
Contents
Everything you need to know about North American Standards and Specifications for Cements
[wpecpp name=”package” price=”75″ align=”center”]
by James H. Pielert* and Geoffrey J. Frohnsdorff**
Portland cement concrete is one of the most important materials used today in construction. Standards and specifications for portland cement have evolved over the years to help ensure its quality by being able to predict and measure its performance in a consistent manner. This paper reviews the historical development of the standards and specifications for portland cement, provides the current status of the standards in North America, describes actions of the American Society for Testing and materials (ASTM) in moving toward performance standards, and summa-rizes research being carried out to support performance standards development.

HISTORICAL DEVELOPMENT OF PRESCRIPTIVE STANDARDS FOR PORTLAND CEMENT
The earliest work in the United States on the development of portland cement standards was conducted by the American Society of Civil Engineers (ASCE) (ASTM, 1903). There was a strong need for a uniform standard because of the rapid development of the cement industry and a proliferation of standards of all kinds. Swayze (1952) reviewed the historical development of cements and the need for standardized specifications for their performance and consistency in the United States. A report of an ASCE committee published on January 7, 1885, was the first effort in this direction. It soon became apparent that the 1885 rules were inadequate and in 1887 the ASCE board appointed another committee to report on “The Proper Manipulation of the Tests of Cement.” This committee made a Progress Report on Uniform Tests of cement in January 1903. During the same period, the United States Federal government was also concerned about the qual-ity of cement testing and, in June 1901, the Secretary of War presented a report on “Testing Hydraulic Cements.” Appended to the report were Standard Specifications for both natural and portland cements.
According to another landmark report by Weaver (1978) on the evolution of cement standards and trends, the Executive Committee of the American Society for Testing Materials (ASTM), in its June 1902 meeting, appointed Committee C (later changed to C01) to report on Standard Specifications for Cement. The first ASTM Standard Specification on Cement was published in 1904, including both natural cement and portland cement. The 1903 ASCE report was the basis for this specifica-tion. It included physical requirements for specific gravity, fineness, time of setting, consistency of volume, and chemical requirements for limits on sulfate and magnesia content. At the same time, ASTM approved publication of “Recommended Methods of Testing of Portland Cement” which had also been developed by the ASCE Committee.
ASTM, ASCE, and the Federal government continued to operate in separate ways until 1912 when ASTM Committee C01 issued an invitation to the other two parties to appoint a committee of three to reconcile differences (ASTM, 1913). The three organizations met in October 1912 and organized under the title of the Joint Conference on Uniform Methods of Tests and Standard Specifications for Cement. Their report was received by Committee C01 in July 1915 and referred to its subcommittees for review (ASTM, 1915). The resulting ASTM Standard C9, “Specification and Tests for Compressive Strength of Portland-Cement Mortars,” was approved in 1916. It was not until 1926 that the Federal Specifications Board adopted C9 as Federal Specification Standard No. 1, which meant that, for the first time, the standards for cement were practically identical in all details (ASTM, 1927).
From 1904 when the first cement specification was prepared until 1929, there were but two kinds of cement covered by specifications in the United States – portland cement and natural cement. However, it became clear that other variations were required for special applications. The work by Bogue (1955) on the fundamental nature and composition of portland cement in the 1920’s lead to the development of a revision to Standard C9 in 1940 that recognized five types of cement: Type I (for use in general concrete construction), Type II (same as Type I, except when exposed to moder-ate sulfate action, or when moderate heat of hydration is required), Type III (when high early strength is required), Type IV (when a low heat of hydration is required), and Type V (when high sulfate resistance is required) (Weaver, 1978). In 1941, this revision became ASTM C 150 “Standard Specification for Portland Cement.” The 1970 edition of ASTM C 150 included three additional cement types: Type IA (air-entraining cement for the same uses as Type I, where air-entrainment is desired), Type IIA (air-entraining cement for the same uses as Type II, where air-entrainment is desired), and Type IIIA (air-entraining cement for the same uses as Type III, where air-entrain-ment is desired).
The 1930s saw the beginning of the development of standard specifications for other types of cement including ASTM C 91 “Specification for Masonry Cement” in 1932; ASTM C 205 “Specification for Portland-Blast Furnace Slag Cement” in 1946; and ASTM C 340, “Specification for Portland-Pozzolan Cement,” in 1954. ASTM C 205 and C 340 were withdrawn in 1967 and replaced by ASTM C 595 “Standard Specification for Blended Hydraulic Cements.” ASTM C 91 still exists today.
As these standards were developed, there was a great deal of research being conducted on specific issues related to portland cement. ASTM STP 663 presents an excellent summary of this research up to 1977 (ASTM, 1978). Specific issues covered in this publication were strength (Isberner and Klieger, 1978), soundness (Mehta, 1978), impact of alkalies (Frohnsdorff and others, 1978), and resistance to sulfate attack (Mather, 1978).
COMPARISON OF PORTLAND CEMENT STANDARDS IN NORTH AMERICA
Tables 9.4.1 and 9.4.2 provide a comparison of the important chemical and physical properties of portland cement in specifications prepared by the Canadian Standards Association (CSA) in Canada (CSA, 1998) and ASTM in the United States (ASTM, 1999). The standards compared are CSA A5-98 and ASTM C 150-99. Appendix A presents new designations for Canadian cements effective in 2004. Canadian Standards Association (CSA, 2000) is working with ASTM Committee C01 to harmonize CSA and ASTM portland cement standards.
In the United States, the American Association of State Highway and Transportation Officials (AASHTO) also prepares standards for portland cement used in transportation structures. These standards are similar to the ASTM standards, but there are some differences. The most significant is the requirement related to tricalcium silicate (C3S) content for Types II and IIA cements. AASHTO M85-98, “Standard Specification for Portland Cement” (AASHTO, 2000), places a maxi-mum limit on C3S of 55% for these types, while ASTM C 150-99 does not include a limit.


Additionally, AASHTO revised M85 in August 2000 to include the requirement that quantities of processing additions used in the manufacturing of portland cement shall not be greater than 1%by mass. ASTM C 150-99 does not include such a prescriptive limit, but references a performance specification, ASTM C465, “Standard Specification for Processing Additions for Use in the Manufacture of Hydraulic Cements.”
Portland cement standards in Mexico are contained in the standard PNMX-C-414-98 prepared by ONNCCE, the Organismo Nacional de Normalizacion y Certification de la Construccion y Edificacion, (ONNCCE, 1998). This standard includes six types of portland cement:
1. Type CPO, Ordinary Portland Cement
2. Type CPP, Pozzolan Portland Cement
3. Type CPEG, Portland Cement With Ground Granulated Blast-Furnace Slag
4. Type CPC, Blended Portland Cement
5. Type CPS, Portland Cement With Silica Fume
6. Type CEG, Cement With Ground Granulated Blast-Furnace Slag
These cements may have special additional characteristics such as sulfate resistance (RS), Low Alkali Aggregate Reactivity (BRA), low heat of hydration (BCH), and white color (B). Cements within the above types may also be classified by strength as shown in Table 9.4.3 from PNMX-C-414-98 (ONNCCE, 1998). This table also shows the maximum permissible initial and final Vicat times of set, and the maximum permissible autoclave expansions and contractions. Unlike CSA and ASTM standards, PNMX-C-414-98 does contain chemical requirements for the various cements.

DEVELOPMENT OF PERFORMANCE STANDARDS FOR PORTLAND CEMENTS
Active work of ASTM Committee C01 directed toward the development of performance standards for portland cement began in 1973 through its Performance Specification Task Group. With the oil embargo and resulting energy crisis as background, it seemed desirable to provide specifications for blended cements containing less than 15% fly ash or other pozzolan, and for blended cements containing less than 25% ground, granulated blast-furnace slag. Manufacturing portland cement is energy intensive and blended cements generally require less energy per unit volume to manufac-ture. The initial assignment to the Performance Specification Task Group was to provide specifications for cements containing amounts of fly ash or slag less than those that were then permitted for Types IP and IS in ASTM C 595.
At the recommendation of the Performance Specification Task Group,specifications for two new categories of blended cement were established. They were Pozzolan-Modified Portland Cement, Type I (PM), and Slag-Modified Portland Cement, Type I (SM). These new categories were added to ASTM C 595 in 1981. The Task Group then turned its attention to developing a performance specification. While, logically, a true performance specification should apply to all cements, the Task Group understood that its scope was limited to producing a performance specification for blended cements. However, the view within the Task Group was that if a performance specification could be established for blended cements, it would inevitably raise the issue as to whether it should be broadened to include portland cements.
The Task Group struggled with drafting the performance specification from 1975 through 1988. Some of the issues addressed were: 1) How should durability issues such as sulfate resistance and resistance to alkali-aggregate reactions be dealt with? 2) Should there be performance tests for sulfate resistance and alkali-aggregate reactions? 3) Should there be strength classes such as in European specifications? 4) If a durability test, say for sulfate resistance, took 12 months to perform, on what basis could a new batch of cement be accepted as being sulfate resistant without having to subject it to the 12-month test? 5) Should there be a performance test for soundness?and, 6) How could blended cements be characterized with as much precision as portland cements?
In accord with the need identified by the Task Group, development of a sulfate resistance test began in Subcommittee C01.29 on Sulfate Resistance. This effort resulted in the publication in 1984 of C1012 “Standard Test Method for Length Change of Hydraulic-Cement Mortars Exposed to a Sulfate Solution.”
In 1988, a new C01 Task Group was established to develop a performance specification for portland cement in parallel with the development of the performance specification for blended cements. The Task Group stimulated research to develop an accelerated test for alkali-aggregate reaction, but before it could complete a new standard, it was dissolved and its tasks transferred to the Performance Specification Task Group. The new goal of the Task Group was to develop a perform-ance specification applicable to both blended and portland cements.
In 1990, the Task Group established ASTM C 1157, “Standard Performance Specification for Blended Hydraulic Cement,” in 1992. ASTM C 1157 is a specification that gives performance requirements with no limits on the composition of the cement and its constituents. In this specifi-cation, cement types are classified by specific requirements for general use (Type GU), high early strength (Type HE), resistance to sulfate attack (Types MS and HS), and heat of hydration (Types MH and LH). Optional requirements are provided for the property of low reactivity with alkali-reactive aggregates (Option R). While the physical requirements of these cements are specified, the manufacturer is free to use any constituents, unless limitations are imposed by the purchaser. In 1993, it was agreed to enlarge the scope of ASTM C 1157 to include portland cement as well as blended cement. ASTM C 1157 became “Standard Performance Specification for Hydraulic Cement” in 1997, and it included portland cement. At about the same time, Subcommittee C01.12 on Blended Cements was abolished and the scope of Subcommittee C01.10 on Portland Cements was changed to include both blended and portland cements, becoming C01.10 on Hydraulic Cements for General Concrete Construction.
In a Workshop on Cement and Concrete Standards of the Future sponsored by ASTM Committees C01 and C09, American Concrete Institute (ACI), Canadian Standard Association (CSA), Mexico’s Organismo Nacional de Normalizacion y Certification de la Construccion y Edificacion
(ONNCCE), and the National Institute of Standards and Technology (NIST), Frohnsdorff and Clifton (1995) presented a critical assessment on the future of cement and concrete standards. One of the conclusions was that “standards for concrete materials should be performance based with prescriptive alternatives.” It was recognized that such standards would need to cover the important performance attributes required to assure adequate field performance, and that some new performance tests and material characterization methods would be required. In the long run, it can be foreseen that advances in the materials science of cement and concrete will make it possible to establish performance criteria based on predictive modeling of material performance, supported by authoritative databases on materials properties and knowledge-based decision support systems.
CURRENT RESEARCH ON THE PERFORMANCE OF PORTLAND CEMENTS
Until recently, the development of standards for portland cement has largely been empirical. Tests and specifications were developed to meet a need at a time when relationships between material characteristics and performance were not well understood. However, understanding is now grow-ing as a result of two related developments. The first is the growth in understanding and knowl-edge of the chemical and physical characteristics of cement, facilitated by modern laboratory equipment. The second is the general availability of computers capable of performing simulations of the reactions of cements with water. These simulations are sufficiently realistic and useful for predicting the courses and kinetics of the complex reactions that take place during cement hydra-tion. These simulations are necessary for predicting the development of engineering properties and performance over time. The growing ability to predict performance should lead to the devel-opment of a sound, scientific basis for the development of performance standards. In the United States, a major contributor to the understanding of portland cement is the Center for Advanced Cement Based Materials (ACBM, 1997), a consortium of four universities (Northwestern, Illinois, Purdue, and Michigan) and NIST. The ACBM is headquartered at Northwestern University.
As pointed out by Frohnsdorff and others (1986), one of the recognized barriers to development of practical performance standards has been the need for “durability” tests that might take months, or years, to perform. In the case of portland cements, these would be tests for sulfate resistance and for potential for causing deleterious alkali-aggregate reactions (Clifton and others, 1999). Tests requiring long periods to run are not useful for quality control and quality assurance purposes, and are therefore not useful for inclusion in cement specifications except, possibly, for initial acceptance of a new product. However, according to Hill and Frohnsdorff (1993), if, as now seems likely, it should become practical to predict long-term performance from the results of short-term tests, performance specifications should also become more attractive. Important side benefits would be increased ability to predict the life-cycle cost and environmental impact of concrete structures. Since performance predictions will also be able to be made for blended cements, it should be possible to compare portland and blended cements on a common performance basis.
Performance characteristics of portland cements, some or all of which should soon be able to be predicted with a confidence comparable to measurement, are flow of pastes and mortars, setting time, heat evolution, mechanical properties, volume change, sulfate resistance, and alkali content and pH of the aqueous phase.
As part of its Partnership for High-Performance Concrete Technology (PHPCT) program (Frohnsdorff and others, 1998), NIST has underway a project to develop the Virtual Cement and Concrete Testing Laboratory (VCCTL) concept. The PHPCT objective is: “To enable reliable appli-cation of high-performance concrete (HPC) in buildings and the civil infrastructure by developing, demonstrating, and providing assistance in implementing a computer-integrated knowledge system (CIKS) incorporating verified multi-attribute models for predicting and optimizing the performance and life-cycle cost of HPC.”
A substantial portion of the PHPCT program that has helped make the VCCTL possible is devel-opment of the computational materials science of cementitious materials in which simulation models are developed and validated by experiment. This leads to the concept of “virtual cement and concrete” in which the properties and engineering performance of cements and concretes could be predicted from the properties of their ingredients and the details of their processing (Frohnsdorff and others, 1995).
In the VCCTL project, portland cements will be characterized in terms of the compositions and distribution among particles of the phases, and the size and shape distributions of the particles (Bentz and Forney, 2000). Techniques used, at present, to obtain most of the required information are quantitative X-ray diffraction analysis (Stutzman and Leigh, 2000) and scanning electron microscopy (with X-ray emission) (Bentz and Stutzman, 1995). The shape and size distributions of particles in a portland cement can be seen in the scanning electron micrograph in Figure 9.4.2. The micrograph also shows the distribution of the cement compounds within the cement particles. With a starting point, such as that given in Figure 9.4.2, the cement reactions can be simulated for different water-cement ratios, or for different temperatures (Bentz, 1997). Such a simulation is shown in Figure 9.4.3. Thus, a large number of performance predictions for a cement can be made with only a relatively small amount of data for the cement. The benefits will include a reduced need for manual labor, trouble-free quality control, and improved reliability of measurements. Another benefit could be a “virtual cement and concrete technology” (Bentz and Forney, 2000), in which the implications of changing the characteristics of a cement could be explored without the need for experiment, except for purposes of confirmation of predictions. As can be seen from this brief section, the time is ripe for establishment of performance standards and specifications because of the rapidly growing ability to predict performance.

Figure 9.4.2. Final processed two-dimensional SEM/X-ray image of an OPC. Phases from brightest to darkest are: C3A, gypsum, C4AF, C3S, C2S, and porosity. Image is approximately 250µm by 200µm (Bentz, 1999).

Figure 9.4.3. Comparison of two-dimensional images from real and microstructure model cement pastes for a w/c = 0.30 OPC paste hydrated under saturated (left) and sealed (right) curing conditions. Black is capillary porosity and white is unhydrated cement. Light grey is calcium hydroxide and dark grey is C-S-H gel and other hydration products. Real images (top) are 128 Fm by 190 Fm. Model images (bottom) are 100µm by 100µm (Bentz, 1999).
CONCLUSIONS
Portland cement standard specifications and test methods have been evolving in North America for well over 100 years. These standards continue to be generally prescriptive in nature, but steps are being taken to move toward standards which specify the desired performance of the portland cement. This move to performance standards from empirical prediction of performance to predic-tion based on materials science offers the opportunity to develop performance specifications which can lead to an overall improvement in the quality of concrete structures. This could make possible the harmonization of portland cement standards throughout the world.
APPENDIX A
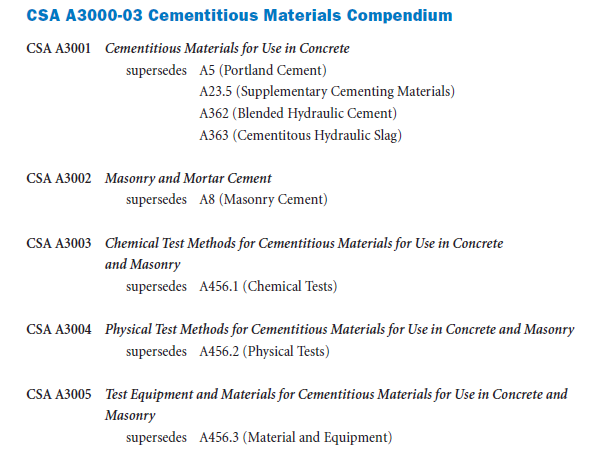
The 2003 edition of CSA A3000, Cementitious Materials Compendium, was consolidated into two product and three testing standards.
The first edition of the A3000 compendium, published in 1998, began consolidation of test meth-ods contained in Standards A5, A8, A23.5, A362 and A363. Redundancies and inconsistencies were eliminated and the test methods were compiled into a new CSA A456 series.
With the second edition of the CSA A3000 compendium the consolidation is complete.
Changes in CSA A3001 – Cementitious Materials
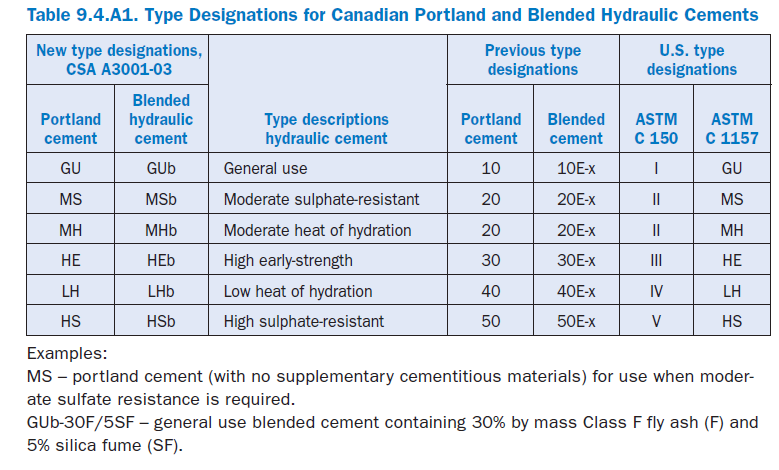
Portland cements. Changes in CSA A3001-03 include new nomenclature for portland cements: two-letter descriptive type designations (see Table 9.4.A1). The former Type 20 cement was split into two types by intended use; MS for moderate sulfate resistance and MH for moderate heat of hydration.
Blended hydraulic cements. The nomenclature for blended hydraulic cements has been modi-fied to a three-letter descriptive designation to address its equivalent performance to portland cements with up to three supplementary cementing materials (see Table 9.4.A1). Upon request, the designations for blended cements can also provide information on the composition of blended hydraulic cements. The designations then follow the form:
BHb-Axx/Byy/Czz, where BHb is the blended hydraulic cement type, A, B, and C are the supple-mentary materials used in the cement in proportions xx, yy, and zz respectively.
Covered supplementary cementitious materials include ground granulated blast furnace slag (S), silica fume (SF), natural pozzolans (N), and fly ash (Classes F, CI, and CH). Class F, CI, and CH fly ashes are low (less than 8% CaO by mass), medium (between 8% and 20% CaO by mass), and high calcium oxide (more than 20% CaO by mass) contents, respectively.
Blended supplementary cementing materials. Blended SCMs are designated as BMb and have reporting requirements similar to blended hydraulic cements.
Summary of Additional Changes
Other points of interest in the new A3000-03 include :
• Provisions are given for blended hydraulic cements consisting of a portland cement and up to three supplementary cementing materials and blended supplementary cementing materials containing up to three components
• A provision has been included for the testing of processing additions when slag, fly ash, or natural pozzolans are present
• The C3A limit for MH and MS (A3001-98 Type 20) has been revised to 8% maximum, similar to ASTM C 150 Type II
• The maximum silica fume content of blended hydraulic cements has been increased to 15%
• A definition for hydraulic cement has been added: hydraulic cement is defined as either a portland cement, a blended hydraulic cement,a mortar cement, or a masonry cement
• The uniformity requirements clause has been modified to clarify that the uniformity requirement is intended for the predominant product
• Annex C has been added to explain the changes to the nomenclature of portland and blended hydraulic cement types
• Annex D has been added as a guide for the evaluation of alternative supplementary cementing materials for use in concrete
REFERENCES
AASHTO, Standard Specifications for Transportation Materials and Methods of Sampling and Testing, 20th Edition, Washington, DC, 2000.
ACBM, Cementing the Future, Newsletter of the NSF Center for Science and Technology of Advanced Cement Based Materials, Northwestern University, Evanston, Illinois, 1997.
ASTM, Cement Standards – Evolution and Trends, ASTM STP 663, Ed. P.K. Mehta, ASTM, West Conshohocken, Pennsylvania, 1978.
ASTM, “Report of Committee C-1 on Cement,” Proceedings of American Society for Testing Materials, Vol. V, 1903, pages 75-78.
ASTM, “Report of Committee C-1 on Standard Specifications for Cement,” Proceedings of the Sixteenth Annual Meeting, June 24-28, 1913, ASTM, 1913.
ASTM, “Report of Committee C-1 on Standard Specifications for Cement,” Proceedings of the Eighteenth Annual Meeting, June 23, 1915, ASTM, 1915.
ASTM, “Report of Committee C-1 on Standard Specifications for Cement,” Proceedings of the Thirtieth Annual Meeting, June 20-24, 1927, ASTM, 1927.
ASTM, Book of Standards, Vol. 4.01, West Conshohocken, Pennsylvania, 1999.
Bentz, D. P., “Three-Dimensional Computer Simulation of Portland Cement Hydration and Microstructure Development,” NIST, Gaithersburg, Maryland, Journal of American Ceramic Society, Vol. 80, No. 1, 1997, pages 3-21.
Bentz, D. P., “Modelling Cement Microstructure: Pixels, Particles, and Property Predictions,” RILEM Materials and Structures, Vol. 32, Cachan, France, April 1999, pages 187-195.
Bentz, D. P., and Forney, G. P., User’s Guide to the NIST Virtual Cement and Concrete Testing Laboratory, Version 1.0, NISTIR 6583, Gaithersburg, Maryland, November 2000.
Bentz, D. P., and Stutzman, P. E., “SEM Analysis and Computer Modeling of Hydration of Portland Cement,” Petrography of Cementitious Materials, Eds. S.M. De Hayes and D. Stark, ASTM STP 1215, 1995, pages 60-73.
Bogue, R. H., The Chemistry of Portland Cement, Reinhold Publishing Corp., New York, NY, 1955.
CSA, Differences in Portland Cement Standards of ASTM and CSA, ASTM/CSA Harmonization Task Group, Toronto, Ontario, 2000. (Unpublished)
CSA, Cementitious Materials Compendium, A300-98, Canadian Standards Association, Ontario, Canada, 1998.
Clifton, J. R.; Frohnsdorff, G.; and Ferraris, C. F., “Standards for Evaluating the Susceptibility of Cement-Based Materials to External Sulfate Attack,” NIST, Gaithersburg, Maryland, Materials Science of Concrete: Sulfate Attack Mechanisms, Special Volume, Proceedings, October 5-6, 1998, Quebec; Canada, American Ceramic Society, Westerville, Ohio, 1999, pages 337-355.
Frohnsdorff, G., and Clifton, J. R., Cement and Concrete Standards of the Future – Report from the Workshop on Cement and Concrete Standards of the Future, October 1995,” NISTIR 5933, National Institute of Standards and Technology, Gaithersburg, Maryland, 1997.
Frohnsdorff, G.; Brown, P. W.; and Pielert, J. H., “Standards and Specifications for Cements and the Role in Their Development of Quality Assurance Systems for Laboratories,” Proceedings,” 8th International Congress on the Chemistry of Cement, Rio de Janeiro, Brazil, v. 6, 1986, pages 316-320.
Frohnsdorff, G.; Clifton, J. R.; and Brown, P. W., “History and Status of Standards Relating to Alkalies in Hydraulic Cements,” Cement Standards-Evolution and Trends, ASTM STP 663, Ed. P.K. Mehta, ASTM, 1978, pages 16-34.
Frohnsdorff, G. J.; Clifton, J. R.; Garboczi, E. J.; and Bentz, D. P., “Virtual Cement and Concrete,” PCA Conference on Emerging Technologies, 1995.
Frohnsdorff, G. J., et al., “The Partnership for High-Performance Concrete Technology,” International Symposium on High-Performance and Reactive Powder Concretes Proceedings, Sherbrooke, Canada, May 1998.
Hill, Jr., E. D., and Frohnsdorff, G., “Portland Cement Specification: Performance, Prescription, and Prediction,” ASTM Cement, Concrete and Aggregates, Winter 1993, pages 109-118.
Isberner, A.W., and Klieger, P., “History and Status of Specifications and Tests for Strength,” Cement Standards – Evolution and Trends, ASTM STP 663. P. K. Mehta, ed., ASTM, 1978, pages 61-73.
Mather, Katharine, “Tests and Evaluation of Portland and Blended Cements for Resistance to Sulfate Attack,” Cement Standards – Evolution and Trends, ASTM STP 663, Ed. P.K. Mehta, ASTM, 1978, pages 74-86.
Mehta, P. K., “History and Status of Performance Tests for Evaluation of Soundness of Cements,” Cement Standards – Evolution and Trends, ASTM STP 663, Ed. P.K. Mehta, ASTM, 1978, pages 35-60.
ONNCCE, Building Industry – Hydraulic Cement – Specifications and Testing Methods, PNMX-C-414, Organismo Nacional de Normalizacion y Certification de la Construccion y Edificacion, Mexico, 1998.
Stutzman, P. E., and Leigh, S. D., Compositional Analysis of NIST Reference Material Clinker 8486, http://ciks.cbt.nist.gov/~garboczi/icma2000/ICMApaper.htm.
Swayze, M. A., “Development of Cements for Special Uses in the United States,” Proceedings of the Third International Symposium on the Chemistry of Cement, Cement and Concrete Association, London, 1952, pages 791-833.
Weaver, W. S., “Committee C-1 on Cement – Seventy-Five Years of Achievement,” Cement Standards – Evolution and Trends, ASTM STP 663, Ed., P. K. Mehta, ASTM, 1978, pages 3-15.