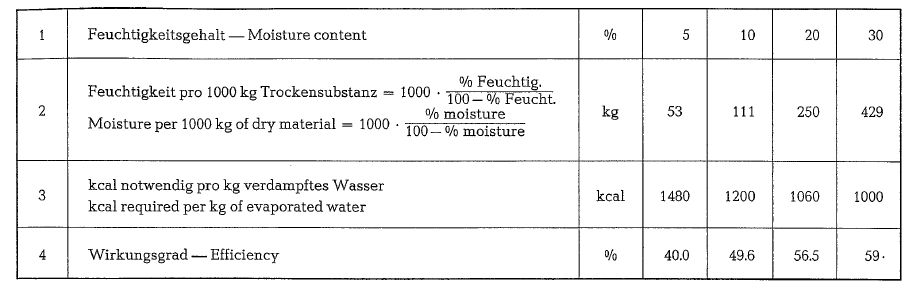
Table 4.10.1. contains data on the specific heat con sumption for drying of cement raw materials at exit gas temperatures above 100 C. These figures can be used as a basis for sizing drum dryers [47b].
Energy consumption for operation of drum dryers is within the range of 2-3 HPh/t of dry product; this does not include the draft fan.
Heat balance of the drum dryer
The total heat supplied into the drum dryer is distributed approximately as follows:
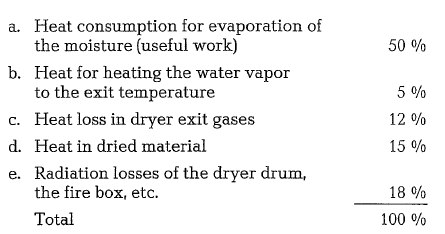
Accordingly, the efficiency of the dryer is 50 %, i. e. only 50 % of the heat introduced is converted into useful work; the balance is lost. This applies to 10 % moisture in the material. At a higher moisture con tent the efficiency might be better, 55 % or higher.
Rate of evaporation
The work of a drum dryer is characterized by the specific rate of evaporation; this is the evaporated amount of water in kg per hour per 1 m3 of cylinder volume. This figure is also designated as intensity of evaporation; this intensity depends on the physical properties of the material, its particle size, the kind of moisture, the initial and final moisture content, the temperature of the flue gases, as well as on the design features of the dryer.
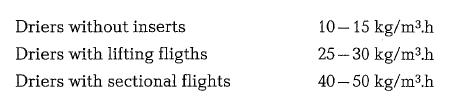
The rate of evaporation for drum dryers is:
Capacities of drum dryers
Table 4.13.1. shows capacities of drum dryers equipped with sectional flights, when drying lime stone, marl and clay with 10% and 20% moisture.
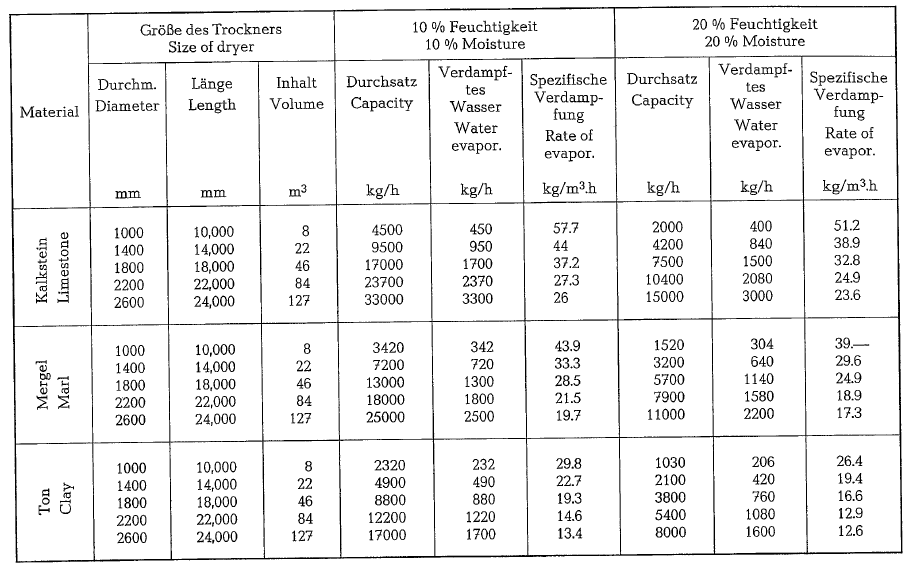
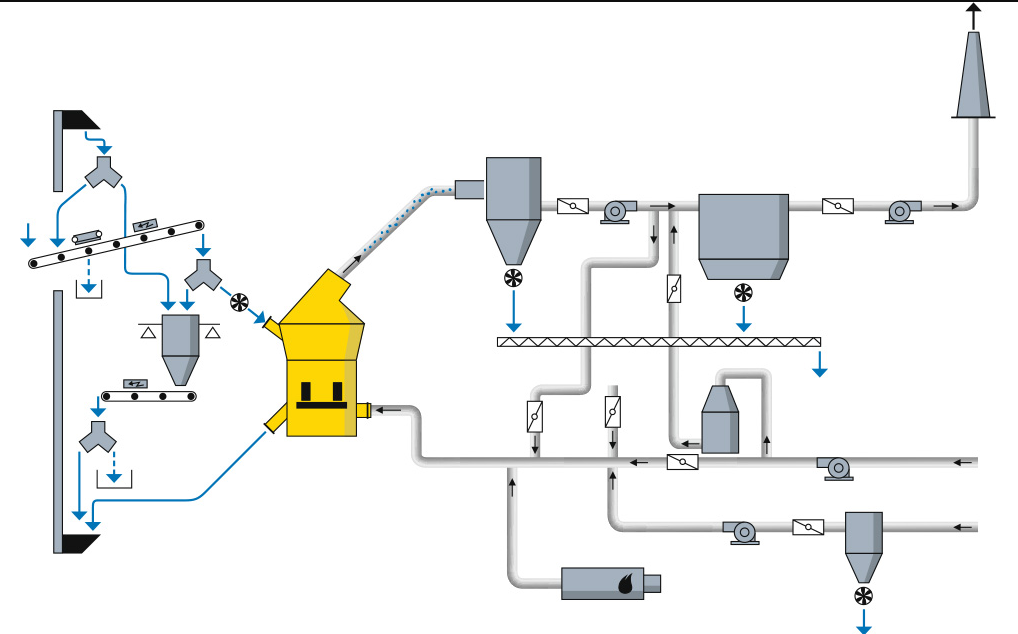
Fig. 4.4. shows the arrangement of a raw material drum dryer with a Humboldt twin type raw mix sus pension preheater and a grate type clinker cooler with complete waste heat utilization from both units at a very high moisture content.
Fuels
For drying of cement raw materials, such fuels as coal, oil and fuel gas can be used for firing. Drum dryers are also operated with waste gases from rotary kilns as well as with hot exit air from grate clinker coolers. The combination of rotary kiln, clinker cooler and drum dryer saves fuel cost but complicates plant operation. On the other hand, the opinion prevails that at the present state of plant design and process control, combined plant operation is safe and reliable. The present energy situation makes combined plant operation a necessity. Also, combined operation allows for saving the investment cost of at least one dust collector system.
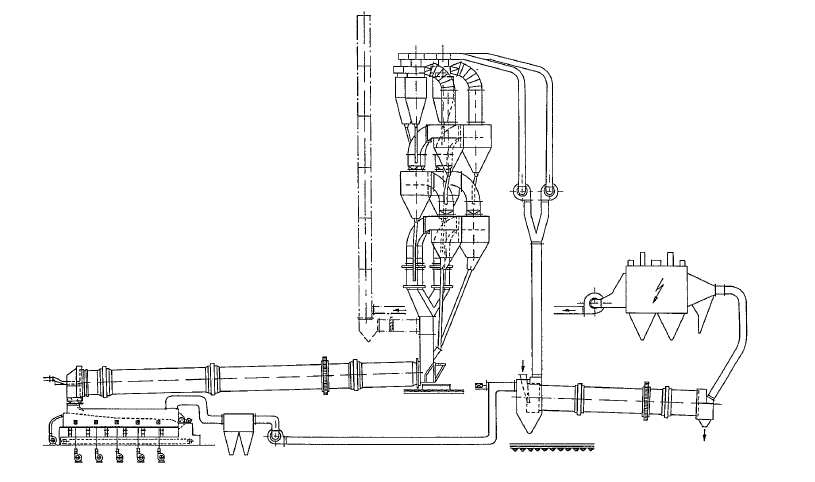
Fig. 4.4. Raw material drum dryer working in conjunction with a Humboldt twin type raw mix suspension preheater and a clinker grate cooler with complete waste heat utilization for a very high moisture content.
When using coal, simple flat grate furnaces as well as automatic grate and coal dust firing are applied.
Gas firing is also in use, but mainly as fuel for air heaters.
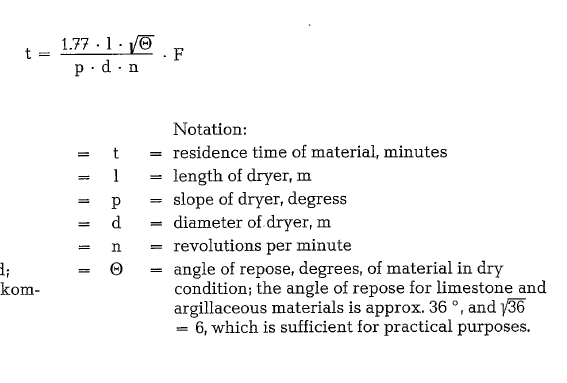
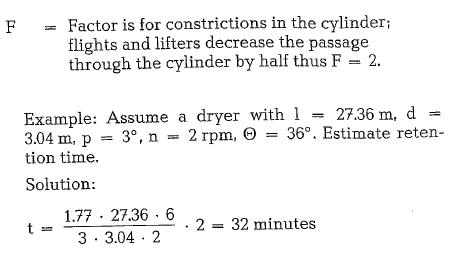
Material passage through drum dryers
The U.S. Bureau of Mines formula [48] for passage of particles through rotary cylindrical kilns is:
Drying-grinding
The characteristic feature of the drying-grinding process is that two different processes are generally per formed in the grinding mill. Frequently, auxiliary equipment of the grinding circuit is also employed in the drying procedure, to increase the drying efficiency. The heat consuming items are approximately the same as specified in the chapter concerning drum dryers.
If should be emphasized that drying occurs during comminution, therefore the heat exchange is expe dited. On the other hand, such is not always the case when drying in the drum dryer since capillary mois ture sometimes remains in larger particles.
The heat supplied to the mill can be reduced by the amount of grinding heat generated during the grind ing process (see section 10.6 “Grinding and generation of heat”).
In many countries, it is general practice to utilize the gases from rotary kilns and clinker coolers in the drying-grinding process. Temperatures of waste gases are relatively low. When dealing with higher mois ture contents, greater quantities of waste gases have to be applied, or high temperature gases employed.
Therefore, utilizing waste gases, requires large mill cross-sections and increased diameters of trunnion bearings, as they are applied e.g. in autogenous mills and in the Polysius’ Double Rotator Mill for the introduction of hot gas from both ends of the mill.
Loesche, Polysius, Pfeiffer and Raymond roller mills are equipped with convenient cross-sections for gas passage. Also hammermills, impact hammermills, and in most cases, separators, are included in the grinding circuit for the purpose of material drying.
When calculating the amount of exit gases from a drying-grinding plant, the following should be taken into consideration:
- The amount of water vapor from the moisture con tent of the
- The heat required for evaporation, using a prac tical figure of 1250 kcal/kg of
- The amount of flue gas when generating the required heat.
Water vapor from raw material and the amount of flue gases, constitute the total volume of gases generated during drying-grinding. To this, approximately 15 % should be added for leakage air entering the system by suction.
The volume of the exit gases should be reduced to the temperature of the gases leaving the system, which generally is in the range of 90 o C.
In the following, several schemes of closed circuit grinding plants are presented, with different applications of the hot gas stream to the material to be dried.
Drying-grinding in ball mills
Fig. 4.5. shows a closed-circuit grinding plant where the drying is performed in the mill. For a better drying efficiency, a pre-drying compartment is arranged in front of the grinding compartment of the mill. The pre-drying compartment is equipped with lifters, but has not grinding media. The pre-drying compartment is separated from the grinding compart ment by a partition. Flue gases enter and leave the mill through the feed and discharge trunnion. According to KHD Humboldt Wedag AG, the spe cially designed and enlarged inlet trunnion or slide shoe bearing of tube mills with drying compartments, allow the utilization of large gas volumes. This applies also to tandem drying-grinding mills. Here, the intake of any gas volume is feasible, since it is possible to size the ·pneumatic system independently upon the mill dimensions (Fig. 4.5.-4.8., 4.11. and 4.12. KHD Humboldt Wedag AG, Koln).
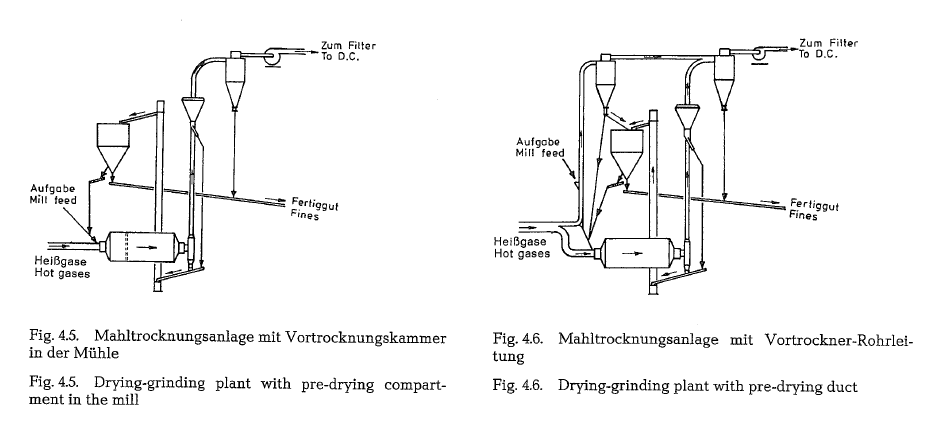
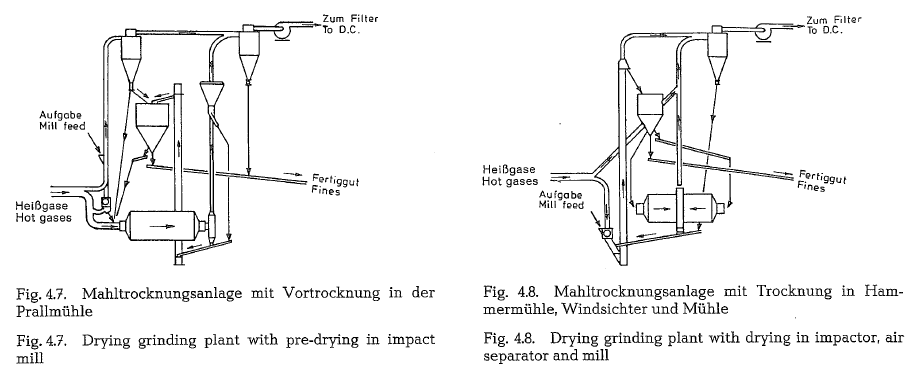
Fig. 4.6. shows a drying-grinding arrangement with predrying performed in a separate pre-drying duct into which the moist mill feed is fed. One part of the hot gas enters the drying duct, whereas the other part enters the mill. Coarse particles fall directly into the mill feed pipe; the fine particles are carried upwards and simultaneously dried by the hot gas stream, precipitated in a cyclone, and then directed into the mill. This arrangement has a higher drying efficiency than that shown in Fig. 4.5.
This arrangement is also used by Krupp-Polysius for cement grinding plants where moist material components (blast furnace slag, puzzolans, etc.) have to be pre-dried [48e].
Fig. 4.7. shows generally the same arrangement as presented in Fig. 4.6. with the exception that an impact crusher is placed ahead of the mill feed pipe . This is for the purpose of performing size reduction of the coarser particles by impact, exploiting the advan tage of the impact crushing-drying effect, as des cribed in section 4.17. Impact drying. This arrange ment provides for efficient drying but the advantage of drying should be balanced with the cost of steel wear of the impactor and the energy of running their impactor.
Fig. 4.8. shows a drying-grinding arrangement, where pre-drying is performed in an impactor and the main drying in a mechanical air separator. A certain amount of drying is also performed in the bucket ele vator. Drying in the bucket elevator as an auxiliary drying aid can often be found in American cement plants. Mill feed is primarily directed into the mechanical air separator, and separator tailings are fed into the mill. The mill has a center discharge. When employing only a. mechanical air separator for drying, raw material with up to 6 % moisture can be dried. A heated impactor along with a heated bucket elevator allow for a higher initial moisture content of up to approximately 8 %.
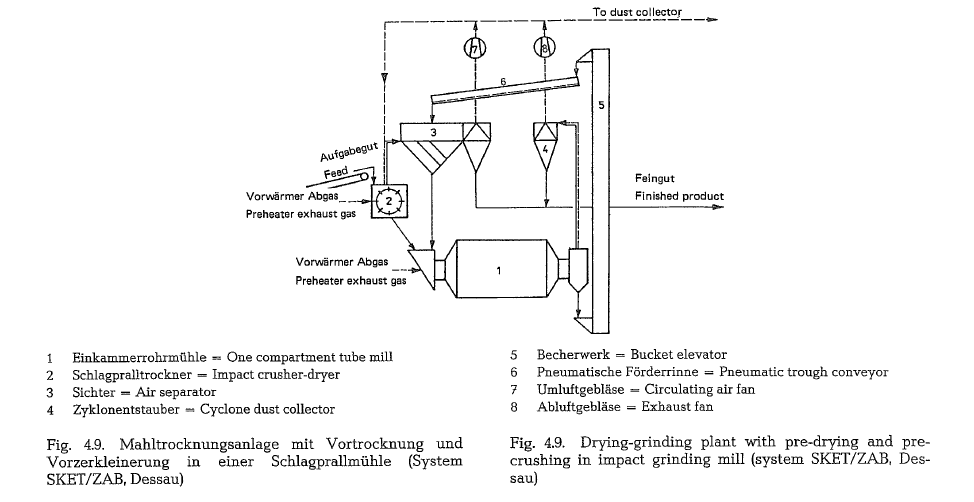
Fig. 4.9. shows a grinding system with pre-drying and pre-crushing of the SKET/ZAB, Dessau.
The peculiarity of this system is that the impact crusher-dryer which discharges mechanically the main part of its feed directly into the raw mill, is con nected in series to a separator with external blower. In that way, the exit gas with a dust load of 500- 800 grams/m3, can be cleaned in a simple way without impairing the separating process. Presently, such grinding plants are constructed with capacities up to 320 t/h (metric) of raw mix with 85- 88 % passing the 170 mesh sieve. The ball mill used for this grinding system is a one-compartment mill with a low length/ diameter ratio, and is furnished with classifying liners. According to the moisture content of the raw material, 60- 70 % of the preheater exit gases are led into the impact crusher-dryer, which allows for removing of moisture contents of up to 6 %. Depend ing on the requirements, the remaining preheater exit gas can be drawn by a fan through the ball mill, after passing an air-flow classifyer. Detailed operating results of this kind of drying-grinding plant are reported in [48c].
Drying in mechanical air separator
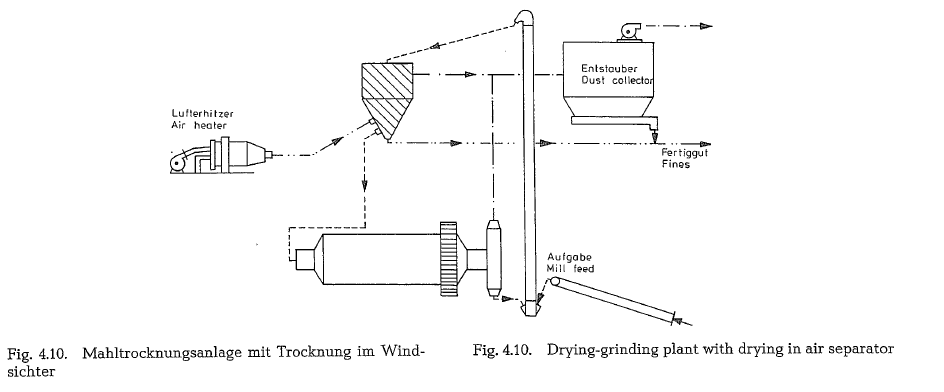
A drying-grinding process often encountered in America, is raw material drying in the mechanical air separator. The flow chart of this arrangement is shown in Fig. 4.10. Such a plant dries raw material with a moisture content of 6-8 %. Higher tempera tures generated in a gas or oil fired heater are usually employed. The temperature of the hot gas is approximatey 550 oc. The flue gas leaves the air separator with a temperature of approximately 90 oc. The pres sure drop through the air separator, which is about 100-150 mm W.G., as well as a smooth separating process, limit the amount of dryer gases passing the air separator; this restricts the drying capacity of the separator.
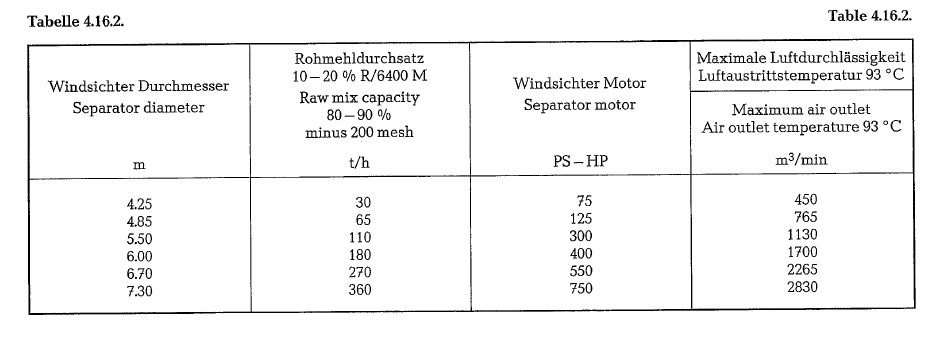
Air permeability of separators
American mechanical air separators have approximately the following air permeabilities when drying raw mix (see table 4.16.2.).
These figures should be taken into consideration when determining the drying capacity of air separa tors. The same is valid for the sizing of dust collectors.
Hot gases do not enter the mill; therefore, the moist coarse material is first fed into the mechanical air separator, where it is dried and classified. Feeding the air separator with coarse material causes considerable wear of the separator’s blades.
Drying-grinding in air-swept mills
Fig. 4.5.- 4.10. show grinding circuits with gravity mill discharge and bucket elevator for the circulating load. Fig. 4.11. and 4.12. refer to air-swept grinding mills, where the circulating load is carried pneumat ically. The advantage of the air-swept grinding mill is in its suitability for utilizing great amounts of hot waste gases, which are in the range of 2.6- 3.9 kg gas/kg of material. Thus the energy consumption for an air-swept grinding circuit is higher by approxi mately 10-12 % compared to the grinding circuit with bucket elevator [48a]. Provisions are made for an adequate amount of hot gases to enter the mill to attain a high grinding efficiency. To satisfy opera tional requirements, a by-pass arrangement allows for control of the amount of gases.
In the grinding circuit shown in Fig. 4.11., the air stream takes the ground product out of the mill and carries it upwards, first to a gravity-type separator, and then to a cyclone, where the fines are separated from the gas.
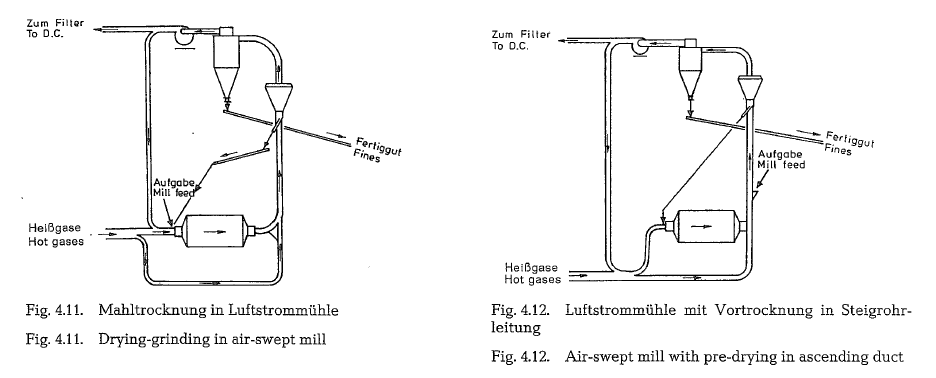
The air/dust mixture from the gravity type separator can also be directed into a dust filter (so-called direct separation), with a corresponding lower energy requirement (pressure loss of the cyclones).
For high moisture content of the raw material, the air-swept drying-grinding circuit as shown in Fig. 4.12. is used.
The raw material is fed into a pre-drying duct outside the mill for primary drying, so that only predried material enters the mill. Only a small portion of the hot gases enter the mill to perform secondary drying. For effective drying-grinding, feed particle size should be limited to a maximum of 15 mm. However, reduction of the raw material with high moisture content to the required size is difficult.
The air velocities in air-swept mills are presently 3-8 m/s. Between mill and gravity type separator the content of solid particles amounts to about 1500 grams/stan.m 3, and about 250-500 grams/stan.m3 after the gravity separator. The static pressure of the air-swept mill fan should be in the range of 55- 65 mbar.
The investment costs of an air-swept mill grinding arrangement are generally lower than those of a grinding circuit with recirculating bucket elevator and air separator.
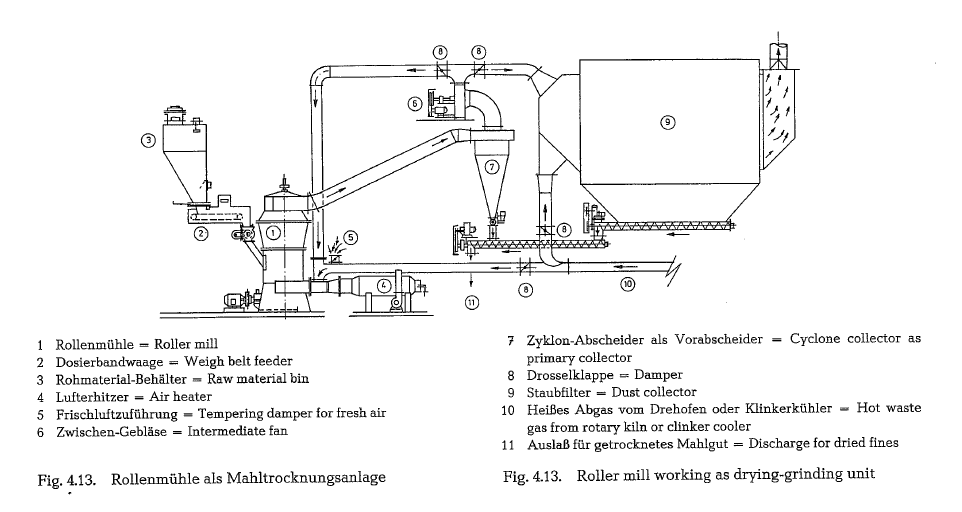
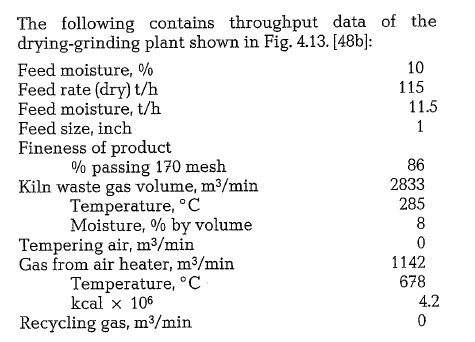
Drying-grinding in roller mills
Roller, or bowl-type mills (Loesche-mill, MPS-mill, Atox-mill, Polysius-mill, etc.) are mainly employed in drying-grinding circuits. Roller-mills are described in chapter 13 of this book. Fig. 4.13. shows the operating flow chart of a roller mill working as a drying-grinding unit.
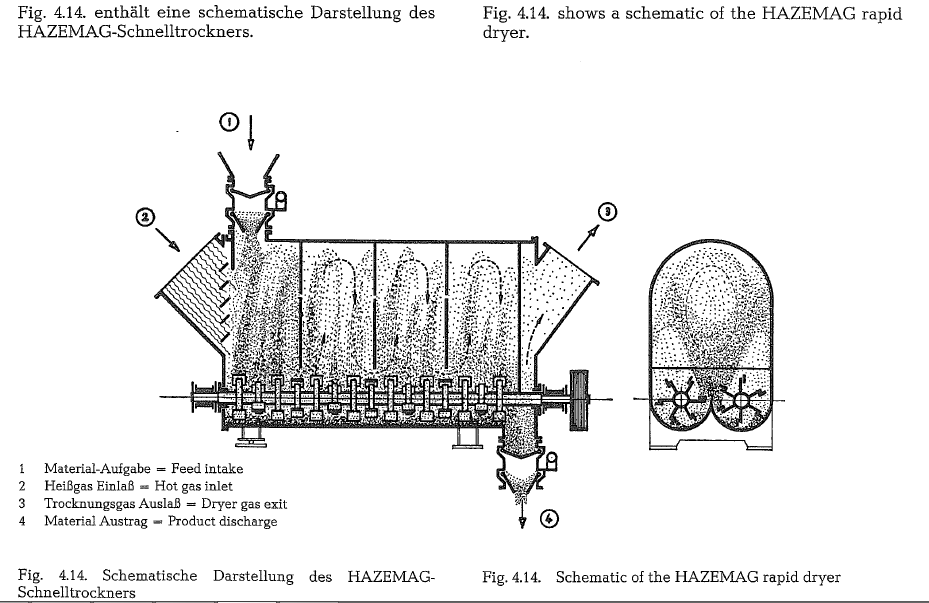
Rapid dryers
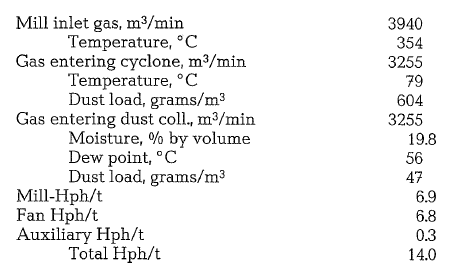
Unlike the rotary dryer, the rapid dryer is stationary and consists mainly of an air-tight cylindrical or elliptical steel shell. In its lower part, the shell is equipped with two rotating shafts which are supplied with paddles. The rotating shafts disperse the dryer feed in the hot gas stream. Thus, a large material surfaceist exposed to the hot gases creating a rapid heat transfer. The rotating action of the paddle equipped shafts carry the material at a predetermined speed to the discharge end of the dryer. Dryer gases are removed by action of the draft fan. Dryer feed and dryer gases are in parallel flow. The rapid dryer dries a variety of cement raw materials.
The hot gases to the rapid dryer can come from an air heater, or as waste heat from rotary kilns, or from grate clinker coolers. The gas inlet temperature to the dryer can be up to 600 °C.
The rapid dryer allows the use of up to 2m3 of dryer gases per 1 kg of dryer feed.
The heat consumption for drying of water granulated blast furnace slag from an initial moisture of 20 % to a final moisture content of 0.25 % is quoted as 943 kcal/kg of water.
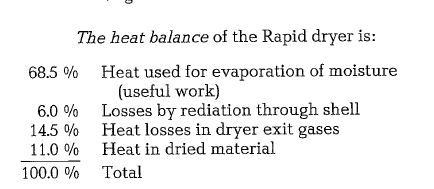
This shows that the heat efficiency of the rapid dryer is 68.5 %. This applies to 20% moisture in the dryer feed.
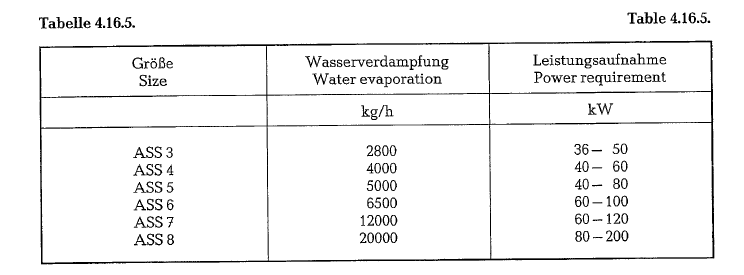
Table 4.16.5. contains sizes of rapid dryers (manufac turer: Hazemag Dr. E. Andreas KG, Munster, West falen, Germany).
The Polysius-Aerofall-mill as a drying-grinding plant
The Polysius-Aerofall-mill which is predominantly used for autogenous grinding in the preparation or ores, is now increasingly employed in the cement industry, particularly for drying-grinding of cement raw material.
The Polysius-Aerofall-mill is a short tube mill with a large diameter. The ratio of diameter to length is approximately 3 : 1 to 5 : 1.
The Polysius-Aerofall-mill is equipped inside with lifters and steering flights. The lifters have to carry the charge upwards as high as possible, in order to give the material a height great enough to assure bursting of particles when they drop and bounce.
To create a denser packing, the mill heads are equipped with steering flights, for directing the mill feed as well as the grinding media – if present – towards the mill center.
The Polysius-Aerofall-mill is shown in Fig. 4.15.1.
The Polysius-Aerofall-mill is fed through one of the mill trunnions. The ratio of particle sizes of the mill feed to those of the mill product is within the limits of 100 : 1 and 1000 : 1.
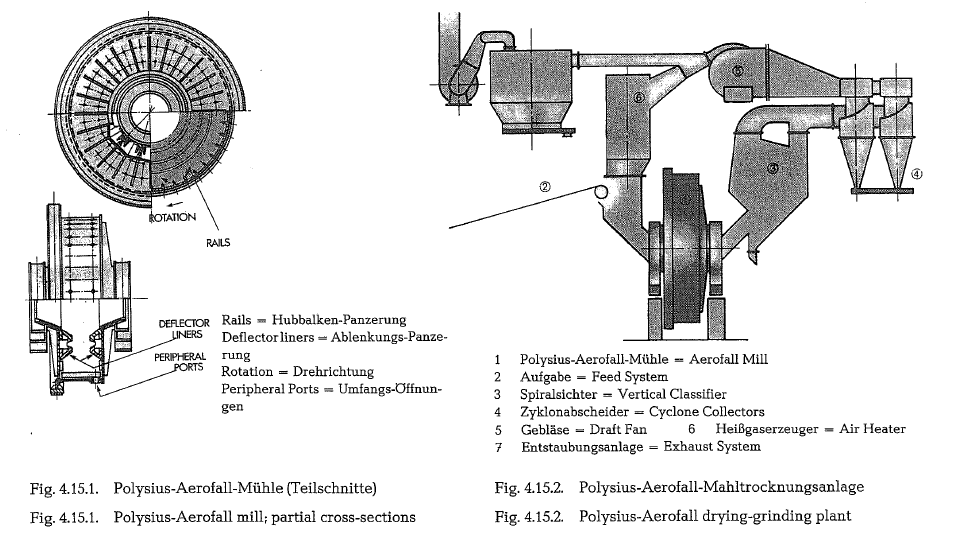
Discharge of the mill feed is performed by action of a gas stream; the velocity of the gas stream controls the particle size of the mill product. The gas enters the mill through the trunnion, seizes the mill feed and leaves the mill through the opposite mill trunnion to pass into the next line of machinery. The succeeding cyclones and separators perform the particle separation. The oversize particles are returned to the mill or are ground in a separate ball mill to the required size. This subsequent grinding of cement raw materials is sometimes indispensable.
Comminution of cement raw materials cannot be completely performed by autogenous grinding. Therefore grinding media are employed in an amount comprising approximately 6-12 % of the mill volume. With the auxiliary charge of grinding media, a better reduction by impact can be achieved. The grinding balls used are of 100-130 mm diameter.
The material loading charge of the Polysius-Aerofall mill is within the limits of 28 and 30 %.
Polysius-Aerofall-mills operate at approximately 75% of the critical speed. Frequently, however, a higher speed is employed, for example a Polysius Aerofall-mill with an outer diameter of 8.25 m is being operated at 84 0/o of the critical speed.
The wear of grinding media when grinding cement raw materials is approx. 20-50 grams/t of mill throughput. The wear of mill liners is approx. 6-18 grams/t of mill throughput. The size of the mill feed is up to 210 mm. The particle size of the mill product is minus 300 microns.
A Polysius-Aerofall-mill, 8.25 m diameter and 1.86 m long with a succeeding fine grinding mill, has a throughput of 170 t/h of dry material coming from 200 t/h of moist material; this is equal to a moisture content of 15 % referred to the moist raw material [49]. The heat requirement for drying is 1000 kcal/kg of water. The heat used for drying consists mainly of waste heat from the rotary kiln and clinker cooler; only 20 % of the heat requirement is added by separ ate heating. Half of the material ground in the Polysius-Aerofall-mill has a fineness of 1 0/o residue on the No 70 sieve, and 16 0/o residue on the No 170 sieve. The other half of the material is ground in the fine grinding mill to the required fineness. The pressure drop through the entire system is approximately 500 mm W.G.; from this, 280 mm are attributed to the Polysius-Aerofall-mill.
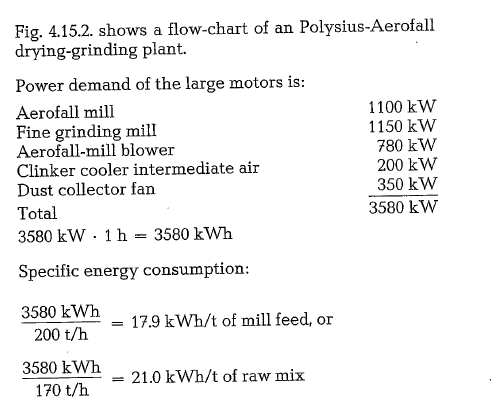
It should be taken into consideration that the Poly sius-Aerofall-mill works as a secondary crusher, pre liminary grinding mill and as a dryer. The air require ment is 1-2 m3/kg of mill feed. The air velocity inside the mill is approximately 3 m/s, and in the ducts behind the mill approx. 15-25 m/s, depending on the particle size of the material.
In 1982, Krupp Polysius AG, parent company of Poly sius Corp. in Atlanta, Georgia, USA, acquired certain assets, technologies, and the name Aerofall from the former Aerofall Mills, Inc. The acquired assets have been incorporated into the Polysius organization [48d].
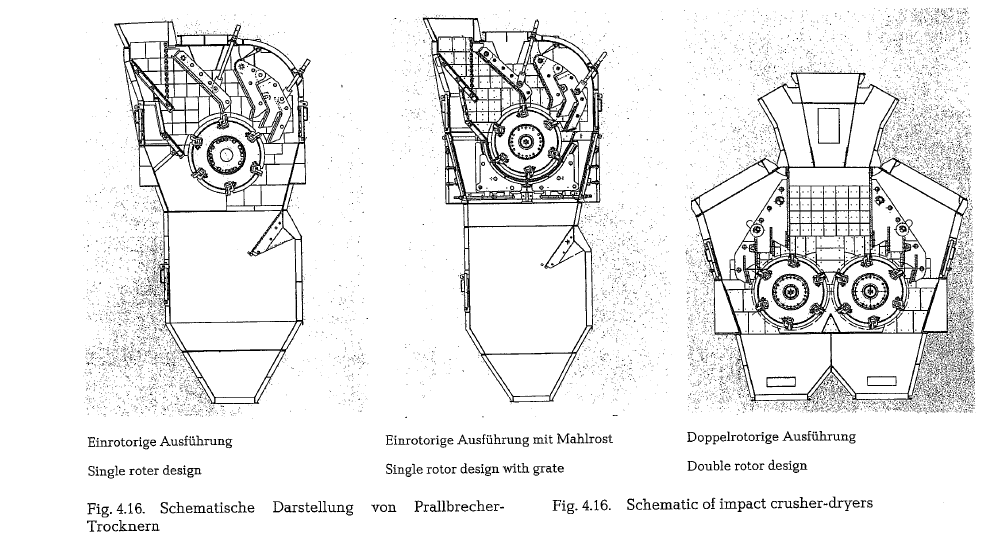
Impact drying
The degree of comminution of impact crushers is in the range of 1 : 60 to 1 : 80, depending on the hard ness of the raw material. This continuing disintegra tion causes a constant increase of surface area of the crushed material, thereby creating more favorable heat transfer conditions. The revolving rotor puts the flue gas, passing the impact crusher into a turbulent flow, thus creating a thorough contact between gas and crusher feed. Due to the favorable heat transfer conditions, the impact dryer can be operated with a relatively low temperature gradient. Raw materials with initial moisture contents up to 6 %, can be dried using rotary kiln exit gases, or clinker cooler exit air at a temperatur of 250-300 o C. Initial moisture con tents up to 12 % require flue gas temperatures of approximately 400-750 oc. In these cases supplementary heating of kiln waste gases or clinker cooler waste air can be employed [50]. Applying hot gases with temperatures of about 800 o C to the double rotor impact crusher, it is also possible to crush and dry plastic and sticky material with an initial moisture of 25- 30 % H20. To prevent infiltration of false air, feeding and discharging of the impact crusher is per formed trough double gate locks.
Fig. 4.16. shows a scheme of three impact crushers with drying arrangements. Table 4.17. contains capacity figures for impact crusher-dryers (manufacturer: Hazemag, Munster, Westfalen, Germany).
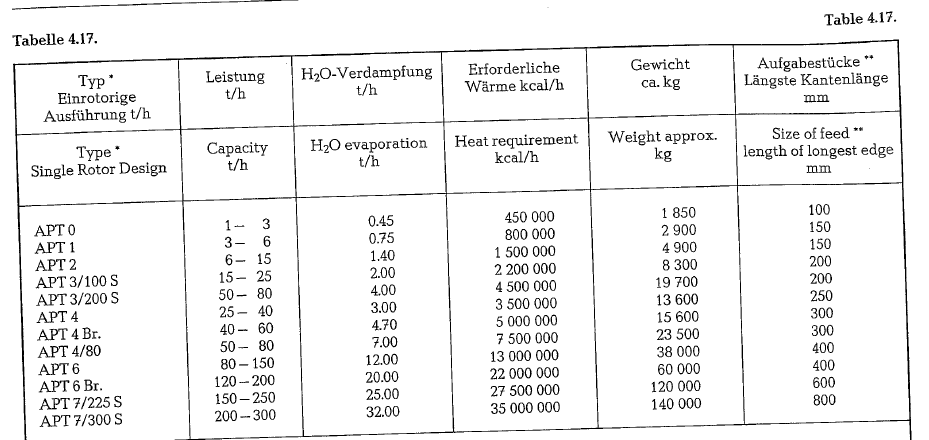
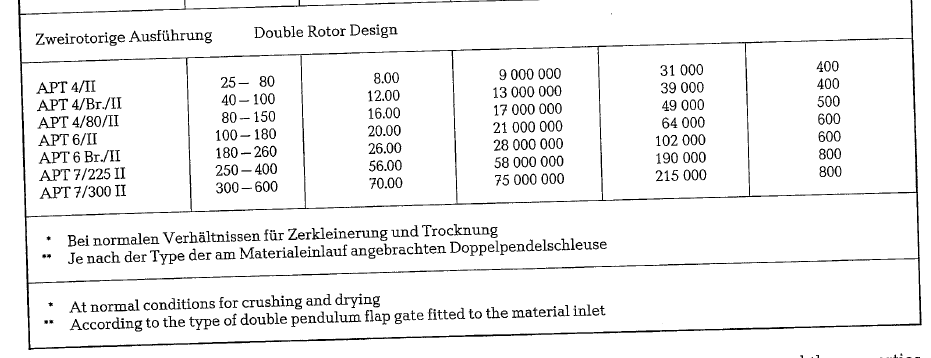
According to the moisture content and the properties of the raw material, the specific heat consumption for drying in the impact crusher is in the range of 950- 1100 kcal/kg of evaporated water.
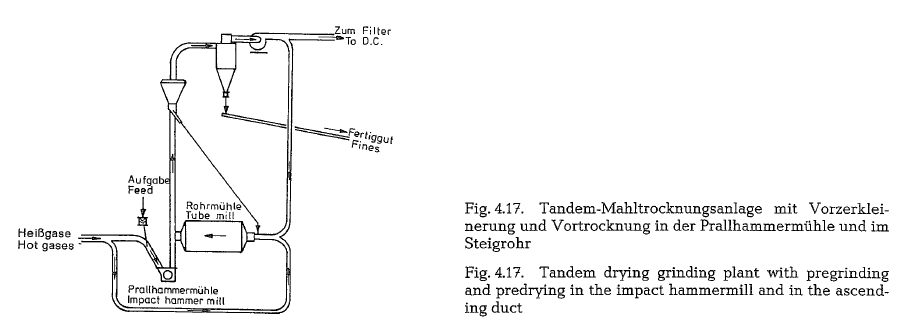
The Tandem drying-grinding plant (KHD Humboldt Wedag AG)
To this writing, this development (see also Fig. 4.26.) was constructed for raw material moistures of up to 15 %, and for capacities up to 350 t/h (metric).
The impact hammer mill of the Tandem drying-grinding plant works in conjunction with a short air-swept tube mill. Instead of a grate, the impact hammer mill is furnished with a solid bottom. The material leaving the impact hammer mill and the tube mill, is pneumatically conveyed to one common air flow classifier.
Before entering the impact hammer mill, the raw material with particle sizes of about 100 mm, passes first a predrying track, equipped with a double flap valve and with deflector plates. The drying gases are introduced through the upper of this predrying track, which is adjusted to the moisture of the raw material. The predried raw material, together with the drying gases enter the impact hammer mill. The precrushed material in the size of 0-10 mm, containing accord ing to its grindability about 15-35 % of finished product, is carried by the gas stream through an ascending duct into an air flow classifier. During this procedure, additional drying is performed.
After separation of the fines, the rejects are fed into the short, one-compartment tube mill, which is equipped with classifying lining. A partial gas stream passes the tube mill for secondary drying of the mill feed. After passing a discharge diaphragm, the ground material is carried by means of the mill blower’s return ah through an ascending duct to the air flow classifier. A cyclone, to separate the raw mix, and a mill blower complete the plant’s equipment.
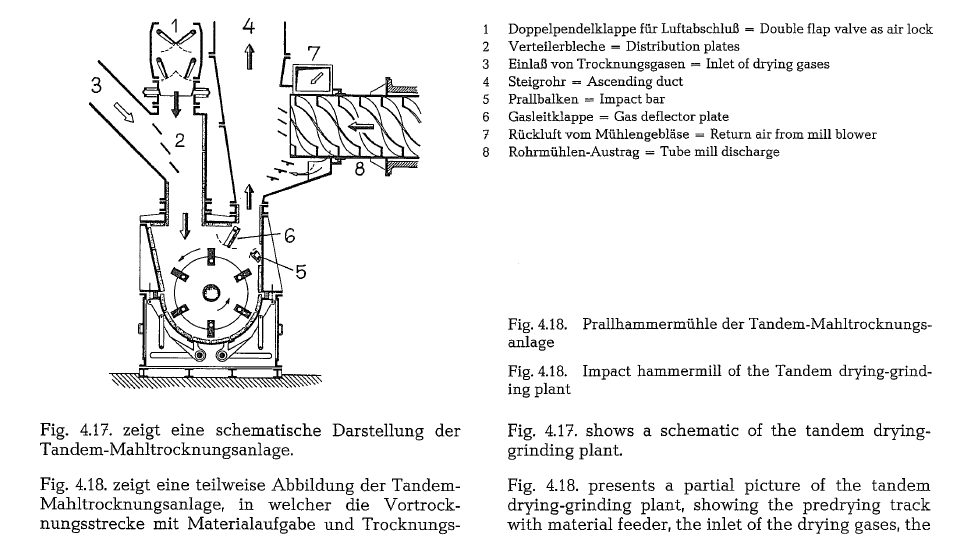
impact hammer mill, as well as the discharge arrangement from the impact hammer mill and from the tube mill.
It is theorized that a moisture content of up to 8% can be dried with raw mix preheater waste gases. Higher moisture up to 15% requires a separate air heater or hot waste air from the clinker grate cooler.
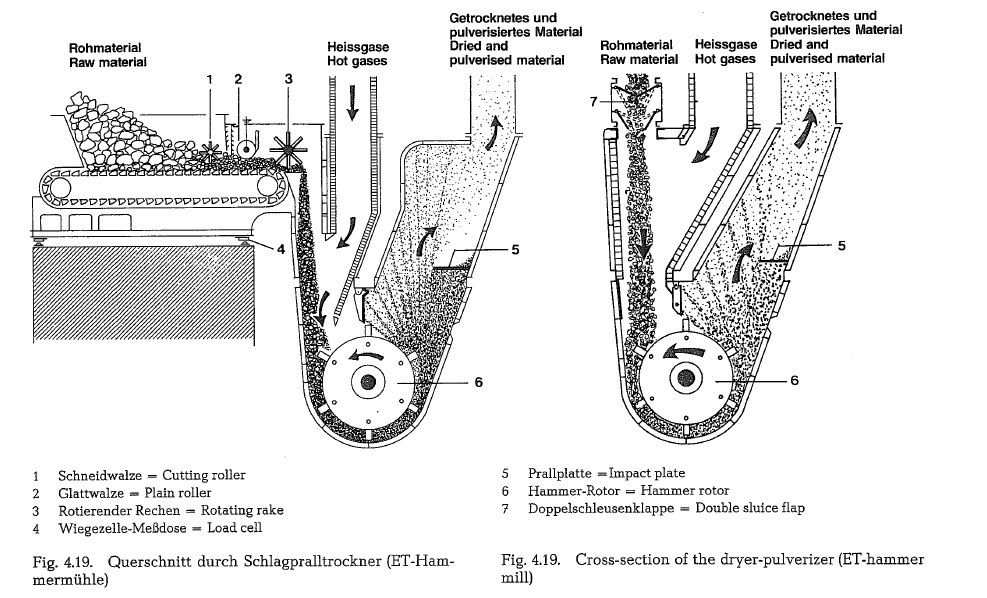
Dryer-Pulverizer
The ET-Hammer mill (manufactured by F. L. Smidth, Copenhagen) is a dryer-pulverizer, specially designed for crushing and drying of soft, non-abrasive cement raw material with a high moisture content, such as clay, chalk, and slurry filter cake. With an inlet temperature of the hot gases of up to 800 o C, raw material with an initial moisture of up to 30 %, can be dried to a residual moisture of 1 %. Size reduction can be per formed to a fineness of several percent residue on the No. 18 sieve (1,000 micron). Fig. 4.19. shows a crosssection of the ET-hammer mill.
The ET-hammer mill is provided with an enclosed base and with a separation compartment. This design results in a longer residence time of the raw material in the mill, thus ensuring a high degree of drying; a size reduction ratio of 1 : 100 and more, can be attained. According to the manufacturer, the specific power requirement of the ET-hammer mill is in the range of 3-6 kWh/metric ton; plastic material shows the highest specific power requirement. The circum ferential speed of the hammers is about 25-35 m/ s.
The following schematic flow charts show some typi cal layouts of FLS-dryer-pulverizer installations.
According to Fig. 4.20. the raw material is treated only in the dryer-pulverizer, and the principle of operation is a simple one.
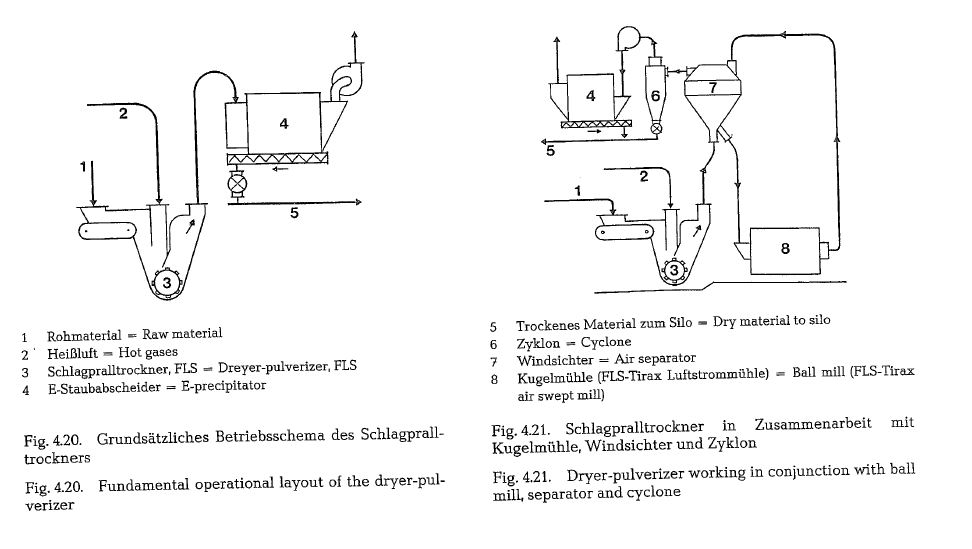
According to the flow chart shown in Fig. 4.21., the raw material is conveyed by an air current from the dryer-pulverizer to an air flow classifier; from here, the coarse particles are fed into a ball mill, and the fines are transferred into a silo, after passing a cyclone and an E-precipitator. If necessary, the ball mill can be ventilated with hot air, to improve the drying process.
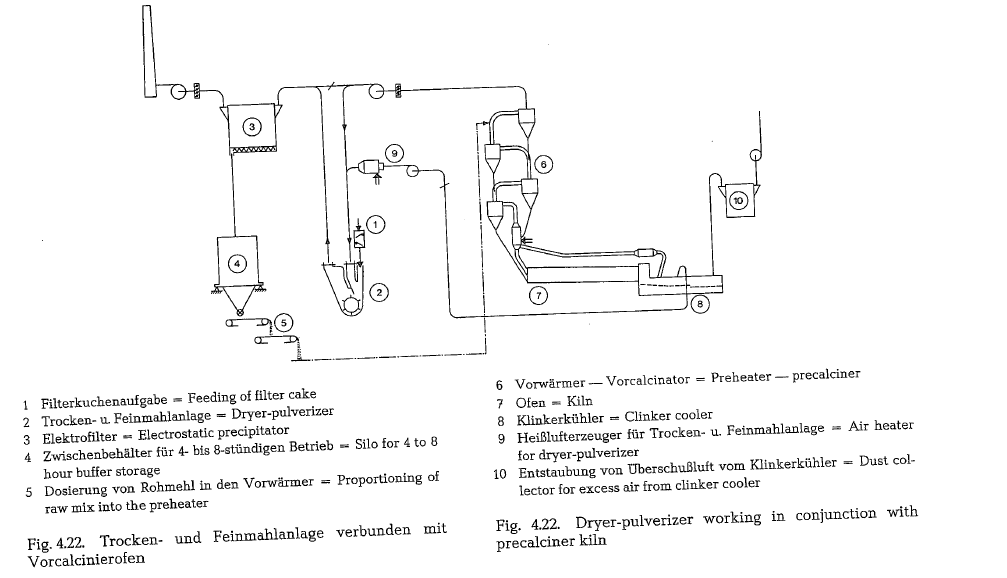
The flow chart in Fig. 4.22. (F.L. Smidth) shows a process in which the dryer-pulverizer is connected to a modern precalciner kiln. Since the exit gases from the kiln are not sufficient for dyring the filter cake, the excess air from a grate clinker cooler is utilized. Besides, an additional amount of heat must be supplied from an auxiliary air heater. This arrangement is relevant in cases where wet preparation of the raw mix is most suitable.
Dryer-pulverizer directly connected with rotary kiln (Fig. 4.22.a.).
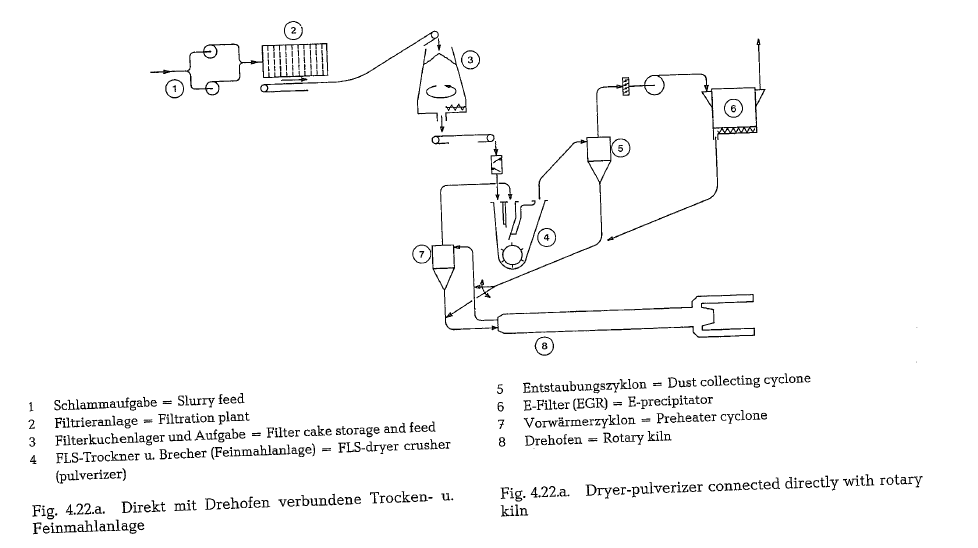
The flow chart in Fig. 4.22.a. shows a process, whereby the filter cake is fed directly into a dryer-pulverizer arrangement in which the filter cake is dried by the hot exit gases from a one- or two-stage preheater kiln.
The drier-pulverizer is coupled directly with the kiln system which is designed in such a way that the exhaust gases have just enough heat to dry the filter cake. Thus, the sizing of the kiln system depends on the water content of the filter cake, and on the fundamental kiln dimensions.
This arrangement is suitable when converting from wet to dry process while maintaining wet preparation of the raw mix. This system is also a feasible solution in such cases where the moisture of the raw material components is high.
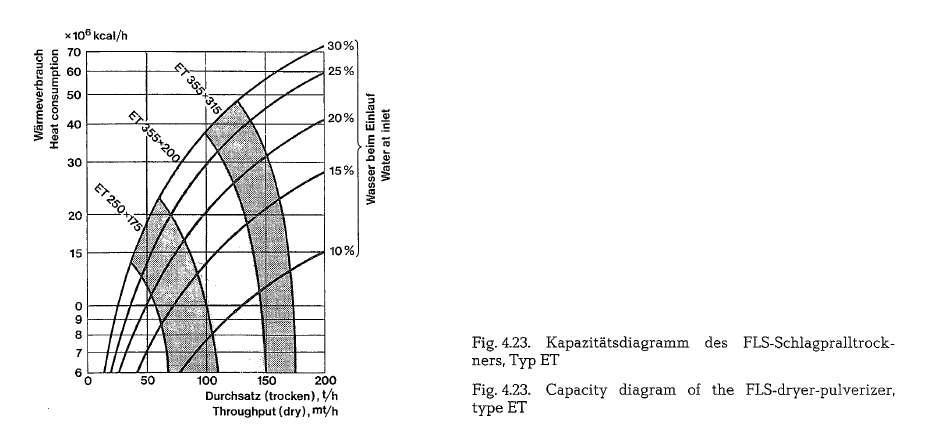
Fig. 4.23. shows a capacity diagram of FLS-dryer-pul verizers, type ET. The shaded area of the diagram shows the range of application of three different construction sizes of the ET-dryer-pulverizer. The right side of the diagram denotes the moisture content of the raw material at the inlet of the dryer-pulverizer; the left side designates the required heat in kcal/h, when drying to a final moisture of 3 % with a gas temperature of 800 o C, and the abscissa indicates the throughput in metric tons/h, referred to the dry substance [87c].
Krupp Polysius also supplies plants with heated ham mer mills operating in conjunction with flash driers as described above -for drying and pulverizing of filter cakes and of similar materials from the wet manufacturing process.
Double Rotator mill
The flow-chart shown in Fig. 4.24., portrays a Polysius drying-grinding arrangement, called Double Rotator, supplied with a predrying compartment. The raw material or tailings as well as the hot gases are fed into the mill from both ends; both media exit through the center discharge arrangement.
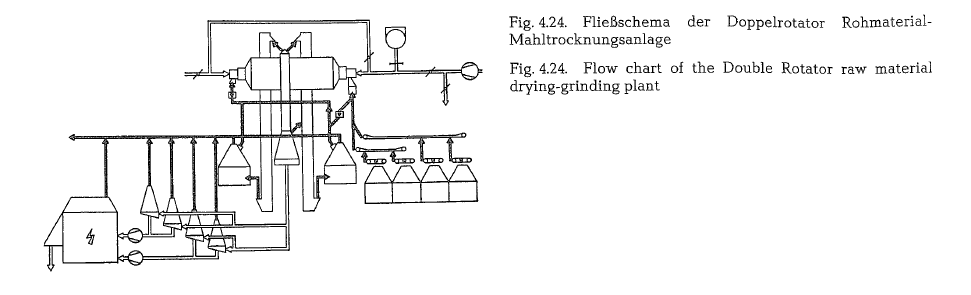
Fig. 4.25. shows a longitudinal section through a Dou ble Rotator drying-grinding mill. The moist raw material and the hot gas enter the predrying compartment through the hollow trunnion bearing, where lifters produce a thorough exposure of the material to the hot gases, thus causing an intensive drying. A slotted diaphragm supplied with lifter scoops, allows the material to enter the coarse grinding compart ment. From here, the material leaves the mill through the center discharge, passes pneumatic conveying troughs and bucket elevators, and enters the air separators. The tailings from the separators are led into the fine grinding compartment. However, one part of the separator tailings is diverted and added to the virgin feed, to achieve a better flowability of the material in the predrying compartment.
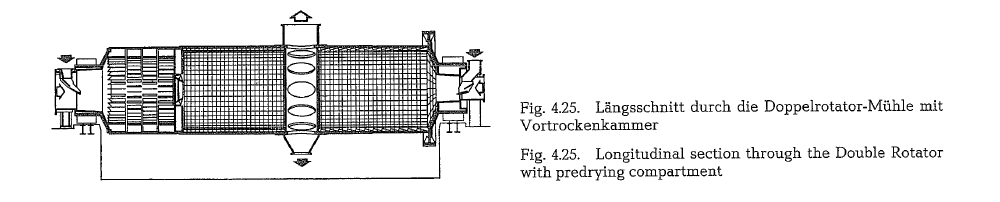
This mill was especially developed for high capaci ties, and in addition to this, for the throughput of large gas volumes. Large diameter (up to 3.4 m) trun nion bearings with a relatively low width are applied for this purpose. Nowadays, Double Rotators utilizing large volumes of exhaust gas are also equipped with slide shoe bearings [89b]. The mill diaphragms are also designed for the throughput of large gas vol umes. Double rotator mills with diameters up to 5.2 m and capacities up to 550 short t/h are in operation.
The size of the Double Rotator mill shown in Fig. 4.25. is 4.6 m 0 x 17.25 m long. The raw mix output is 270 metric t/h (297 short tons) with 88% passing the No 170 mesh sieve. The mill has double gear and pinion drive with two motors of 1950 kW each (5226 HP). A special auxiliary drive working in conjunction with one gear and pinion, allows for inching of the mill.
Drying is accomplished by utilizing the exit gases from a suspension preheater. A separate air heater serves for start-up purpose and, if necessary, as a booster. With the aid of an auxiliary heater, raw material with up to 14 0/o moisture can be dried in the Double Rotator. If only preheater exit gases of about 350 a C care utilized, the moisture content of the raw material is limited to 8 %. The Double Rotator is sized for 0.6- 1.5 m3 of exit gas per kg of raw mix.
The proportioned raw material components pass an air lock and enter together with the hot gases through the hollow trunnion (0 2.8 m) the predrying compartment. The mill feed’s particle size is 25 mm, but larger particles are also accepted by the mill.
To prevent condensation and to remove excess mois ture, hot gases are also introduced into the fine grind ing compartment.
The diameter of the two air separators is 7.5 m.
The mill exit gas also leaves the mill through the cen ter discharge. From the discharge casing, the gas enters a grit separator (0 8 m), where the coarse particles are precipitated, and discharged into the bucket elevators. Then, after passing a row of cyclones, the gas enters te electric precipitator. The fines from the mechanical air separators, from the cyclones and from the electric precipitator are collected by a common pneumatic conveying trough.
At the quoted plant with a throughput of 297 short t/h, and at a fineness of 88 0/o passing the No 170 mesh sieve, the specific power input of the total drying-grinding plant is 17.65 kWh/metric ton (21.45 HPh/short ton). The dust content of the exit gas entering the electric precipitator is 22 g/m3; this equals 9.6 t/h of raw mix from the precipitator. About 182 t/h of fines are supplied by the air separators and roughly 110 t/h of fines are delivered by the cyclones.
Nearly 66 % of the separator tailings are directed to the fine grinding compartment, whereas 34 % are added to the virgin mill feed. The circulating load amounts to approximately 350 %. The residual mois ture in the raw mix is 0.5 %, compared to an initial moisture of 7.7 %.
The ·volume of the mill exit gases is about 400.000 m3/h; this volume is handled by two fans with a negative pressure of 600 mm W.G. at 87 o C. The exit gas volume contains the water vapor from the raw material moisture at an amount of 28.000 m3/h. Also included is the false air of the entire system which amounts to 20 %.
The gas velocities are: in the coarse grinding compartment 7 m/s, and in the fine grinding compartment 2.5 m/s. With the large diameter trunnions and the especially designed mill diaphragms, the mill shows a relatively low pressure drop of 290 mm W.G. [148a. 1].
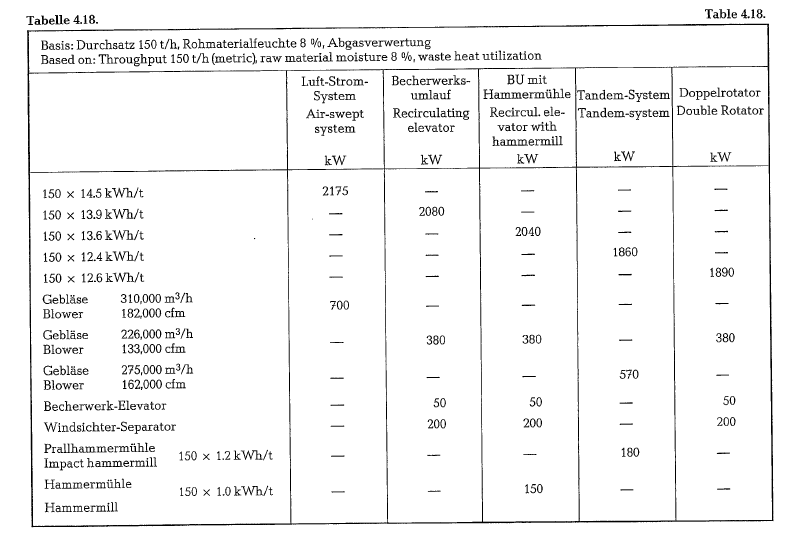
Power requirements of various drying-grinding systems
Table 4.18. shows a comparision of the power requirements of different drying-grinding systems.
Based on the specific power requirement alone, it is quite impossible to say which of the drying-grinding systems enumerated in the tabulation is the most efficient one, since for a comparative rating a number of other influential factors as e.g. investment cost, operating cost etc., should be taken into consideration.
The impact hammermill of the Tandem drying-grinding plant shows a power consumption which is approximately 20 % higher than that of the hammer mill which works in the drying-grinding system with a recirculating elevator. This is the result of more intensive precrushing of the material by the impact hammermill.
For closed circuit and double rotator mills the total energy requirement is more advantageous at lower moisture contents, since smaller gas quantities cause a lower load on the fan motor.
However, it should be noticed that the Tandem drying-grinding plant is to be used only in situations where the abrasive properties of the raw material are such .as not to take the hammermill’ s wear beyond economically practical limits.
The Bernutat Company, Krefeld, W. Germany, has also erected drying-grinding plants with throughput capacities up to 200 metric t/h. Drying-grinding plants working in conjunction with hammer mills with capacities up to 360 t/h, have been erected by the Orenstein u. Koppel Co. (W. Germany). Basic features of drying-grinding plants were already described in 1938 by N.C. Rockwood in the technical magazine Rock Products [50a].
The Polysius Double Rotator Mill which responds less to the abrasiveness of the mill feed, has been erected in about 400 units with capacities of up to 500 metric t/h so far.
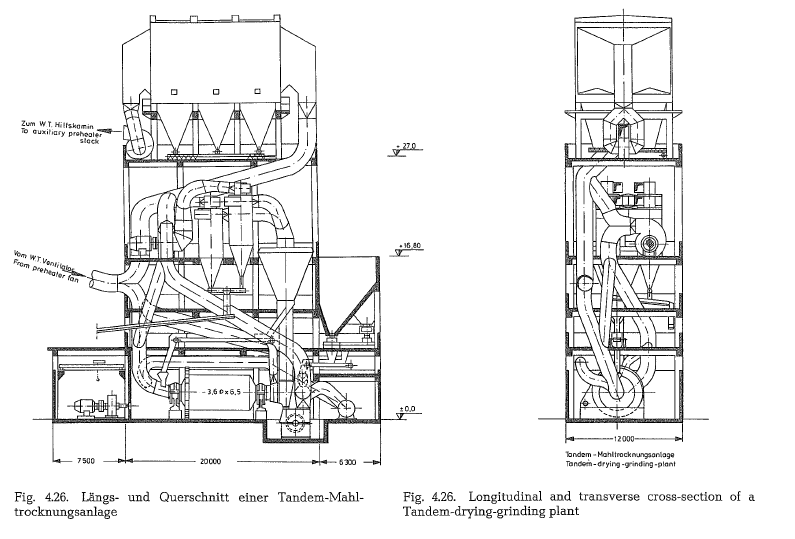
Fig. 4.26. shows longitudinal and transverse cross-sec tions of a Tandem drying-grinding plant (Fig. 4.17.,
4.18. and 4.26., KHD Humboldt Wedag AG, Cologne,Germany).
Drying and dust collection
Drum dryer
Drum dryers are frequently located behind the modern preheater kilns; thus the exit gases from the drum dryers are cleaned in the dust collector for the rotary kiln.
The characteristic of the dryer feed, the type of the lifters and the velocity of the dryer gases influence the dust rate of the drum dryer.
The dust content of the dust laden gas is approxi mately 40-90 g/Nm3. The diameter of the largest dust particles is approximately 150-200 microns, the portion of the dust particles < 10 microns is 20- 30 %. The amount of exit gases is 1-2 Nm3/kg of dryer feed. The temperature of the exit gases enter ing the dust collector is 110-140 oc. The dew point is 50-70 oc.
Cyclones are frequently employed as preliminary dust collectors. Main dust collectors are either fabric filters or electric precipitators. The dust collection rate is:
Impact dryers
Because of the high dust content of the dust laden gas of the impact dryer, preliminary dust collection in cyclones is absolutely necessary. Then the precleaned exit gas can be purified either in fabric filters or electric precipitators.
Rapid dryer with paddles
The method of operation of the rapid dryer causes a high dust content in the exit gas. The amount of exit gas is 0.5-1.5 Nm3/kg of dryer feed. The exit gas temperature entering the dust collector is approximately 100-140 oc. The dew point is 50- 70 o C.
The dust content of the raw gas is 50-250 g/Nm3. Dust particle size is max 200 microns.
Portion of dust < 10 microns is approximately 50- 70 %. Preliminary dust collection by cyclones is recommended.
Main dust collectors are fabric filters or electric pre cipitators. The dust collection efficiency is the same as with drum dryers.
Drying-grinding plants
Drying-grinding plants with recirculating bucket elevators operate with gas volumes of approximately 0.5- 1.5 stan.m3/kg of mill feed, including the water vapor from the material moisture.
The dust content of the dust laden gas is approxi mately 200-500 grams/stan.m3. The diameter of the largest dust particles is approximately 200- 350 microns. The portion of the dust particles < 10 microns is approximately 40-60 %.
Drying-grinding plants with air-swept mills operate with gas volumes of approximately 1.6.-2.5 stan.m3/ kg of mill feed. To this figure the volume of the water vapor from the material moisture should be added.
The dust content of the dust laden gas is approxi mately 400-625 grams/stan.m3 of gas. The portion of the dust particles < 10 microns is approximately 30- 50 %. The size of the largest dust particles is approximately 400 micron.
The quantity and dust content of the exit air from combined grinding-drying plants with roller mills are essentially similar to those of air-swept mills.
Cyclones as preliminary dust collectors and fabric filters or electric precipitators as main collectors are recommended. In order to reduce the power consumption, the filter unit or electrostatic precipitator can also be used for direct dust collecting without a preliminary stage.
Hi dear
How are you
Your books its very important but
I cant buying because i cant sent the money from iran .
I have a company and we designed and manufacture the mineral mine processing and machinery and this books its very good for me that i know better for designing.
Are you can tell me another way for that i can give this books.