Contents
Everything you need to know about Air Emissions and Control Measures
[wpecpp name=”package” price=”75″ align=”center”]
by Walter L. Greer*, Garth J. Hawkins**, and Thomas B. Carter***
As presented in the earlier chapters of this book, cement manufacturing is – in an overly simplistic view – a four-step process: 1) raw material acquisition, 2) preparation of natural and alternative raw materials for pyroprocessing, 3) transformation of the raw materials into portland cement compounds within a pyroprocess that is fueled by fossil and other fuels, and subsequently cooling the resulting clinker, and 4) grinding of the clinker into portland cement, and its handling, storage and shipment. By working with local, state and federal government agencies, the portland cement industry has gone to great lengths to limit the impact that cement manufacturing has on the environment. This chapter provides a general overview of the possible impacts that the cement manufacturing process may have on ambient air and the controls that are undertaken to mitigate or eliminate those impacts; typical kiln emission stacks at a cement plant are shown in Figure 6.1.1. Chapter 6.2, “Particulate Matter Control,” will provide a detailed discussion on the particulate matter control devices (PMCDs) used to control particulate matter (PM) from the kiln system while Chapter 6.3, “Cement Kiln Dust Generation and Management,” will summarize how the collected PM is handled.

Figure 6.1.1. Cement kiln stacks.
ACQUISITION OF RAW MATERIALS
The initial step in the manufacture of portland cement is the acquisition of raw materials. The industry is considered an extractive industry since nearly all the required raw materials are obtained from the earth’s crust by mining or quarrying. Most cement plants are located near a source of calcium carbonate (CaCO3) that is most often limestone. Since about one-third of the weight of the limestone is lost as carbon dioxide (CO2) during pyroprocessing, process economics dictate that this lost weight be transported as short a distance as possible. Those plants that are not immediately associated with a limestone quarry often have a source of limestone or other form of CaCO3 (e.g., aragonite) that is available by less expensive water transportation. However, there are a few exceptions to these generalizations on plant location. Additional extracted raw materials such as shale, clay and sand are required for cement manufacture and are frequently found at or near the plant. Also the wastes and by products of other industries are successfully employed as port-land cement raw materials. Such materials, include, but are not limited to, power plant fly ash, steel mill scale, and metal smelting slags.
Emission Characteristics
Quarries at cement plants are similar to other crushed stone quarries. The necessary operations in-clude rock drilling, blasting, excavation, loading, hauling, crushing, screening, materials handling, stockpiling, and storing. There are many different operating methods, types of equipment, and equipment brands that are used to accomplish these tasks. The primary air pollutant associated with open-faced quarry operations is PM. Other sources of raw materials include underground mines or underwater operations at which there are usually no atmospheric pollution concerns.
Emission Control Measures
Control measures for PM emissions in quarries include water sprays with and without surfactants, foams, chemical dust suppressants, wind screens, equipment enclosures, paving, mechanical collec-tors and fabric filters on operating equipment, and material storage buildings, enclosures, bins, and silos with and without exhaust venting to fabric filters. Collected dust is returned to the process. Raw materials obtained from off-site locations, including coal or petroleum coke used for fuel, also can generate particulate emissions as a result of vehicle loading and unloading, material handling, stockpiling, and haulage. The PM emission control measures for purchased materials are the same as those listed for quarries.
PREPARATION OF RAW MATERIALS
The second step in the manufacture of portland cement is the preparation of the raw materials for pyroprocessing. This operation in the raw mill department combines the blending of appropriate raw materials for proper chemical composition with particle-size reduction through grinding.
Emission Characteristics
The raw material feeders, stackers, blenders, and reclaimers used to combine the raw materials can produce fugitive PM emissions. Transfer points on belt conveyor systems and bucket elevators that serve to transport raw materials from storage to the raw mill department also can generate fugitive PM emissions. There are no particulate emissions from the wet grinding process, except for the materials-handling systems ahead of the mills. Dry raw mills (Figure 6.1.2) and their auxiliary equipment are all designed to run under negative pressure to suppress PM emissions. Nevertheless, poorly designed or maintained seals and closures throughout the system can result in fugitive PM emissions. If these systems experience positive pressure through a fan failure or other cause, short-term PM emissions can be expected until the system can be shut down. During colder weather, the vents from dryers, raw mills, and air separators may exhibit a steam plume that is sometimes confused with PM emissions. The condensate will dissipate within a few meters of the emission point. Fabric filters in the vent circuits for dryers, raw mills, and air separators must be insulated to prevent internal moisture condensation and the resultant blinding of bags.

Figure 6.1.2. Vertical roller mill for raw material preparation. (Photo Courtesy of TXI.)
Emission Control Measures
Dust collecting devices in the raw mill and raw mix storage areas include mechanical cyclones, fabric filters, and, rarely, electrostatic precipitators (ESPs). When employed, mechanical collectors often are used in series with one of the other, more efficient dust collection devices. The collected dust is returned to the mill system or raw material stream. Vertical raw mills are most often closely coupled to the pyroprocessing system. The air pollution control measures for these mills will be found in the following section on pyroprocessing.
PYROPROCESSING OF KILN FEED
The finely ground raw material enters the pyroprocess system as a dry powder or slurry which is then passed though three zones, 1) drying or preheating, 2) calcining, and 3) burning or sintering.
During this process, combustion products are produced by the burning of the fossil or alternative fuels that leave the pyro-process as stack gas; a typical emission stack operating at a preheater/ precalciner rotary kiln is shown in Figure 6.1.3. Finely divided particles of raw mix, calcined kiln feed, clinker dust, and volatile constituents (e.g., potassium sulfate) are entrained in the exiting gas stream. These particles are almost entirely removed from the gas stream before the stack gas is vented to the atmosphere. A discussion on the character-istics and the collection of this PM is presented in Chapter 6.2, “Particulate Matter Control.” The PM that is collected from the kiln exhaust gas is known as cement kiln dust (CKD). Chapter 6.3. “Cement Kiln Dust Generation and Management,” covers this subject in detail.

Figure 6.1.3. Exhaust gas exiting a stack from an operating preheater/precalciner kiln. (Photo Courtesy of TXI.)
Emission Characteristics
The historic gaseous pollutants of concern from cement kilns are the oxides of nitrogen (NOX), sulfur dioxide (SO2), carbon monoxide (CO), and organic emissions, i.e., in the form of total hydrocarbons (THCs) and/or volatile organic compounds (VOCs). The emissions of CO2 are of increasing interest because of concerns about global climate change. In whole or in part, these emissions from cement kiln systems are the products of combustion and/or high-temperature processes. “The principal gaseous emissions from the pyroprocessing system in a typical descend-ing order by volume are nitrogen, CO2, water, oxygen, NOX,SO2,CO, and hydrocarbons. The volumetric composition range of these constituents is from about 73 percent to less than 10 ppm” (Greer and others, 2000). Emissions of acid gases (AGs), ammonia (NH3), and dioxins and furans (D/Fs) are also of current interest.
The formation of gaseous pollutants of interest herein primarily occurs in an independent kiln system or in an in-line kiln/raw mill as the consequence of oxidation or other processes at a rela-tively high temperature, e.g., greater than 315°C. There are a few plants at which these pollutants are generated in small quantities in an independent raw material or solid fuel dryer. A discussion of dryer emissions is beyond the scope of this chapter; however, they are quite similar to those formed in the low-temperature section of a pyroprocessing system. The sources of gaseous pollu-tants from a cement kiln system are the raw materials, the fuel, and the process itself.
Nitrogen Oxides. It has been shown that nitrogen oxide (NO) makes up 90% or more of the NOX contained in cement kiln flue gas. Nitrogen dioxide (NO2) comprises the balance of the nitrogen oxides (Penta, 1999). There are four mechanisms of NOX formation in cement kilns of which thermal and fuel NOX formation is the most important. Thermal NOX results from the oxidation of molecular nitrogen in air at high temperature. This phenomenon occurs in and around the flame in the burning zone of a cement kiln at a temperature greater than 1200°C. Fuel NOX results from the oxidation of nitrogen in the fuel at any combustion temperature found in the cement process. Because of the lower combustion temperature in the calciner and some sites of supplemental fuel combustion, the formation of fuel NOX often exceeds that of thermal NOX at these locations. The generation of feed NOX has been demonstrated only in the laboratory by heat-ing nitrogen-containing cement raw materials to the range of 300°C –800°C in the presence of oxygen (Gartner, 1983). Slow heating, such as occurs in wet and long-dry kilns, appear to increase the yield of NOX for a given raw material. The yield of feed NOX is potentially lower when the raw material is heated quickly in a preheater or precalciner system. Prompt NOX is generated by the reaction of certain fuel-derived radicals with elemental nitrogen in a hydrocarbon flame and is a minor contributor to overall NOX generation (Penta, 1999).
Sulfur Dioxide. Sulfur dioxide results from the oxidation of sulfide or elemental sulfur contained in the fuel during combustion. In addition, sulfide or elemental sulfur contained in raw materials may be “roasted” or oxidized to SO2 in areas of the pyroprocessing system where sufficient oxygen is present and the material temperature is in the range of 300°C –600°C (Miller and others, 2001). In addition, sulfates in the raw mix can be converted to SO2 through localized reducing conditions in the kiln system.
Carbon Monoxide. CO is a product of incomplete combustion (PIC) of carbonaceous fuels resulting from insufficient oxygen at the combustion site, insufficient mixing of oxygen and fuel at the combustion site, and/or rapid cooling of the combustion products to below the ignition temperature of CO prior to its complete oxidation. CO can be formed unintentionally at any of the combustion sites in the pyroprocessing system. The emission of CO usually represents partially burned and under utilized fuel. However, as a result of using oxygen-deficient combustion in the riser duct or calciner as a NOX control strategy, CO sometimes is generated in the pyroprocess and may appear in the flue gas discharge if it is not somehow oxidized following its formation.
Organic Emissions. VOCs are organic compounds that generally contain from one to seven carbon atoms in the respective molecules and are a subset of THC emissions from cement kilns. VOC emissions from cement kilns are of interest because of their involvement in the formation of atmospheric ozone and the designation of some VOCs as hazardous air pollutants (HAPs). There is no available continuous emission monitor (CEM) to quantify VOC emissions in stack gas. However, the concentration of THC emissions in the exhaust from a cement pyroprocessing system can be measured by a CEM. As stated in the United States Environmental Protection Agency (EPA) Test Method 25A, §1.1, a THC CEM may not measure all potential THCs; however, the measurement of THCs serves as an accepted surrogate for organic emissions from cement kilns (USEPA, 1999). For purposes of this discussion, THCs also serve as a surrogate for VOCs because molecules with seven carbon atoms or less are thought to comprise more than half of the THCs in cement kiln emissions (Ash Grove Cement, 1998). THCs are primarily generated as a result of evaporation and/or cracking of the constituents of petroleum and kerogens found in the raw mate-rial mix. The potential for organic emissions varies with the selection of raw materials and the variability of the concentration of organic constituents within raw material sources. Organic PICs also can be formed as a result of incomplete combustion at any of the combustion sites within a pyroprocessing system.
Carbon Dioxide. Carbon dioxide results from the combustion of carbonaceous fuel and the calcination (decarbonization) of the calcareous component of the raw material mix, an essentially unavoidable and fixed consequence of cement manufacture. Of the total amount of CO2 emitted from a cement kiln, about half of the CO2 originates from the raw material while the other half originates from the combustion process. There is about one ton of CO2 emitted per ton of clinker produced. More thermally efficient systems emit slightly less than one ton while less thermally effi-cient systems emit slightly more than one ton.
Ammonia. Trace quantities of NH3 in the exhaust gas from a cement kiln probably result from the pyrolysis of nitrogenous compounds in fossil fuels and raw materials. Ammonia emissions from cement kilns are of primary concern with regard to their potential contribution to regional haze. In addition, atmospheric reactions occur just outside of the stack between NH3 and the oxides of sulfur or hydrogen chloride (HCl) that produce ammonium sulfate, ammonium bisul-fate, or ammonium chloride as very fine PM. These reaction products are observed as the undesir-able anomaly known as a “detached plume.” Depending on the location of the stack observer, the detached plume can be misleading, giving the incorrect appearance of poorly controlled PM emis-sions from a kiln stack.
If NH3 were used as a reagent in a NOX control technology, unreacted NH3 could result in “ammo-nia slip” that would contribute to regional haze and/or a detached plume. Technologies for cement kilns that use NH3 to control NOX emissions are the only technologies that introduce a potential gaseous air pollutant to the cement process to control another air pollutant.
Acid Gases. As previously mentioned, sulfur compounds may be present in the raw materials and fuels used in portland cement kilns. All the oxidants necessary to convert SO2 to sulfur triox-ide (SO3) are present in the combustion products of fossil fuel (Miller, 2001). Therefore, emissions of SO3 and/or sulfuric acid mist are a possibility from cement plants. The emissions of sulfuric acid mist also may increase for those plants employing tailpipe wet scrubbers.
Chlorine may be present in the raw materials and fuel inputs in the manufacturing system. The mechanism for the formation of HCl in cement kilns is not fully understood. However, emissions of HCl from cement kilns have been reported over a wide range of values. Perhaps because of the affinity of chlorine for calcium and alkali metals, there is limited evidence that HCl emissions may be independent of chlorine input to a kiln system. Should there be fluorine naturally present in the raw materials or added as a mineralizer, the emis-sion of hydrogen fluoride from a cement kiln system is a possibility.
Dioxins and Furans. As previously mentioned, organic compounds that are thought to be D/F precursors and chlorine may be present in the cement manufacturing system from the raw materi-als or fuels. The EPA has determined that D/Fs are generated in the PMCDs serving the main and alkali bypass stacks of cement kilns and in-line kilns/raw mills as a function of the temperature at the inlet of the PMCD. Although the mechanism of formation has not been fully determined, EPA has concluded that there is sufficient empirical evidence to establish the maximum inlet tempera-ture to the PMCDs serving the pyroprocess at 204°C as the maximum available control technology for cement kilns (USEPA, 1999). Based on currently available data, process engineers in the cement industry generally agree that the predominant variable in the formation of D/Fs is residence time in the critical temperature window. Most often, this process state occurs in the PMCD serving a rotary kiln and/or an in-line kiln/raw mill but it can occur elsewhere, e.g., in a lengthy duct.
Emission Control Measures
The following discussion describes some of the existing and potential technologies available for the control of the primary air emissions presented above. Included in the discussion are the synergetic and counteractive effects that these various technologies will have on these gaseous pollutants as well as PM and other relevant environmental concerns, e.g., detached plumes and waste disposal (Greer, 2003). A “synergetic” effect is one that would be expected to decrease the generation or emission of other pollutants and a “counteractive” effect is one that would be expected to degrade environmental performance or product quality.
Even in the same pyroprocessing class, no two cement kilns operate exactly alike. There may be no apparent explanation for the difference in behavior even for identically appearing kiln systems operating at the same site. The following generalities about the interactions of the pollution control technologies are important to understand but there always will be site-specific exceptions.
Tailpipe technologies are seldom precluded by pollution abatement technologies that are applied prior to or in the main and/or bypass PMCDs in the cement pyroprocess. More than one of the pre-PMCD technologies can be applied simultaneously to the pyroprocess to reduce the genera-tion or emission of the same or different pollutants. Although this chapter does not attempt to evaluate the economics of any of the pollution abatement technologies, pre-PMCD technologies generally are more desirable from the standpoint of process compatibility and cost. From a practi-cal standpoint, tailpipe technologies tend to be mutually exclusive and often have associated costs that put the economic viability of a cement pyroprocess in jeopardy. Those technologies that result in the cooling of flue gas will affect the dispersion characteristics of the flue gas plume and, if all other factors were equal, would tend to increase the ground-level concentration of residual pollu-tants of concern.
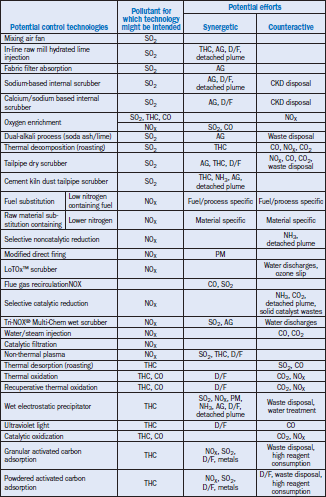
Table 6.1.1 presents a summary of the gaseous pollutant-control technologies that are currently available for cement kilns, and their synergetic and counteractive effects. Similarly, Table 6.1.2 pres-ents the potential control technologies for gaseous emissions from cement kilns. The existing and potential control technologies are described and discussed in succeeding sections of the chapter.
Table 6.1.1. Existing Control Technologies for Gaseous Pollutants from Portland Cement Manufacturing
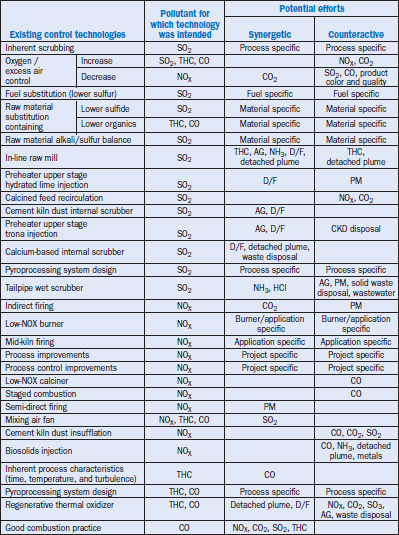
Table 6.1.2. Potential Control Technologies for Gaseous Pollutants from Portland Cement Manufacturing
Existing Control Technologies
Inherent Scrubbing. All cement pyroprocessing systems have the characteristics required to remove some SO2 from the flue gas stream. These include oxidizing atmospheres, long residence times, appropriate process temperature windows, intimate mixing of gases and reactive solids such as freshly generated, reactive CaO, and the ability to remove from the process an intermediate material, i.e., CKD that contains absorbed sulfur. Without application of additional technology, industry experience is that the least effective cement kiln system captures as much as 50% of the sulfur input to the system. Likewise, capture efficiencies for sulfur in the range of 90% – 95% with-out added technologies are not uncommon in any of the cement kiln systems. High capture effi-ciencies are more prevalent in precalciner kiln systems with an in-line raw mill. It is not expected that any pollution control technology mentioned herein would detrimentally affect the inherent scrubbing potential of any cement pyroprocessing system.
Oxygen/Excess Air Control (Increase). To provide for maximum thermal efficiency, the oxygen concentration in the flue gas at the feed end of a rotary kiln and/or the exit of the preheater tower normally are held as close as possible to 1%. This oxygen concentration may be insufficient to allow for complete combustion, and CO and organic PICs could be generated at the combustion site. A slight increase in the amount of air passing through the kiln system is often adequate to reduce the excess emissions of organic compounds and CO, and to oxidize sulfur, originating in the fuel, to a solid sulfate that is retained in the clinker or expelled from the system with the CKD. An increase in oxygen at the combustion site tends to increase thermal and/or fuel NOX.Addi-tional fuel is required to heat the excess air to combustion temperatures and results in a slight increase in CO2 emissions. If there are localized reducing conditions in the kiln because of flame impingement or other causes, the increase in oxygen may not reduce SO2 emissions but NOX emissions may increase. Because of the inherently high removal efficiency for fuel-based SO2 in a calciner, oxygen control at this combustion site would not be expected to improve SO2 removal in precalciner systems.
Oxygen/Excess Air Control (Decrease). For control of NOX originating at the high temperature combustion site in a rotary kiln, a decrease in oxygen (excess air) in the burning zone tends to minimize the generation of thermal and fuel NOX.Both of these mechanisms of NOX formation are oxygen dependent. The reduction in excess air reduces the strength of the oxidizing conditions in the rotary kiln and usually causes an increase in SO2 generated from the fuel used in the main flame. If there is flame impingement on the material in the kiln, i.e., localized reducing conditions, the decrease in oxygen concentration may further exacerbate SO2 generation. The reduction of oxygen concentration at the primary combustion sites in a precalciner kiln system also will tend to reduce the generation of fuel NOX. The decrease in oxygen concentration at combustion sites may cause or increase the generation of CO. There is a small energy benefit for reducing excess air in the system that will result in a slight decrease in fuel consumption and CO2 emissions. The production of cement clinker under generalized or localized reducing conditions usually has deleterious effects on product color and performance.
Fuel Substitution (Lower Total Sulfur). In precalciner kiln systems, the emission of SO2 that originates in the fuel is often nil because of the inherent ability of the calciner and an alkali-bypass equipped kiln to absorb and/or remove sulfur. It is intuitive that a reduction in the sulfur content of a solid fuel or the change to a sulfur-free fuel, e.g., natural gas, has the potential to reduce SO2 emissions. Because of the complexities of the cement pyroprocess, a change in the sulfur content of the fuel does not always result in expected changes in SO2 emissions. Whenever a fuel is changed, there may be unintended effects on the process and the resulting pollutants. For example, the replacement of coal with natural gas in a long-dry kiln system to reduce SO2 emissions will result in an increase in NOX emissions. Because energy costs nominally represent about one-third of the cost of cement manufacture, fuel substitution at a particular plant may not be economically viable.
Raw Material Substitution (Lower Sulfide Sulfur). Primarily appropriate for preheater and precalciner kilns, the replacement of a raw material that contains sulfide sulfur with one of lower sulfide sulfur concentration reduces the potential for generation of SO2 in the upper stages of the preheater tower. Sulfide sulfur in cement raw materials is most often in the form of iron pyrite but other sulfide compounds, including those of organic origin, may contribute to the potential for SO2 generation. Selective purchasing, selective quarrying or judicious blending of available raw materials is used to accomplish the replacement. Whenever a raw material is changed, there may be unin-tended effects on the process and the resulting pollutants. For example, the new raw material with a lower concentration of sulfide sulfur might result in the need for a higher temperature in the burn-ing zone that would tend to require more fuel and cause higher NOX and CO2 emissions. Because cement plants normally are located at or near their sources of raw materials, there are often critical economic limitations to the practicability of substituting raw materials to reduce the input of sulfide sulfur. SO2 has been shown to be an inhibitor to the formation of D/Fs (Richards, 2003).
Raw Material Substitution (Lower Organic Constituents). If the cement raw materials contain organic constituents that are volatilized in the pyroprocess prior to reaching combustion temperatures and are emitted as organic pollutants or are only partially oxidized to CO, an effec-tive control strategy is to replace the raw material causing the problem through selective purchas-ing, selective quarrying or judicious blending. At many cement plants, this technology is not possible due to the unavailability of cost-effective, substitute raw materials. Any change in raw materials for the purpose of pollution control should be evaluated for its effect on the process and other pollutants.

Figure 6.1.4. Limestsone loading at a cement plant.
Raw Material Alkali/Sulfur Balance. Another raw material substitution method that is potentially applicable to all kiln systems is to stoichiometrically balance the sulfur in the kiln system with the alkali metals, sodium and potassium. Under oxidizing conditions in the kiln, the sulfur preferentially forms alkali sulfates. If there is a deficiency in alkali metals, SO2 can pass through the system even though there is an apparent abundance of calcium oxide with which the SO2 could react and be retained in the clinker or CKD. However, alkali metals are deleterious to the performance of portland cement in some concretes and the concentration of these metals in cement is frequently limited by specification. Because of this concern for product quality, it may not be possible to introduce a sufficient quantity of alkali metals into a kiln system to stoichiomet-rically balance a high-sulfur input. Whenever a raw material is changed, there may be unintended effects on the process and the resulting pollutants. Because cement plants are normally located at or near their sources of raw materials, there are often critical economic limitations to the practica-bility of substituting raw materials to alter the alkali/sulfur balance. An example of quarry opera-tions is shown in Figure 6.1.4.
In-line Raw Mill. The use of hot exhaust gases from a dry kiln system to simultaneously dry the raw materials during grinding is a common practice to improve the overall thermal efficiency of a plant. In-line raw mills most often are found as components of new or reconstructed preheater and precalciner kiln systems, and are seldom, if ever, added solely as a pollution control device. The finely divided calcium carbonate in the high-moisture atmosphere of an in-line raw mill (particu-larly vertical roller mills) and the intimate contact of the solids and flue gas, result in an excellent SO2 scrubbing environment. Reductions in the concentration of SO2 in the flue gas are commonly in the range of 40% – 60% during mill operation. When the in-line raw mill is down for mainte-nance or raw mix inventory control, the flue gas is not treated in the mill and SO2 emissions meas-urably increase unless otherwise controlled. Most in-line kiln/raw mill systems are designed for the mill to be down only 8–16 hours per week while the kiln is operating.
In limited unpublished testing, operation of in-line raw mills also has been shown to reduce the emissions of THC, AG, NH3, and D/F. However, observations have also been made of the release of THC emissions from the matrix of the raw material mix during grinding. Detached plumes also may be reduced or eliminated when the in-line raw mill is in operation because the plume constituents have been reduced in concentration or eliminated by the gas scrubbing action within the mill. Conversely, a release of NH3 has been observed during grinding of nitrogen-bearing raw materials that caused a detached plume under favorable atmospheric conditions. Because an in-line raw mill utilizes most of the sensible heat in the flue gas, the application of tailpipe technolo-gies requiring an elevated temperature, e.g., a dry scrubber, requires additional fossil fuel combustion (and the resulting increase in CO2 and NOX emissions) to reheat flue gas that has passed through an in-line raw mill.
Preheater Upper Stage Hydrated Lime Injection. To serve as an SO2 absorbing reagent, powdered hydrated lime (calcium hydroxide) can be introduced into an appropriate location in the upper stages of the preheater tower that is an integral component of both preheater or precal-ciner kiln systems. The hydrated lime and SO2 can react directly or, more likely, the hydrate is converted to calcium oxide at 522°C to form an effective scrubbing reagent at the location in the process where sulfide sulfur is being converted to SO2.Probably due to variations in the point of reagent injection, mixing efficiency, and the retention time of the reagent in the required process temperature window, a wide range of scrubbing efficiencies has been observed for this technology. Due to the receipt and handling of powdered hydrated lime, there will be a small increase in PM emissions from the plant using this technology. It is possible that the concurrent removal of HCl and molecular chlorine (Cl2) from the flue gas at this point in the process will suppress the subse-quent formation of D/F (Richards, 2003).
Calcined Feed Recirculation. F. L. Smidth has developed a proprietary process, De-SOX™, in which a small quantity of partially calcined kiln feed, e.g., 5%, is removed from the calciner vessel of a precalciner kiln system and pneumatically conveyed to an appropriate point in the upper stages of the preheater tower. The calcium oxide in the calcined feed is an effective scrubbing reagent at the location in the process where sulfide sulfur is being converted to SO2. Scrubbing efficiencies for SO2 of 25% – 30% have been reported anecdotally. This system is perhaps more convenient and cost effective than the injection of purchased hydrated lime. Because of the recir-culation of material, there is a small increase in the thermal energy requirements that results in additional NOX and CO2 generation due to additional fuel consumption. Other vendors may offer similar systems.
Cement Kiln Dust Internal Scrubber. F.L.Smidth has developed another proprietary process, Gas Suspended Absorption (GSA)™, in which dry, lime-rich CKD from the alkali bypass PMCD on a precalciner kiln system is recirculated to the conditioning tower ahead of the bypass PMCD in the gas flow path. In the presence of the water in the conditioning tower that is used for tempera-ture moderation, this calcium oxide becomes an effective SO2 scrubbing reagent. Because the pyroprocess is the source of the scrubbing reagent, the amount of CKD that is bled from the GSA system and subsequently wasted is not increased beyond the amount that ordinarily would be wasted from the alkali bypass. Should enhancement of the CKD scrubbing potential be required, dry hydrated lime can be added to the recycled CKD. In this situation, the amount of wasted CKD would be increased by the amount of hydrated lime added to the process. The GSA process is applicable only to the gas stream that passes through the alkali bypass and would only control SO2 originating from the fuel used in the burning zone or from sulfates locally reduced to SO2 in the rotary kiln (Vu, 2003). The emissions of AGs, e.g., HCl and Cl2 also might be reduced in quantity and concentration. The reduction of these potential precursors to D/F emissions, may serve to suppress the generation of D/F in the PMCD. Other vendors may offer similar systems.
Preheater Upper Stage Trona Injection. A variant of the hydrated lime injection technology is the use of powdered trona, a naturally occurring crystalline form of sodium carbonate/sodium bicarbonate, as the absorbing reagent in a preheater tower. At temperatures found in the preheater tower, the sodium salt decomposes to sodium oxide with which the SO2 can react and form a rela-tively stable solid. Because the sodium remains in the process, care must be exercised that an increased concentration of sodium in the clinker does not render the resulting cement unmar-ketable. If necessary to reduce the alkali content of the clinker, alkali-rich CKD could be removed as a by-product from the pyroprocess through an alkali-bypass system. This CKD would require subsequent management including the possibility of disposal in a suitable landfill. Trona is more expensive than hydrated lime but is a more efficient reagent. Manufactured sodium carbonate and/or sodium bicarbonate may be substituted for trona. To the degree that this technology also absorbs the AG precursors to D/F formation, HCl and Cl2,that are present in the flue gas stream, it would tend to suppress the formation of D/F.
Calcium-Based Internal Scrubber. The conditioning tower used for flue gas temperature control at the discharge of the preheater tower of a preheater or precalciner kiln system initially can be installed as or subsequently retrofitted to become an internal dry scrubber using a slurry of calcium hydroxide as the scrubbing reagent. These systems are effective in the reduction of SO2 emissions and detached plumes (EnviroCare, 2002). Due to inadequate reagent retention time in the conditioning tower, retrofit installations may not be as effective as a properly designed, new installation. The spent reagent that contains oxidized sulfur as sulfite or sulfate salts conveniently becomes a raw material constituent and there is no waste to dispose. In any scrubbing system using abrasive slurry, control of the slurry flow and mechanical maintenance of the system can be prob-lematic, but the relatively high scrubbing efficiency and the lack of waste residue are decided bene-fits for this system. To the degree that this technology also absorbs the AG precursors to D/F formation, HCl and Cl2,that are present in the flue gas stream, it would tend to suppress the formation of D/F.
Pyroprocessing System Design. Unique kiln systems of atypical design can take advantage of the inherent properties of the cement manufacturing process to achieve environmental goals under site-specific circumstances. These systems often must use additional energy or suffer a lower production rate than traditional designs but the improved environmental performance and the avoidance of problems associated with pollution abatement equipment occasionally make such designs acceptable to an owner. At one plant there is a unique combination of a low- NOX calciner, a single-stage preheater, and a dryer crusher that exceeded all environmental and production expectations including very low emissions of SO2.In this case, fuel consumption with the atten-dant NOX and CO2 emissions were higher than would have been experienced with a traditional precalciner kiln system (Vu, 2001).
Tailpipe Wet Scrubber. Based on publicly available permits, tailpipe wet scrubbers using lime-stone as the scrubbing reagent have been installed on four cement kilns in the recent past. There are no published data detailing the experience to date with these scrubbers. However, the spent reagent (calcium sulfite) must be disposed of or oxidized to calcium sulfate for use in the finish mill of the cement plant as a set regulator in the cementitious product. There may be a wastewater stream that requires treatment before discharge. It is expected that the wet scrubber would remove NH3 and HCl, if any, from the exhaust gas. Carryover of residual sulfuric acid mist and of the scrubbing limestone as PM may present environmental compliance problems.
Indirect Firing. There are two basic mill systems for preparing and burning solid fossil fuel in cement kilns. The first of these is called a direct-fired system in which hot air from the clinker cooler is used to dry the coal while it is being ground in the mill and to pneumatically transport the powdered coal to the combustion site for immediate combustion. About 20% – 25% of the air required for combustion is supplied through the coal mill and burner pipe. This air is called primary air. In the second or indirect-fired system, the powdered coal is separated from the drying and transport air by cyclones and/or fabric filters, and is stored in a bin or silo prior to being metered and pneumatically transported by ambient air to the combustion site. In an indirect-fired system, the primary air can be reduced to about 7% – 15% of the total combustion air. Since the generation of both thermal and fuel NOX is oxygen dependent, the reduction in available oxygen in the flame envelope in an indirect-fired coal system results in a reduction in NOX generation. Indirect coal firing systems generally result in improved thermal efficiency for the kiln system and a reduction in CO2 emissions. Because the solid fossil fuel is separated from the transport air in PMCDs that exhaust to the atmosphere, there is an increase in PM emissions from an indirect-fired system when compared to a direct-fired system with no vent to the atmosphere. A variant of the indirect-fired system uses oxygen-deficient flue gas to dry and transport the coal to the PMCD that separates the powdered coal from the flue gas. The oxygen-deficient flue gas is used to inert the coal mill atmosphere for safer coal grinding and has no effect on NOX generation because it is not used as primary air.
Low-NOX Burner. Several vendors provide adjustable burners with proprietary designs that are intended to reduce NOX generation through the mixing scheme for fuel and primary air by reduc-ing flame temperature, altering turbulence in the flame, and establishing oxygen-deficient recirculation zones in the flame. While these burners have the capacity to alter the flame velocity and shape for process purposes, they have met with mixed success in the documented control of NOX generation. Most often, these burners are installed with an indirect-fired coal system as part of a retrofit project for a direct-fired system or as part of a new pyroprocessing system. At the conclu-sion of a successful project, it is impossible to sort out the relative contributions of the NOX burner and the indirect-fired coal system to the reduction of NOX generation.
Mid-Kiln Firing. Although it could be applied to preheater kiln systems, mid-kiln firing primarily provides for staged combustion in wet or long-dry kiln systems. Once per revolution of the kiln, a single charge of fuel is introduced into the calcining zone through the kiln shell using a gated feed device. As the carbonaceous fuel charge burns in the low oxygen environment of the calcining zone, free radicals are generated that in turn chemically reduce the NOX that was generated in the burning zone to molecular nitrogen (Eddings, 2003). With mid-kiln firing, there is a risk of increased CO emissions unless there is sufficient residual oxygen, temperature, and mixing down-stream of the secondary combustion point in the flue gas flow path. It was for this reason that the mixing-air fan technology was developed. The fuels most often used for this purpose are worn or rejected whole passenger car tires and small containers of combustible hazardous waste. If cost-effective, any solid fuel could be used for mid-kiln firing. If the solid fuel used at mid-kiln has a lower sulfur concentration than the fuel it replaces, there is the potential for reduced SO2 emis-sions. The intimate mixing of a sulfur-containing fuel and calcining raw mix at the mid-kiln loca-tion also may provide an enhanced opportunity for absorption of SO2.
Process Improvements. Because of the reduced consumption of fuel per unit of production, almost any improvement in an existing kiln system that improves the thermal efficiency of the process will be accompanied by a reduction in long-term NOX emissions per ton of clinker. To help justify the associated capital expenditures, many process improvement projects also result in increased production that tends to negate decreases in overall NOX emissions. When compared to a steam boiler or power plant, the high variability of NOX emissions from a properly operated cement kiln is well known. Process improvements that serve to make the kiln operation more stable without necessarily increasing production also accomplish NOX reductions over the short term, the long term, and per ton of clinker. Any process improvement project should be evaluated for its effect on the generation and emission of all pollutants.
Process Control Improvements. Process control improvements are characterized by the installation of new or better instrumentation and/or process control systems. In older kiln systems, the improvement might mean replacing an analog process control system with a digital computer. In newer kiln systems with an adequate digital computer, the use of one of the expert or fuzzy logic control systems and the necessary process instrumentation could represent a significant process control improvement. In essence, the expert systems are satellite computers that guide the process computer in controlling the kiln system. They are able to detect subtle changes in the process and to take corrective actions of the appropriate magnitude more rapidly than the central control room operator. The common purposes of most process control improvements on kiln systems are to improve thermal efficiency and the clinker production rate. However, if a process control improve-ment project simply results in a more stable pyroprocessing system, lower NOX emissions over the short term, the long term, and per ton of clinker will result. Any process control improvement project should be evaluated for its overall effect on the process and on the generation and emission of all pollutants.
Low-NOX Calciner. All vendors of cement pyroprocessing systems offer proprietary calciner designs that carefully control the mixing sequence of fuel, air, and raw materials in the calciner vessel. The common feature of all these systems is an oxygen-deficient initial combustion zone in which free radicals are generated that subsequently react with NOX to form molecular nitrogen and other reaction products (Miller and Bowman, 1989). At the operating conditions found in the calciner, CO also is formed. The initial combustion zone is followed in the gas flow path by a secondary combustion zone in which residual CO in the flue gas is oxidized to CO2. These designs have worked quite well in new installations. When applied to calciner replacement or retrofit proj-ects, physical restraints often limit the ability of the vendor to install a fully functional low- NOX calciner. The result may be an unpredictable and disappointing reduction in NOX generation in the calciner. In all these designs, there is the possibility of increased emissions of residual CO if the downstream oxidation is not complete.
Staged Combustion. The function of staged combustion (sometimes called secondary firing) in preheater or precalciner kiln systems is to develop a reducing zone in the flue gas flow path after the burning zone in which free radicals produced during staged combustion of hydrocarbon fuels react with NOX from the burning zone to form molecular nitrogen and other reaction products. The most prevalent location for staged combustion is in the riser duct between the discharge of the rotary kiln and the calciner vessel. Typically, natural gas is the most convenient fuel but pulverized (powdered) coal, used oil, and waste-derived fuels also are used for this purpose. Worn or rejected whole passenger car tires also are inserted into the feed end of the rotary kiln to accomplish NOX reduction through staged combustion. In preheater kiln systems, there is a high probability of in-creased CO emissions unless there is a source of air (oxygen) to oxidize residual CO downstream of the staged combustion site in the flue gas flow path. In precalciner kiln systems, the residual CO from staged combustion has an opportunity to be burned in the calciner vessel so the probability of increased CO emissions resulting from staged combustion is reduced but not necessarily eliminated.
Semi-Direct Firing. In one way or another, semi-direct firing systems mechanically separate the powdered coal in the coal mill exhaust from the coal drying and transport air to provide for better combustion control through independent metering of the coal being fed to the kiln and to some-times reduce the quantity of primary air used in the main burner pipe. In the basic semi-direct firing system, the entire coal mill exhaust air stream is used as primary air. To reduce the primary air volume, only a portion of the dedusted air discharged from the separation device, e.g., a cyclone, may be used as primary air in the main burner with the balance of the air being directed to the kiln hood to function somewhat as secondary air and to provide for consumption of the residual coal in the air stream (Hansen, 2003). In some situations, the dedusted coal mill exhaust air stream in excess of primary air requirements may be recirculated to the coal mill system.
Semi-direct firing systems for solid fossil fuels have the benefit of potentially reducing NOX gener-ation through a reduction in primary air for the main kiln burner while avoiding the source of PM emissions from the coal mill PMCD found in an indirect-fired system. When compared to a direct-fired system, the reductions in NOX generation attributed to a semi-direct system can be as great as those that would be experienced with an indirect-fired system (Hansen, 2003).
Mixing Air Fan. If the flame at the discharge end of a rotary kiln could be operated with reduced oxygen at the combustion site, the generation rate of thermal and fuel NOX would be less than if a large excess of oxygen were present. In addition, free radicals would be formed in the flame that could react with NOX to form molecular nitrogen in the appropriate temperature window located downstream of the burning zone in the flue gas flow path. Excess CO or organic PICs in the flue gas that also are generated by the main flame require oxidization prior to discharge to the atmos-phere. High-pressure air, in the range of a 2% –10% replacement of the primary combustion air, can be injected through the shell of the rotary kiln and into the calcining zone to provide sufficient oxygen to convert the excess CO to CO2, and to better mix the gas within the rotary kiln. This technology was developed initially to allow for more complete combustion of solid fuel introduced through the mid-kiln firing technology and was later adapted for the reduction of NOX generation in a rotary kiln. In a limited number of applications of a mixing air fan to a rotary kiln, simultane-ous reductions in the emissions of SO2,CO, and THC have been demonstrated. Conceptually, this technology could be installed on any of the kiln systems for the primary purpose of NOX emission reduction and would not interfere with other pollution control technologies.
Cement Kiln Dust Insufflation. As a means of recycling usable CKD to the pyroprocess, CKD sometimes is injected or insufflated into the burning zone in or near the main flame. The presence of these cold solids within or in close proximity to the flame has the effect of cooling the flame and/or the burning zone thereby reducing the formation of thermal NOX. The insufflation process is somewhat counterintuitive because a basic requirement of a cement kiln is a very hot flame to heat the clinkering raw materials to about 1480°C in as short a time as possible. Because there is an increased requirement for thermal energy in the burning zone when insufflation is employed, it is not an attractive technology for recirculation of CKD except in wet kiln systems where other options are not available, practical, or productive. There are more efficient ways to recycle CKD in dry kiln systems. Because of the increased requirement for thermal energy, CO2 emissions would increase. Because of the disruption of the flame, CO generation also may increase and the genera-tion of free radicals could possibly result in additional NOX reduction. The injection of a high-sulfur material, i.e., CKD, in the vicinity of the flame may increase SO2 generation and emission if localized reducing conditions are present. As a variant to CKD insufflation, essentially the same effects have been observed when raw material mix has been insufflated on an experimental basis.
The insufflation of raw material mix on a commercial scale probably would not be acceptable as a NOX control technology because of the thermal inefficiency associated with the practice.
Biosolids Injection. The injection of biosolids from municipal wastewater facilities into the proper temperature window in the preheater tower serving a preheater or precalciner kiln system is a variant of the selective noncatalytic reduction (SNCR) system that is discussed in a later section. The biosolids provide a source of NH3 and some fuel value for the process. The NH3 reacts with NOX that has been formed in the kiln or calciner to form water and elemental nitrogen. If the NH3 is not consumed fully by available NOX,excess NH3, i.e., an “ammonia slip,” will be emitted from the stack to increase the potential for a detached plume. Ammonia also is a precursor pollutant to the formation of regional haze. Unlike most other control existing technologies for cement kilns, biosolids injection uses a potential gaseous pollutant of concern in an effort to control the emis-sions of another pollutant. Because of the water that accompanies the biosolids, there is an increase in primary fuel requirements per ton of clinker that counteractively tends to increase the potential for NOX generation. If the kiln system is fan limited, the additional water vapor reduces the maximum production rate of the kiln. Because the biosolids are burned in a low-oxygen envi-ronment, there may be an increase in the emissions of CO. If there are metals present in the biosolids, the potential exists for the more volatile species to be emitted from the kiln system.
Inherent Process Characteristics (Time, Temperature and Turbulence). Any cement pyroprocessing system possesses the three “Ts” of combustion, i.e., adequate time at high tempera-ture with sufficient mixing (turbulence) to fully burn the organic compounds comprising all commonly used fossil fuels and most alternative fuels, e.g., waste-derived fuel. In unusual circum-stances, the systems may be altered to more fully utilize the inherent characteristics of the pyro-process. An example would be the application of a mixing air fan to increase postcombustion turbulence in a rotary kiln to fully oxidize organic PICs.
Pyroprocessing System Design (THC Control). Unique kiln systems of atypical design can take further advantage of the inherent properties of the cement manufacturing process to achieve environmental goals under site-specific circumstances. The systems often require compromises in production rate, energy consumption, and environmental performance. An example of a successful design is the use of a calciner with a single-stage preheater to immediately subject the raw materi-als to process conditions sufficient to burn the organic material prior to its vaporization or pyroly-sis. In this case, fuel consumption and CO2 emissions would be higher and the production rate would be lower than would be experienced with a traditional precalciner kiln system. Depending on raw materials and process conditions, emissions of NOX and SO2 may well increase because of this process design. Other nontraditional designs will present their own sets of emission character-istics and process compromises.
Pyroprocessing System Design (CO Control). Because the emission of CO from unburned fuel represents an economic loss, most cement pyroprocessing systems are designed to ensure the complete combustion of fuels. In those situations where CO generation occurs simultaneously with the deliberate generation of free radicals used as reducing agents to minimize NOX emissions, the process normally is designed to oxidize residual CO to CO2 once the NOX reduction has been accomplished. Each vendor of cement kiln systems has several proprietary designs intended to minimize CO emissions while accomplishing other process and pollution abatement objectives. For example, in a low-NOX calciner, the fuel and tertiary air are introduced appropriately to the vessel to minimize residual CO. In staged combustion, an oxidizing zone sequentially follows a combustion zone that operates in an oxygen-deficient environment.
Regenerative Thermal Oxidizer. The most thermally efficient of the tailpipe thermal oxidizers is a regenerative thermal oxidizer (RTO). As applied to a cement
kiln, a RTO consists of several modules, each of which treat an aliquot of the post-PMCD flue gas by reheating it to about 870°C with an open flame and sufficient oxygen to oxidize CO, hydrocarbons and/or odor causing constituents (Figure 6.1.5). To minimize collateral pollution, a clean fuel such as natural gas has been the choice for use in an RTO. The heat from the treated flue gas is captured in one of two porous heat sinks in each module. The untreated flue gas is passed through a hot heat sink to recover heat prior to the application of thermal oxidization. Upon dissipation of the heat in the initial module, a system of valves quickly reverses the roles of the heat sinks. The process repeats itself through alternative heating and cooling of the heat sinks. At the operating temperatures of an RTO, D/Fs in the flue gas would be subject to destruction. The combustion of additional fuel in the RTO will result in additional emissions of CO2 and NOX.
The application of an RTO to a cement kiln system appears to require the consideration of addi-tional pollution abatement technologies. The operating temperature of an RTO strongly encour-ages the conversion of SO2 in the flue gas to SO3.So that SO3 generation is minimized, a common approach is to apply a wet limestone scrubber ahead of the RTO to remove as much SO2 as possi-ble from the flue gas. An alternative approach would be to use one or more of the pre-PMCD SO2 reduction technologies suitable for cement kiln systems to eliminate the need for the wet scrubber. Each SO2 reduction technology has its own unique impact on the reduction or production of additional gaseous or solid pollutants.

Figure 6.1.5. Installation of a regenerative thermal oxidizer
Good Combustion Practice. The most prevalent technology used for control of CO generation in cement kiln systems is good combustion practice. At each combustion site, adequate time, temperature, and turbulence are provided to make certain that the carbon component of the fuel is fully oxidized to CO2.Good combustion practice contributes to maximum thermal efficiency, reduced operating cost, and the minimization of the emissions of NOX,CO2,SO2, and organic PICs. In some NOX control technologies, CO generation is a counteractive result of the poor combustion practice used to deliberately generate the free radicals that subsequently reduce NOX emissions. In these systems, excess CO sometimes must be subsequently oxidized to CO2 to reduce CO emissions.
Potential Control Technologies
Mixing Air Fan. Despite the motion of the rotary kiln and the high velocity of the gas inside the kiln, the gas flow in the calcining zone of the kiln is stratified, i.e., experiences laminar flow. If the high-temperature gas in the calcining zone contains sufficient excess oxygen and is thoroughly mixed, SO2 would be oxidized to SO3 that could then react with the abundance of calcium and alkali metal oxides suspended in the gas stream. The result would be the lowering of SO2 emissions through the capture of sulfur as a solid sulfate in the clinker or in the CKD that is expelled from the kiln system. High-pressure air in the range of a 2% – 10% replacement of the secondary combustion air can be injected through the shell of the rotary kiln to provide sufficient oxygen for oxidation of SO2 and the kinetic energy necessary for mixing of the flue gas. This technology was developed initially to allow for more complete combustion of solid fuel introduced near the midpoint of the rotary kiln and later was adapted to reduce the generation of NOX.In a limited number of applications, a mixing air fan attached to a rotary kiln also has shown simultaneous reductions in the emissions of CO and THC. Conceptually, this technology could be installed on any of the kiln systems for the primary purpose of SO2 emission reduction.
In-line Raw Mill Hydrated Lime Injection. A potential variant of the use of a conditioning tower as a calcium-based internal scrubber is the injection of the calcium hydroxide slurry into an in-line raw mill. Water frequently is injected into a vertical roller mill to improve operation of the mill. If this water were replaced with calcium hydroxide slurry, the flue gas and an effective scrub-bing reagent would be intimately mixed within the mill near the optimum reaction temperature to enhance the inherent scrubbing efficiency of the in-line raw mill. To the degree that this technol-ogy also absorbs the emissions of the AG precursors to D/F formation, HCl and Cl2,that are pres-ent in the flue gas stream, it would tend to suppress the formation of D/F.
Fabric Filter Absorption. Older literature suggests that SO2 is removed from cement kiln flue gas in a fabric filter PMCD. This removal seldom has been observed in practice because the bulk of the material on the filter, i.e., calcium carbonate, is not reactive with SO2 at the temperature and humidity conditions in the fabric filter. If calcium oxide is present on the filter medium, e.g., in an alkali-bypass PMCD, a small but measurable reduction in SO2 concentration in the flue gas may be observed. If a scrubbing reagent, e.g., hydrated lime, were added to the flue gas stream ahead of the PMCD, some adsorption of SO2 might be observed. If the fabric filter is operated at or below the acid dew point, AGs will be removed from the flue gas. However, this practice is not acceptable because severe corrosion and ultimate destruction of the PMCD is a certain result.
Sodium-Based Internal Scrubber. This system would be similar in concept to the calcium-based internal scrubber for preheater and precalciner kilns except that a solution of sodium carbonate/ sodium bicarbonate derived from naturally occurring trona or manufactured reagents would be used in lieu of the calcium hydroxide slurry in the conditioning tower. Trona is more expensive than hydrated lime but is a more effective reagent. Handling and spraying a solution is always easier than handling and spraying slurry. Care must be exercised that the introduction of sodium into the process does not render the product unmarketable. CKD from an alkali bypass could be wasted to reduce the sodium content of the clinker. The limited use of a sodium carbon-ate/sodium bicarbonate solution in the conditioning tower might suffice for control of a detached plume that is observed only when an in-line raw mill is down. To the degree that this technology also absorbs the AG precursors to D/F formation, HCl and Cl2,that are present in the flue gas stream, it would tend to suppress the formation of D/F.
Calcium/Sodium-Based Internal Scrubber. A possible synergetic combination of technolo-gies would be to inject calcium hydroxide slurry into the in-line raw mill during its operation and a sodium carbonate/bicarbonate solution into the conditioning tower when the raw mill was down for maintenance or raw mix inventory control. Some problems with slurry handling would be eliminated, e.g., wear-sensitive nozzles are not required for calcium hydroxide slurry injection into the in-line raw mill, and the addition of sodium to the process and clinker is minimized. To the degree that this technology also absorbs the AG precursors to D/F formation, HCl and Cl2,that are present in the flue gas stream, it would tend to suppress the formation of D/F.
Oxygen Enrichment. Oxygen enrichment through the use of liquid oxygen (LOX) has been shown to be an effective mechanism for increasing the production of a cement kiln. Because of the cost of purchased LOX or its onsite production, the technology has never been economically justified. Cement kilns are usually “fan limited,” i.e., the maximum production rate of the kiln is limited by the amount of flue gas that can be moved by the induced draft fan or fans. The introduction of oxygen without the burden of nitrogen from air allows the induced draft fan to handle the combustion prod-ucts that result from the combustion of additional fuel that, in turn, allows more production. The presence of adequate oxygen in the kiln system should reduce SO2 emissions by oxidizing sulfur to a solid sulfate that is retained in the clinker or expelled from the kiln system with the CKD. This tech-nology could reduce generation of organic PICs and CO by improving combustion efficiency in the rotary kiln or calciner but would probably be ineffective in the reduction of THC emissions that result from evaporation of organic compounds from raw materials.
The use of LOX in the calciner would tend to increase the generation of fuel NOX and to reduce the generation of CO. Therefore, the use of oxygen enrichment to reduce NOX emissions would appear to be counter-indicated. The use of LOX as a complement to other NOX reduction tech-nologies, e.g., staged combustion, might have a beneficial outcome. Unless carefully controlled, the addition of LOX also can serve to increase long-term thermal and fuel NOX generation simply because of increased oxygen at the combustion site. High rates of oxygen enrichment, e.g., 35%oxygen by volume in the combustion air, have resulted in the rapid elimination of clinker coating and the deterioration of the burning zone refractory (Willis, 2002) probably due at least in part to an increase in flame temperature.
Dual-Alkali Process (Soda Ash/Lime). This is a tailpipe scrubber technology that would use a water solution of sodium sulfite and sodium hydroxide in a spray chamber or packed column at approximately 120°F to absorb SO2 and AGs in the flue gas stream immediately following the main or bypass PMCD. The flue gas from a cement pyroprocessing system often would require cooling before this process could be used. Upon exit from the scrubber, the scrubbing liquid would be treated with calcium oxide, calcium hydroxide, or calcium carbonate to precipitate sulfite/sulfate ions and to regenerate sodium hydroxide. The calcium sludge would be removed from the liquid using a filter press or other filtration system and must be disposed as a waste in an appropriate landfill that may or may not be available on site. Water and make-up reagent, sodium hydroxide or sodium carbonate, would be added to the scrubbing liquid that is recirculated to the scrubbing device.
Thermal Decomposition (Roasting). Smelting of pyritic metal ores is accomplished by roast-ing them at 600°C – 800°C to oxidize sulfide sulfur to SO2. This same phenomenon occurs in the upper stages of a preheater tower to generate SO2 from cement raw materials containing small amounts of reduced sulfur. At considerable economic and energy costs, cement raw materials could be roasted outside the normal pyroprocess to liberate the SO2.The liberated SO2 would have to be captured using one of the tailpipe technologies described in this chapter. The independent roasting of the raw materials would have the advantage of reducing the volume of flue gas requir-ing treatment to remove SO2.Ifpresent, hydrocarbons also would be liberated and if combustion conditions were inadequate, CO could be generated. Because of the independent thermal process, emissions of CO2 and NOX would increase beyond those experienced by an integrated cement pyroprocess in which the SO2 was generated.
Tailpipe Dry Scrubber. In this technology, a traditional, stand-alone, tailpipe dry scrubber (also known as a spray dryer absorber) would be installed after the main or alkali-bypass PMCD through which the flue gas is passed. A limestone or calcium hydroxide slurry would be used as the scrubbing reagent for the removal of SO2 and acid gases. Typically, the temperature of the flue gas at the exit of the fabric filter is too low to accomplish drying of the reagent slurry prior to its collection in a fabric filter. Consequently, the flue gas must be reheated with a clean fuel, e.g., natu-ral gas, to accomplish the necessary drying of the reagent. In addition to the production of increased CO2 emissions from the added fuel, there is likely to be an increase in other pollutants, i.e., NOX and CO, resulting from reheating the gas and a need to dispose of spent reagent removed from the fabric filter. In some applications of a spray dryer absorber, activated carbon has been injected upstream of the absorber to control the emissions of D/F (Richards, 2003). Depending on the captured pollutants, spent reagent could be used as a raw material in the cement plant rather than disposed.
Cement Kiln Dust Tailpipe Scrubber. There has been a full-scale pilot plant installation of this technology. Flue gas from a wet process kiln was passed through a slurry of CKD, the SO2 absorbing reagent, in a complicated and prohibitively expensive contact device. Reductions in SO2 emissions on the order of 95% were obtained. Crystalline potassium sulfate, a fertilizer constituent, was to have been extracted (leached) from the CKD slurry in commercial quantities. The expensive contact device and the potassium sulfate crystallization problems contributed to the commercial failure of the process (Young, 2003). This scrubber also would have removed THC, AG, and NH3 from the exit gas, and the potential for formation of a detached plume would have been reduced. This technology would be best suited for wet process kiln systems where the leached CKD slurry could be returned to the kiln.
Fuel Substitution (Lower Total Nitrogen). In wet, long dry, and preheater kiln systems, ther-mal NOX dominates the process of NOX generation in the rotary kiln. Although thermal NOX generation continues to dominate in the burning zone of the rotary kiln in the precalciner kiln system, only about 40% of the thermal energy for the process is required at that location. In the calciner, where the balance of the thermal energy input is accomplished through relatively low temperature combustion, fuel NOX dominates NOX generation. A NOX reduction strategy could be developed using an available and cost-effective fuel or a combination of fuels with the lowest potential for NOX generation. Because about a third of the cost of cement manufacture is energy related, the selection of fuel is always cost-sensitive. As noted previously, a change in fuel could have an effect on the generation or emission of other pollutants.
Raw Material Substitution (Lower Total Nitrogen). It has been shown in the laboratory that nitrogenous compounds pres-ent in some cement raw materials have the potential to generate feed NOX upon heating at temperatures of 300°C – 800°C (Gartner, 1983). It is very difficult to identify this phenomenon in the field because of the other sources of NOX genera-tion in a cement pyroprocess (Penta, 1999). The proof of the effi-cacy of raw material substitution for NOX control only can be shown in site-specific trials over several months. A change in raw materials can always result in unin-tended changes in pollutant emissions. Changes in raw materials should not preclude the applica-tion of other technologies. Because cement plants are normally located at or near their sources of raw materials, there are often critical economic limitations to substituting raw materials. Figure 6.1.6 shows a limestone storage pile at a cement plant.

Figure 6.1.6. Raw material storage pile.
Selective Noncatalytic Reduction. In the temperature window of 870°C –1090°C, NH3 reacts with NOX to form water and molecular nitrogen. Above this temperature range, the NH3 is oxidized to NOX.Below this temperature range, the reaction is too slow and unreacted NH3 may be emitted from the pyroprocess. As the CO concentration at the reaction site increases, the opti-mum temperature for the reaction decreases (Eddings, 2003; Brouwer and others, 1996). This temperature window generally is available in the flue gas stream at a location in the lower stages of the preheater tower in a preheater or precalciner kiln system. In a wet or long-dry kiln system, the temperature window is located well inside the rotary kiln and physically cannot be accessed readily. The NH3 could be delivered to the preheater tower through the use of anhydrous NH3,or an aque-ous solution of NH3 (ammonium hydroxide) or urea. Anhydrous NH3 is reported to be more effective as a reagent but safety considerations suggest that the solutions of NH3 or urea are more acceptable reagents. A concern about application of SNCR technology is the breakthrough of unre-acted NH3 as an “ammonia slip” and the increased potential for the formation of a detached plume and a contribution to regional haze. Ammonia slip is certain to result from the superstoichiometric addition of NH3 while attempting to achieve the maximum reduction of NOX emissions. Unlike most other control technologies for cement kilns, SNCR uses a gaseous pollutant of concern in an effort to control the emissions of another pollutant. Depending on the physical arrangement and dimensions of the calciner and the adjoining preheater stage, the installation of SNCR on an exist-ing precalciner kiln system may be problematic. Because of the requirement for oxygen as a constituent in the SNCR reaction, there is concern that SNCR and staged combustion in a low-NOX calciner are incompatible technologies, i.e., there may be an oxygen deficiency at the location in the process of the appropriate temperature window. SNCR has been used successfully on cement kiln systems in Europe but only recently has been applied as a full-time control technology in the United States on a precalciner kiln system (Williams, 2003).
Modified Direct Firing. In a procedure similar to semi-direct firing, solid fossil fuel is mechani-cally separated from the coal mill exhaust air stream with a high-efficiency separator and briefly stored prior to being metered to the kiln. The dedusted coal mill exhaust air from the high-effi-ciency separator is used as primary air. Unlike other systems, however, the coal mill system fan is of variable speed so that the volume of primary air can be maintained at a constant ratio to the coal feed rate. Because of the decoupling of the powdered coal and the coal mill system air stream, the system provides for a potentially reduced percentage of primary air and a resulting reduction in the rate of NOX generation in the main flame. The modified direct-fired system provides the combustion control benefits of an indirect-fired system without the PMCD exhaust associated with such a system (Hansen, 2003).
LoTOx™ Scrubber. The LoTOx™ scrubber is a proprietary low-temperature tailpipe device that uses water as the scrubbing reagent. In a series of discrete steps, the flue gas would be quenched (if necessary) to lower the temperature to below 120°C, treated with ozone to rapidly oxidize NO and NO2 to nitrogen pentoxide (N2O5), and scrubbed with water to convert the N2O5 to nitric acid. Unreacted NO2 would form nitrous acid in the water scrubber. If SO2 and SO3 are present in the flue gas, there should be measurable removal of these pollutants from the flue gas by the water scrubber. The effluent from the scrubber would have to be treated with a caustic to raise the pH before discharge. Removal of nitrous and nitrate salts also might be required, and thus, produce an additional waste stream.
Flue Gas Recirculation. Flue gas recirculation would involve the use of post-combustion flue gas in lieu of primary air in the burner of the rotary kiln. The intent would be to initially burn fuel in oxygen-deficient conditions to lower the thermal and fuel NOX formation rates. The recircu-lated flue gas passing through the main burner would replace an equal volume of oxygen-laden primary air; therefore, in a fan-limited kiln system, the total amount of fuel that can be burned and the resulting clinker production rate would be reduced. Because the flame in the kiln would become long and “lazy,” the temperature profile in the kiln would change and could result in a crystal structure in the clinker that is detrimental to product quality. Flue gas recirculation would have the potential to increase the generation of CO and SO2 because of the oxygen deficiency at the primary combustion site. There is no advantage to using flue gas recirculation in a calciner because combustion in this vessel already is accomplished at relatively low temperature with a minimum quantity of available oxygen.
Selective Catalytic Reduction. Selective catalytic reduction (SCR) has not been applied to cement kiln systems in the United States. However, in some industrial applications, SCR is an established NOX reduction technology that uses the well-known reaction between NH3 and NOX. A catalyst is used to accomplish the reaction in a lower temperature window, 300°C–450°C, than is required in the SNCR technology. To prevent blinding and fouling of the catalyst, the reaction must be conducted in a flue gas stream that is essentially free of PM and certain metals. Therefore, SCR would be a post-PMCD technology if applied to a cement kiln. The flue gas would require reheating because the temperature of the flue gas stream from a PMCD serving a cement kiln system is usually less than 204°C because of D/F control requirements. An attendant increase in the emissions of CO2 and other combustion products will occur as a result of the reheating. Fouling of the catalyst may occur from SO2 in the flue gas; therefore, an SO2 reduction technology might have to be applied to the process or to the flue gas in advance of the SCR application. In SCR, there is the possibility of “ammonia slip,” i.e. excess NH3,a situation that contributes to the formation of a detached plume and to regional haze. Unlike most other control technologies for cement kilns, SCR uses a gaseous pollutant of concern, NH3, in an effort to control the emissions of another air pollutant. After some site-specific elapsed time, the catalyst will require replacement and will result in a new solid waste stream from a cement plant using this technology.
Tri-NOX Multi-Chem® Scrubber. Sodium hydroxide, sodium monosulfide, sulfuric acid, and sodium chlorite are used as the scrubbing reagents in the Tri-NOX Multi-Chem® scrubber, a proprietary low-temperature tailpipe system.In a series of scrubbing towers, the flue gas is quenched to lower the wet bulb temperature, NO is oxidized to NO2, and the NO2 is subsequently reduced to molecular nitrogen and water. There is a wastewater stream of elevated pH and high salt loading that must be treated prior to discharge. The Tri-NOX Multi-Chem® system also could be expected to concurrently reduce emissions of SO2 and AGs.
Water/Steam Injection. The injection (insufflation) of water or steam into the main flame of a rotary kiln can act as a heat sink to reduce the flame temperature and the resulting generation of thermal NOX.For a process that requires a high flame temperature to accomplish clinker forma-tion, a significant reduction in flame temperature without compensating benefits is counterintu-itive and an obvious waste of energy. However, one white (colored) cement plant attributes a fortu-itous reduction in NOX generation to the spraying of water on the discharged clinker to maintain its color. No doubt, the resulting steam suppresses the flame temperature but at a significant energy penalty that results in higher emissions of CO2 (Johnson, 2003). If the flame temperature is sufficiently quenched, the generation of CO can increase and/or the clinkering process will cease.
Catalytic Filtration (Ceramic Filter). This technology is a variation of the SCR process and requires the incorporation of a catalyst within or upon a ceramic PM filter because of the relatively high temperature required for NOX reduction using NH3 as a reagent (300°C–450°C). At the pilot plant level, ceramic filters (without catalysts) have been designed for gas streams at a temperature of 600°C. The ceramic filter media can replace the bags in a pulse-jet fabric filter and use the pulse-jet cleaning methodology. To prevent blinding of the filter, a mechanical PM separator, e.g., a cyclone, could be installed ahead of the catalytic filter. The catalyst also would be subject to fouling from several constituents in the flue gas.
Non-Thermal Plasma. Plasma is the fourth state of matter, i.e., excited atoms and ions in the form of ionized gas, and this state can be reached by thermal means and non-thermal means, e.g., microwaves, electron beams and electrical discharges. Substantial research has gone into the appli-cation of non-thermal plasma to the reduction of soot and NOX emissions from diesel engine exhausts. The future application of non-thermal plasma to the removal of NOX from the flue gas of a cement kiln would likely take a similar approach. The flue gas would pass through a non-ther-mal plasma generator where the NOX would be converted to inert species, e.g., molecular oxygen and nitrogen, or to a treatable species, e.g., nitrogen dioxide, that could be efficiently reacted with a suitable reagent. Non-thermal plasma has the potential to minimize or reduce other pollutants from cement pyroprocessing systems, e.g., VOC, D/F and SO2.
Thermal Desorption (Roasting). Cement raw materials could be heated in an independent device to volatilize organic compounds prior to introduction of the raw materials into a cement kiln system. To avoid the application of organic and CO emission control technologies, the desorp-tion device would have to operate with adequate combustion conditions including high tempera-ture and excess oxygen. If sulfide sulfur were present in the raw materials, it probably would be roasted to SO2.Because of the independent thermal process in the roaster, emissions of CO2 and NOX would increase beyond those experienced by an integrated pyroprocess in which the hydro-carbons were volatilized.
Thermal Oxidation. Thermal oxidation would involve the reheating of the flue gas to tempera-tures of 760°C–870°C in the presence of sufficient oxygen to achieve complete destruction of CO and any organic compounds, including D/F, present in the flue gas. Because of its inherent ineffi-ciency, thermal oxidization is seldom applied as a tailpipe technology on large-scale processes, e.g., cement kiln systems. To derive benefit from the additional heat input required by thermal oxidiza-tion, an application of thermal oxidization in the gas flow path prior to the raw mill in an in-line kiln/raw mill system is conceptually possible. To minimize collateral pollution, a clean fuel, e.g., natural gas, would be the likely choice for use in the thermal oxidization. Because of the additional consumption of fuel, increases in the emissions of CO2 and NOX would be unavoidable when compared to the pyroprocess without application of thermal oxidization.
Recuperative Thermal Oxidation. In the application of recuperative thermal oxidization, the thermal efficiency of thermal oxidization is improved through the use of a countercurrent gas-to-gas heat exchanger in which heat from the treated flue gas is transferred or recirculated to the untreated flue gas. Recuperative thermal oxidization has the potential to reduce THC and CO concentrations in the flue gas and would result in additional emissions of NOX and CO2 because of the additional fuel combustion that is required to raise the flue gas to an effective temperature. Recuperative thermal oxidization is less thermally efficient than an RTO but operates at a tempera-ture sufficient to cause the destruction of D/F.
Wet Electrostatic Precipitator. Several vendors supply proprietary wet ESPs that are similar in operating principle to a dry ESP except that they operate at a temperature well below the boiling point of water and water is used to flush the pollutants from the collecting plates. Wet ESPs frequently are used to collect acid gases and mists from a variety of sources, and vendors claim that they are effective in the collection of condensed organic material, submicron PM, volatile metals, NH3, and D/F. In some applications, reductions in the emission of SO2 and NOX also are claimed. If applied to a cement kiln system, there must not be any cement minerals in the flue gas. Other-wise, there will be a buildup of hydrated cement in the wet ESP that will cause the ESP to fail and require manual cleaning. A process location following a wet kiln, a long-dry kiln, or an alkali bypass would not be feasible because cement minerals will be present in the PM.
Ultraviolet Light. Ultraviolet light has the ability to initiate free-radical chain reactions in flue gas streams containing NOX, CO and water vapor that alter/destroy the chemical bonds of the organic compounds participating in the reactions. Through the use of intense ultraviolet light in an appropriate low-temperature location following a PMCD, it is conceivable that flue gas from a cement kiln system could be treated to convert some undesirable organic compounds, e.g., formaldehyde, to CO2, water and innocuous organic compounds. Because they are organic compounds, the concentration of D/Fs in cement kiln flue gas also might be reduced upon expo-sure of the gas stream to ultraviolet light. Because CO is a necessary reagent for the free-radical reactions to occur, excess CO may be emitted with the flue gas.
Catalytic Oxidation. Various catalysts could be used to enhance thermal oxidation or recupera-tive thermal oxidization by allowing the destruction of non-halogenated organic compounds and CO at a lower temperature, e.g., 310°C–370°C. Typically, these catalysts would be contained on a substrate in the form of a grid in the flue gas stream. This technology currently is applied on a much smaller scale than would be required for a cement kiln system. A RTO also could be augmented with catalysts to form a regenerative catalytic oxidizer. The blinding and fouling of catalysts by PM, SO2, and chlorine would be experienced with this technology. Because of the additional consumption of fuel, increases in the emissions of CO2 and NOX are unavoidable when compared to a pyroprocess without application of catalytic oxidation.
Granular Activated Carbon Adsorption. Granular activated carbon (GAC) is made from many carbon-containing materials. For large-scale applications in the United States, e.g., cement kilns, the raw materials of choice would be wood, bituminous coal, or lignite. After carbonization, GAC is processed to increase the internal surface contact area through the creation of pores and channels in each granule. GAC would be contained in thick beds inside vessels through which flue gas would be passed.
The nonselective absorption on and within GAC of the organic compounds, SO2,NOX, D/F, and metals that are contained in cement kiln flue gas could result in rapid deple-tion of the adsorbent and “breakthrough” of the organic pollutants. Depending on economic factors and the adsorbed constituents, GAC can be regenerated on site or sent to a specialized offsite location for regeneration. In some cases, the spent GAC could be classified as a hazardous waste because of adsorbed constituents of concern. The collected constituents that are removed from spent GAC must be collected, destroyed, recycled, or disposed. Depending on the adsorbed constituents, spent GAC could be burned as supplemental fuel in a cement kiln. The generation of CO2 or other pollutants of concern during the manufacture of GAC should be taken into account when considering the use of GAC.
Powdered Activated Carbon Adsorption. Essentially the same processes produce powdered activated carbon (PAC) and GAC except that with PAC the adsorbent is in the form of a very fine powder with high surface area that is injected into and intimately mixed with the flue gas. PAC would adsorb the same constituents as GAC but might not be fully saturated in the available contact time, i.e., poor sorbent utilization. If PAC were injected ahead of the main or bypass PMCD, then the used PAC would become part of the raw material stream, or of the disposed or recirculated CKD. If PAC were in the raw material or recirculated CKD, organic compounds and other volatile constituents, including metals, adsorbed by the PAC would contribute to the building of a circulating load within the pyroprocess. At some point in time, the circulating load would reach equilibrium and emissions of the pollutants of concern would resume at the rate of genera-tion or introduction into the process. The inclusion of used PAC in the CKD would avoid the problem of volatile pollutant recirculation, but the disposal or beneficial use of the CKD could be compromised because of the PAC itself and/or the adsorbed pollutants in the PAC. If PAC were injected into the flue gas after the main PMCD, the used PAC would be collected in a tailpipe PMCD and disposed in a manner similar to GAC. In some applications, it has been observed that the use of PAC contributes to the formation of D/F (Richards, 2003).
CLINKER COOLING
The clinker produced in a rotary kiln is cooled in a device called a clinker cooler. This process step recoups up to 30% of the heat input to the kiln system, locks in desirable product qualities by freezing mineralogy, and makes it possible to handle the cooled clinker with conventional convey-ing equipment.
Emission Characteristics
The collected PM from clinker coolers is fairly coarse, with only about 0-15% of it finer than 10 µm. This abrasive dust consists solely of cement minerals and is returned to the process. The quan-tity of air used for cooling is about 1 to 3 kilograms per kilogram (1 to 3 pounds per pound) of clinker, depending on the efficiency of cooling and the desired temperature of the clinker and vent gas. If some of the gases are used for the drying of coal or for other purposes, then the volume of gas to be cleaned at the cooler vent may be reduced by 10%–100%. The PM content of the cooler exhaust gases is affected by the granular distribution of the clinker, the degree of burning of the clinker, the bulk density of the clinker (i.e., liter weight), and the flow rate of the cooling air. Frequently, a clinker breaker (e.g., hammer mill) is located at the discharge of the cooler and may increase the PM burden on the clinker cooler PMCD.
Emission Control Measures
The dust collectors used on reciprocating grate clinker coolers are most often fabric filters. Sometimes clinker cooler dust collectors are preceded in the gas flow stream by a mechanical cyclone or multiclone dust collector.
CLINKER STORAGE
To allow for necessary operational flexibility, a cement plant is usually able to store from 5% to 25% of its annual clinker production capacity. The storage requirement largely depends on the shipping cycle. Northern plants usually manufacture and store clinker during the inactive winter months for grinding during the summer shipping season.
Emission Characteristics
Clinker has a tendency to generate airborne PM during handling. The character of the PM varies by plant and existing process conditions. Dust caught in the clinker cooler exhaust PMCD is often returned to the clinker stream and can result in reentrainment of this material in air during subse-quent handling. Clinker dust is normally a small proportion of clinker production and is relatively coarse, but some kilns normally produce dusty clinker. During process upsets when the kiln falls below clinkering temperatures and runs “raw,” material that is discharged from the kiln is said to be “unburned” (i.e., not fused into clinker) and is very dusty.
Emission Control Measures
The air pollution control measures and equipment used in clinker handling systems are similar to those described for raw milling. The free fall of clinker onto exterior storage piles usually creates visible, fugitive particulate emissions. This dust generation can be reduced by discharging the clinker to piles through a simple device known as a rock ladder or by using variable-height, stacker belt conveyor systems. Water sprays are incompatible with clinker dust. However, fugitive dust emissions from the surface of open clinker storage piles are mitigated by precipitation, which causes a crust to form on the piles. Wind breaks and pile covers (e.g., tarpaulins) also have been used to minimize fugitive clinker dust with mixed success. Clinker in open piles is usually reclaimed with mobile equipment, such as front-end loaders. Clinker in storage halls is frequently handled with overhead bucket cranes. Fugitive clinker dust originating from material handling operations around open storage piles is often observed and is very difficult to control.
FINISH MILLING
Emission Characteristics
Emissions of PM from mill vents, air separator vents, and material-handling system vents consti-tute the air pollution concerns in the finish mill department. About 30%–40% of the particles of ordinary Type I portland cement are finer than 10 µm. For Type III, high-early-strength portland cement, the percentage of particles finer than 10 µm increases to the 45%–65% range. Typically, about 90% of portland cement will pass a 325-mesh (44-µm) sieve. The potential air pollution problems associated with the manufacture, handling, and transportation of portland cement have their origin in the large proportion of very fine particles in the product.
Emission Control Measures
Emissions of PM from finish mills are controlled adequately by fabric filters. The cement dust caught in a fabric filter is returned to the process. In colder weather, the water that is used for internal mill cooling can produce a steam plume at the mill baghouse vent. This plume is some-times confused with excessive particulate emissions, but it will dissipate within a few meters of the vent opening. Fabric filters on finish mill systems that use water for internal cooling must be well insulated to prevent condensation within the baghouse and the subsequent blinding of the bags.
PACKING AND LOADING
Emission Characteristics
Emissions of PM from the silo openings, cement-handling equipment, bulk and package loading opera-tions, and the fabric filters constitute the air pollution concerns in the shipping department (Figure 6.1.7).

Figure 6.1.7. Package cement operations.
Emission Control Measures
Active and passive fabric filters are used to remove PM from the exhaust airstreams from the silos, domes, transport systems and packaging operations. The cement dust is returned to the product in storage or in transport. The PM generated during the loading of trucks, railcars, barges, and ships is controlled by venting the transport vessel to a fabric filter. The collected PM is returned to the shipment of cement. Flexible loading spouts with concentric pipes are among the devices that are successfully used for dust-free loading. In a loading spout, the cement flows to the transport vessel by gravity through a central pipe, while air displaced from the transport vessel is drawn through an annular space.
REGULATIONS AFFECTING PORTLAND CEMENT FACILITIES IN THE UNITED STATES
A series of regulations impact portland cement manufacturing facilities, based on the Clean Air Act Amendments (CAAA) of 1970 and the associated amendments in subsequent years. This regu-lation covers five general categories:
1. New Source Performance Standards (NSPS),
2. National Emission Standards for Hazardous Air Pollutants (NESHAPs).
3. National Ambient Air Quality Standards (NAAQS),
4. New Source Review (NSR), and
5. Regional Haze Regulations
Except for the quarry and rock crushing operations, and coal handling and milling systems, the NSPS that apply to a new or modified portland cement plant constructed after August 17, 1971, are contained in 40 CFR 60, Subpart F, Standards of Performance for Portland Cement Plants. This NSPS requires emissions of PM from a cement kiln to be less than 0.15 kg/metric ton of dry feed to the kiln and opacity of the stack emissions to be less than 20 percent. The PM emission standard for clinker coolers is 0.05 kg/metric ton of dry feed and the stack opacity standard is 10 percent. All other affected facilities at a cement plant are subject to a 10 percent opacity requirement. The NSPS that apply to quarry and crushing operations at portland cement plants are contained in 40 CFR 60, Subpart 000, Standards of Performance for Nonmetallic Mineral Processing. These standards are applicable to those affected facilities that commenced construction, reconstruction, or modifi-cation after August 31, 1983. The NSPS that applies to coal handling and milling systems at cement plants are contained in 40 CFR 60, Subpart Y, Standards of Performance for Coal Preparation Plants. These standards are applicable to those affected facilities that commenced construction, reconstruction or modification after October 24, 1974.
Two NESHAPs affecting the portland cement manufacturing industry were promulgated in 1999. The first of these standards applies to affected sources at cement plants that do not burn hazardous waste-derived fuel (WDF) and can be found at 40 CFR 63, Subpart LLL. The second standard only applies to the pyroprocess-
ing emissions from those plants burning hazardous WDF and can be found at 40 CFR 63, Subpart EEE. In the hazardous WDF burning plants, the standards from 40 CFR 63, SubpartLLL, apply to all affected sources other than the pyroprocess. A storage system for hazardous WDF at a cement plant is shown in Figure 6.1.8.
Figure 6.1.8. Hazardous waste derived fuel storage system at portland cement facility. (Photo Courtesy of TXI.)
The general portland cement NESHAP restates the NSPS requirements and makes them applicable to existing sources that qualify as major sources of hazardous air pollutants (HAPs) under the regulation. The NESHAP also adds a dioxin/furan standard and standards for hydrocarbons, the latter of which are only applicable to new greenfield sources. It is anticipated that the NESHAP for cement plants burning hazardous WDF will also cover dioxin/furans, PM, and hydrocarbons, and will most likely include limits for select metals (arsenic, beryllium, cadmium, chromium, lead, and mercury), and chlorine compounds (hydrogen chloride and chlorine).
The NAAQS are contained in 40 CFR 50-53. The CAA and its implementing regulations classify the following compounds as criteria pollutants: PM10,PM2.5,ozone, NO2,SO2,CO, and lead. The CAA gives EPA authority to develop NAAQS for each of these pollutants. Monitoring stations throughout the country measure the concentration of criteria pollutants in the ambient air. Counties and larger metropolitan areas that register concentrations higher than the applicable standard are designated non-attainment by EPA. For each standard EPA requires states containing non-attainment areas to develop state implementation plans (SIPs) demonstrating how they will achieve attainment. The EPA’s request for the plans is known as a SIP call. The CAA requires EPA to examine each NAAQS every five years to determine whether the current standard is appropriate.
In July 1997, EPA finalized tighter NAAQS for ozone and PM. Because of drawn out legal chal-lenges to the rules, the implementation process was delayed. The 1997 PM standard limits ambient concentrations of particles smaller than 2.5 microns. Nonattainment designations have not been completed under the PM2.5 standard as a monitoring network has to be established, and several years of data collected and analyzed prior to making the designations. Attainment of the PM2.5 standard will be required around 2012-2017. Meanwhile, EPA has taken significant steps towards revising the PM NAAQS. Under its current schedule, a proposed new rule is due in 2004.
In the 1997 regulations, the allowable concentration for ozone was reduced from 0.12 parts per million to 0.08 ppm by the 1997 standard. On December 3, 2003, EPA made preliminary non-attainment designations for the ozone standard. The final designations are planned for April 2004. While EPA is due to propose a new ozone standard in 2005, it is currently focused more on imple-menting the 1997 rule than revising it.
A separate regulation that is related to the ozone NAAQS and could impact cement plants is the NOX SIP call. In November 1997, EPA proposed state budgets for emissions of NOX (an ozone precursor) to help attain the previous ozone standard. This SIP call is designed to reduce the wind-blown transport of NOX and ozone across state lines, and to help downwind states attain compli-ance with the ozone NAAQS. Under a SIP call, the states have discretion over how to achieve required reductions, but EPA provides guidance as to target sources and control measures. The NOX SIP call recommends reducing emissions from electric power plants and other large sources through a cap-and-trade program. The model-trading program proposed by EPA includes only large utility and industrial boilers, but recommends that states include liberal opt-in clauses to allow other sources, such as cement plants, to participate if they so choose.
The SIP call suggests that states extract NOX emission reductions from utilities of as much as 70 percent below 1990 levels. For most large non-utility stationary sources, EPA recommends emis-sion reductions of up to 60 percent, but the suggested reductions from cement plants are 30 percent. Most states in the SIP-call region have submitted their SIPs and begun the implementa-tion process. The compliance date for the NOX SIP call is May 2005, although some states have set earlier compliance dates.
Just as the NOX SIP call is designed to assist downwind attainment of the ozone NAAQS, a newly proposed rule would work toward attainment of the PM NAAQS. On January 30, 2004, EPA proposed a rule to reduce emissions of NOX and SO2 in the 30 easternmost states. While NOX is the primary precursor of ozone and SO2 is itself a criteria pollutant, both compounds can cause the creation of fine particles in the atmosphere, known as secondary PM. The rule, known as the Interstate Air Quality Transport Rule initially only applies to power plants, but could indirectly affect cement plants in two ways. First, the rule will have an opt-in clause that might be open to cement plants. Secondly, the rule could be a model for future rules dealing with non-utility sources, such as cement and other manufacturing facilities. The proposal calls for 70 percent reductions of SO2 and 50 percent reductions of NOX by 2015. The reductions would be achieved using a cap-and-trade system.
Another set of regulations that are somewhat related to the NAAQS but deserving of separate mention is commonly referred to as NSR. NSR is a pre-construction permitting program for large facilities, first established under the 1977 CAA Amendments. The program is intended to prevent significant air emission increases that could result from major expansions or significant modifica-tions of the facility. As part of the permitting process, facilities are required to undergo a technol-ogy review and apply the most efficient technology. The NSR program is generally considered the single most complicated regulatory program administered under the CAA. The NSR program distinguishes between attainment and non-attainment areas. Technically, only non-attainment areas are subject to the NSR standards, while attainment areas are subject to a less stringent meas-ure termed prevention of significant deterioration (PSD) to avoid changes that could move the pollutant-specific ambient air concentrations in an attainment area closer to the NAAQS.
Finally, another regulatory effort that could affect the cement industry is regional haze. Under the CAA, EPA has authority to take steps to reduce regional haze that impairs visibility in national parks, wilderness areas, and other “Class I Areas.” In 1999, EPA promulgated a rule designed to reduce regional haze. The rule requires every state to develop a SIP describing its plan to reduce emissions that can affect visibility. All 50 states are required to develop SIPs to demonstrate goals aimed at making reasonable progress toward improving visibility over each decade through 2064. The due dates for initial plans will vary for different regions of the United States, with southwest-ern states due in 2003 and others in 2004 through 2008. The implementation schedule for regional haze regulations has been affected by legal battles.
REFERENCES
Ash Grove Cement Company, Total Organics Emissions Test Report, Foreman Waste-Derived Fuel Facility, Addendum to RCRA Cement Kiln Test Burn Report, Volume 1, August 1998.
Brouwer, J.; Heap, M. P.; Pershing, D. W.; and Smith P. J., “A Model for Prediction of Selective Noncatalytic Reduction of Nitrogen Oxides by Ammonia, Urea and Cyanuric Acid with Mixing Limitations in the Presence of CO,” Twenty-Sixth Symposium (International) on Combustion, The Combustion Institute, 1996.
Eddings, E. G., Personal Communication with W. L. Greer, August 2003.
EnviroCare, MicroMist ML Systems, 2002, www.envirocare.com/env-cgi-bin/gml?templ+ products_ml.html, December 11, 2002.
Gartner, E. M., “Nitrogenous Emissions from Cement Kiln Feeds,” Interim Report on Project HM7140-4330; For Presentation at Rule 1112 Ad Hoc Committee Meeting South Coast Air Quality Management District, El Monte, Callifornia, Portland Cement Association, Skokie, Illinois, USA, June 7, 1983.
Greer, W. L., Interactions Among Gaseous Pollutants from Cement Manufacture and Their Control Technologies, R&D Serial No. 2728, Portland Cement Association, Skokie, Illinois, USA, 2003.
Greer, W. L.; Dougherty, A.; and Sweeney, D. M., “Portland Cement,” Air Pollution Engineering Manual, W. T. Davis, Editor, John Wiley & Sons, Inc., New York, NY, USA, 2000.
Hansen,E.R.,Personal Communication with W. L. Greer, August 2003.
Johnson, G., Personal Communication with W. L. Greer, August 2003.
Miller,F.M.,Sulfuric Acid Mist – Potential for Emissions in Cement Manufacture: An Opinion, R&D Serial No. 2509, Portland Cement Association, Skokie, Illinois, USA, 2001.
Miller, F. M.; Young, G. L.; and von Seebach, M., Formation and Techniques for Control of Sulfur Dioxide and Other Sulfur Compounds in Portland Cement Kiln Systems, R&D Serial No. 2460, Portland Cement Association, Skokie, Illinois, USA, 2001.
Miller, J. A., and Bowman, C. T., Mechanism and Modeling of Nitrogen Chemistry in Combustion, Progress in Energy and Combustion. Science, Volume 15, 1989.
Penta Engineering Corporation, Report on NOX Formation and Variability in Portland Cement Kiln Systems, Potential Control Techniques, and Their Feasibility and Cost Effectiveness, R&D Serial No. 2227, Portland Cement Association, Skokie, Illinois, USA, 1999.
Richards, J., Non-Thermal Control Techniques for Polychlorinated Dibenzo-p-Dioxins and Polychlorinated Dibenzofurans, R&D Serial No. 2642a, Portland Cement Association, Skokie, Illinois, USA, 2003.
United States Environmental Protection Agency, “40 CFR Part 63 National Emission Standards for Hazardous Air Pollutants for Source Categories; Portland Cement Manufacturing Industry; Final Rule,” Federal Register, United States Government Printing Office, Washington, DC, USA, Monday, June 14, 1999.
Vu, D., “Low NOX Calciner Operation: Experiences at Greencastle Cement Plant,” 2001 Mill Session Papers, Manufacturing Technical Committee, Portland Cement Association, Chicago, Illinois, USA, September 2001.
Vu, D., Personal Communication with W. L. Greer, August 2003.
Williams, K. E., “Hercules Cement Company & The Use of Ammonium Hydroxide Solution to Lower NOX Emissions at its’ Stockertown Plant,” Session EI-5a, Air and Waste Management Association Annual Meeting and Exhibition, San Diego, California, USA, June 2003.
Willis, D., Personal Communication with W.L. Greer, December 2002. Young, G. L., Personal Communication with W.L. Greer, October 2003.
BIBLIOGRAPHY
Bogue, R. H., The Chemistry of Portland Cement, Reinhold Publishing Corp., New York, NY, USA, 1955.
Duda, W. H., Cement Data Book, Bauverlag GmbH, Weisbaden and Berlin, Germany, 1985.
Labalm, O., and Kohlhaas, B., Cement Engineers Handbook, Bauverlag GmbH, Wiesbaden and Berlin, Germany, 1983.
Peray, K. E., Cement Manufacturer’s Handbook, Chemical Publishing Co., New York, NY, USA, 1979. Peray, K. E., The Rotary Cement Kiln, Chemical Publishing Co., New York, NY, USA, 1986.
VDZ Congress ’85, Process Technology of Cement Manufacturing, Bauverlag GmbH, Wiesbaden and Berlin, Germany, 1987.