Contents
Everything you need to know about Stacker and reclaimer systems
* Suitable for raw materials in the cement, coal, pulp and paper, mining and other industries as well as power plants & ports

Introduction
MAIN FEATURES
Suitable for raw materials in the cement, coal, pulp and paper, mining and other industries as well as power plants and ports
• Both prehomogeni-sation and buffer storage
• FLSmidth have com-missioned some of the largest stackers and reclaimers in the cement industry, matching kiln throughputs of up to 12-13,000 tpd.
• The stacker and reclaimer systems are designed for heavy duty operation and accept products from all types of crushing installations
• All stacker and reclaimer systems are based on a modular design concept, which makes it possible to supply a large size range using well proven components
The FLSmidth stackers and reclaimers have a wide range of use:
• In the cement industry
• At power plants
• In the paper and pulp industry
• In the fertiliser industry
• In the mining industry
• At desulphurisation plants
• In ports
The stacker and reclaimer systems are used for both prehomogenisation and buffer storage of raw materials.
Selection criteria
When planning which stacker and reclaimer system to use, you will need to consider various questions before selecting type and size:
• Homogenising effect required
• Future upgrading of the store
• Open or roofed store
• Mill feed system
• The chemical characteristics of the materials to be handled

Limestone

Coal

Gypsum

Wood chips

Shale

Clay
Homogenising stores
CBS: Circular Blending Systems
CBS type
• High continuous homogenising effect
• No end cone problems
• Optimum utilisation of space
• Fully automatic continuous opera-tion (no change of pile)
BS: Longitudinal Bridge Scraper store
BS type
• Suitable for dry to moderately sticky materials
• Direct feed of free flowing materials
• Efficient adjustment of long term variations in chemical composition of raw materials
• Store capacity can easily be expanded
BE: Bucket Excavator store
BE type
• Only homogenising store suitable for very sticky materials
• Economical system for large stores designed for direct feed of any type of mill
• Optimum utilisation of space and roofing easy to install
Non-homogenising stores
PS type
• Suitable for all types of materi-als including sticky materials
• Different types of material can be stacked and reclaimed from separate piles
• Optimum utilisation of building when using overhead tripper
• Store capacity can easily be expanded
• Low initial cost
PS: Portal Scraper store

SS type
• Suitable for sticky materials
• Different types of material can be stacked and reclaimed from separate piles
• Optimum utilisation of building when using overhead tripper
• Store capacity can easily be expanded
SS: Side Scraper store
Prehomogenisation
Prehomogenisation is often necessary in the cement industry, in cases where the raw material chemical composition varies greatly.
Prehomogenisation is used primarily for the main components in cement production, i.e. limestone and clay.
With the increasing variation in the grades of coal used for coal firing installations, there is a growing need for prehomogenisation and storage of coal. Depending on the properties of the coal used, a prehomogenising or buffer store is used.
Blending effect
The blending effect [ H=Sin/Sout ] of a homogenising stacker/reclaimer system is generally determined as the ratio between the standard deviation Sin of one leading chemical parameter of the store input and the standard deviation
Methods
of the same chemical parameter Sout of the store output. In principle, the standard deviation is reduced by stack-ing the material in a large number of layers and subsequently reclaiming these layers. Theoretically – without taking the particulate nature of the material into account – the blending effect is closely linked to the square root of the number of layers reclaimed simultaneously with stacking. However, almost every reclaimer operates with some kind of scraper or bucket chain arrangement, and especially with coarse particles the actual blending effect is lower than the theoretical value because it is limited by the number of particles between one pair of scraper blades or within a bucket.
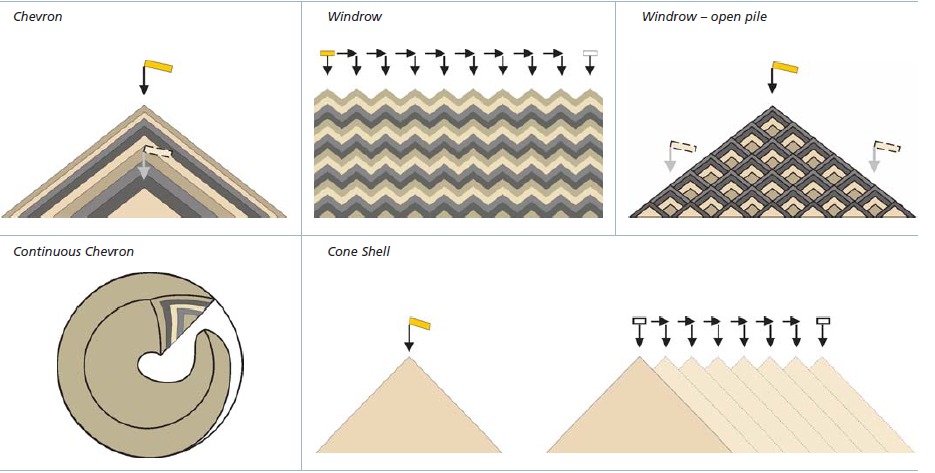
Stacking methods
Longitudinal stores: The most commonly used stacking methods are Chevron, Windrow and Cone Shell. Basically these methods consist of stacking a large number of layers on top of each other in the longitudinal direction of the pile. According to the Chevron method material is deposited by the stacker moving to and fro over the centre line of the pile. The Chevron stacking method causes segregation of the material with fine particles in the central part of the pile and coarse particles on the surface and at the bottom of the pile. To ensure proper blending a Chevron pile must therefore be reclaimed from the face of the pile, working across the entire cross section. According to the Windrow method material is deposited from a number of positions across the full width of the pile. The Windrow method prevents segregation and ensures more even distribution of fine and coarse particles across the pile. The Windrow method is preferred in cases where the reclaimer is only operating in one part of the pile cross section at a time or in cases where segregation would make an open pile base un-acceptable – typically in coal stores. The Cone Shell method is often used in cases where homogenisation is not necessary. The pile is formed by depositing material in a single cone from a fixed position. When this conical pile is full, the depositing of material moves to a new position and a new cone is formed against the shell of the first one. This process continues in the longitudinal direction of the store until the stockpile is complete.
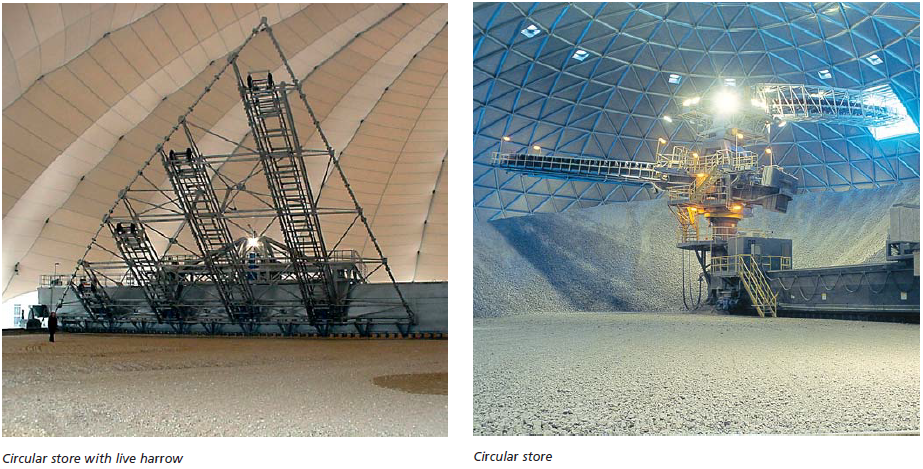
Circular stores: Continuous Chevron stacking is the most commonly used method.
The circular store has a round base with a ring-shaped pile being continuously stacked at one end and reclaimed at the other. Stacking takes place in a fan shaped arc – typically 120°. With each sweeping movement, corresponding to two layers of material, the whole sector advances approximately 1/2° ahead.
Reclaiming methods
On/Off mode: The reclaimer is usually equipped with constant speed motors. The reclaimed material is carried by belt
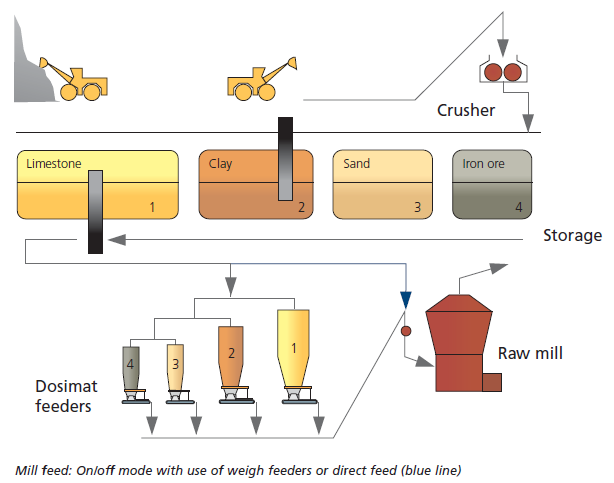
conveyors driven by constant speed motors and discharged into a feed bin of a relatively large volume.
Reclaiming capacity is higher than the mill requirement and the reclaimer there-fore operates in an On/Off mode con-trolled by maximum/minimum level indi-cators in the feed bin. On leaving the bin, the material is proportioned and fed to the mill by weigh feeders.
Direct mode: If the materials are diffi-cult to handle, it may be an advantage to avoid the intermediate bin between the reclaimer and the mill. This is possi-ble in cases where material from one (or more) store(s) is to be fed to a single mill. In principle, the reclaimer must be equipped with speed regulated motors and an integrated belt scale. The trans-port and subsequent proportioning of the reclaimed material and additional raw material is effected by speed regu-lated conveyors.
Reclaiming capacity will always match the mill requirement and the reclaimer will operate continuously. The reclaimer in combination with the transporting belt conveyors acts as a weigh feeder for the reclaimed material.

Control
The stackers and reclaimers are con-trolled by state-of-the-art PLC-based technology designed for fully auto-matic operation.
The operation panel is a Touchview Graphic Flatpanel (TGF) with finger activated display. It com-bines all the necessary start/stop but-tons, lamps and other indication instruments in one display that is easy to overview and operate.
The TGF is incorporated in the control desk in the air conditioned control cabin on the stacker or reclaimer. It connects the stacker or reclaimer to the central control sys-tem via serial or parallel communica-tion.
The PLC make and type may be chosen in accordance with the indi-vidual requirements to facilitate com-munication with the central control system.
The operating status of the stacker or reclaimer and signal lamps for indication of working and alarm con-ditions can be monitored from the TGF.
The stacker and reclaimer control system is designed to enable com-plete testing before the central con-trol system takes over. From the TGF it is possible to test both single com-ponents (valves, motors, etc.) and the operational functions of the stacker or reclaimer.
There are several parameter and configuration screens which enable operators to change operating limits and optimise production. This func-tion ensures that the machine can be adjusted without having to use pro-gramming equipment.
Once the central control system is ready to function and communica-tion with the TGF is established, all normal operation (start – stop, set point changes, etc.) will take place from the central control system.
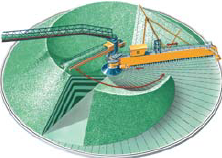
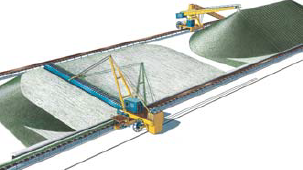
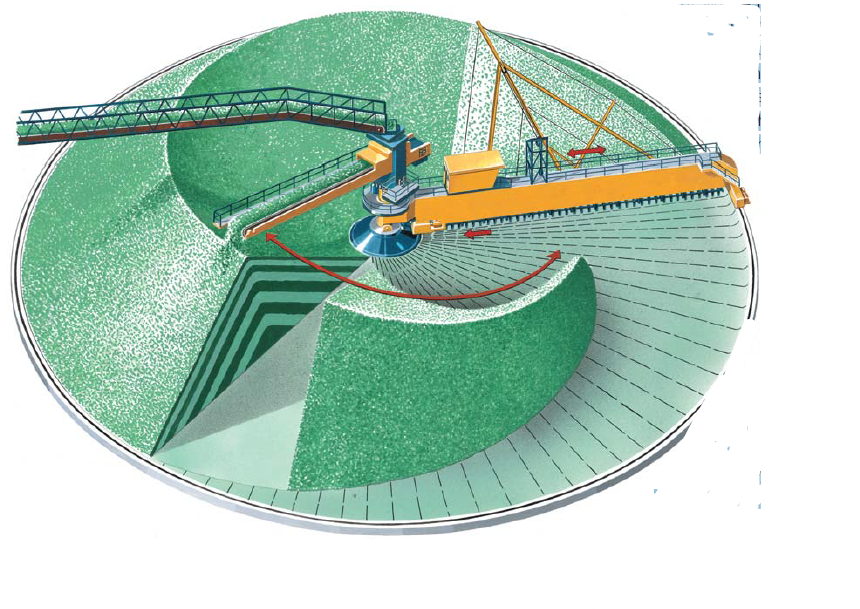
CBS – Circular Blending System
The Circular Blending system, type CBS, is designed for continuous Chevron stacking in one ringshaped pile. Stacking is effected by a fanshaped sprinkling action in an arc determined by the type of material being processed to ensure appropriate homogenisation.
Reclaiming at the other end of the pile is effected by a bridge reclaimer working parallel to a radius line. For cement pro-duction the pile between the bridge scraper and the stacking zone is a buffer normally representing 3 1/2 to 7 days’ consumption.
The material enters the store on a rub-ber belt conveyor and is discharged into a centrally positioned inlet hopper on the stacker jib.

Homogenising store
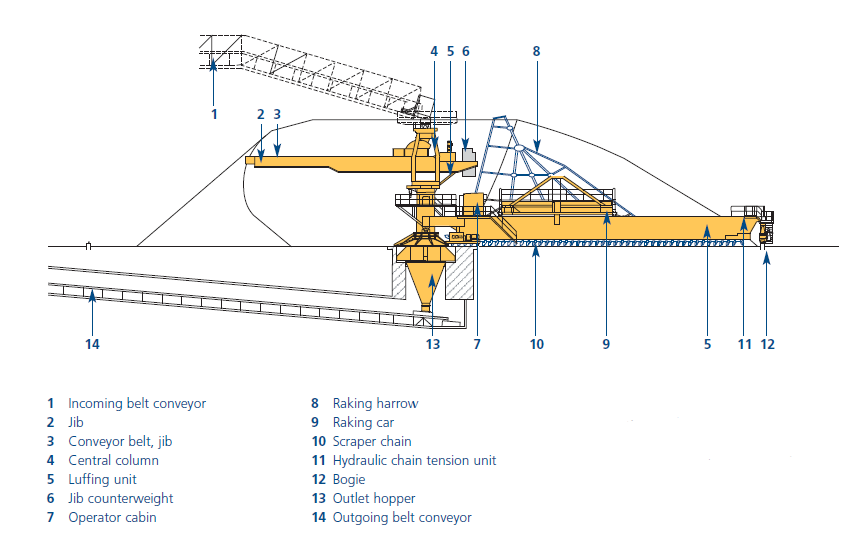
The stacker is mounted on the centre column, which allows rotation in both directions simultaneously with the vertical movement of the jib. Its height above
the crest of the pile is kept at a minimum to reduce dust emission. Reclaiming takes place at the natural angle of slide. A raking harrow is mounted on the bridge reclaimer which rotates anticlockwise around the central column. The sweeping movements of the harrow system cause the material to slide to
the base, where the chain system then conveys it to the centrally placed outlet hopper. To loosen sticky and non-free flowing materials active live-harrows are
available. The homogenised material leaves the store by an underground rubber belt conveyor leading either to a hopper or direct to, for example, a cement raw mill.
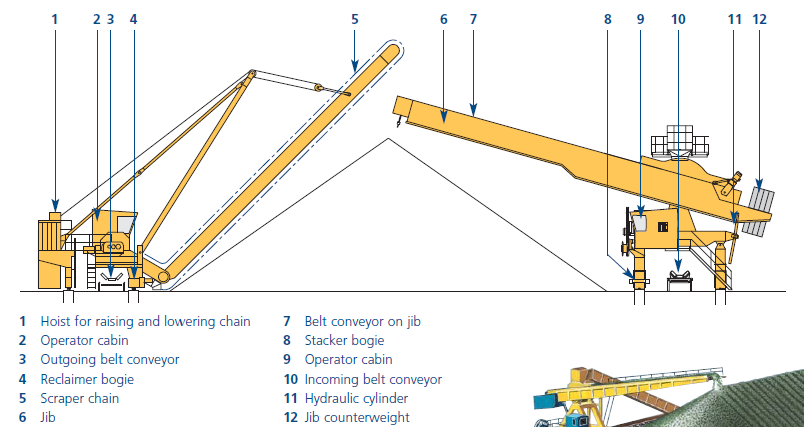
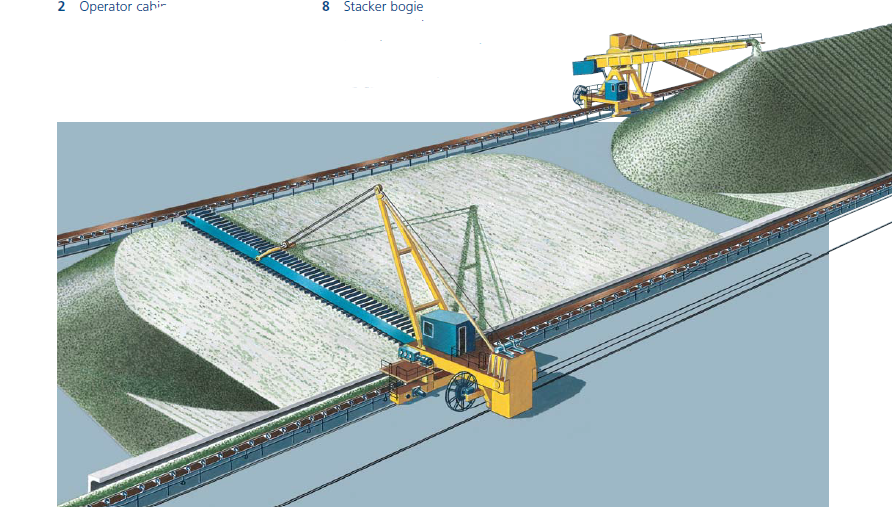
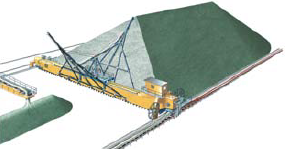
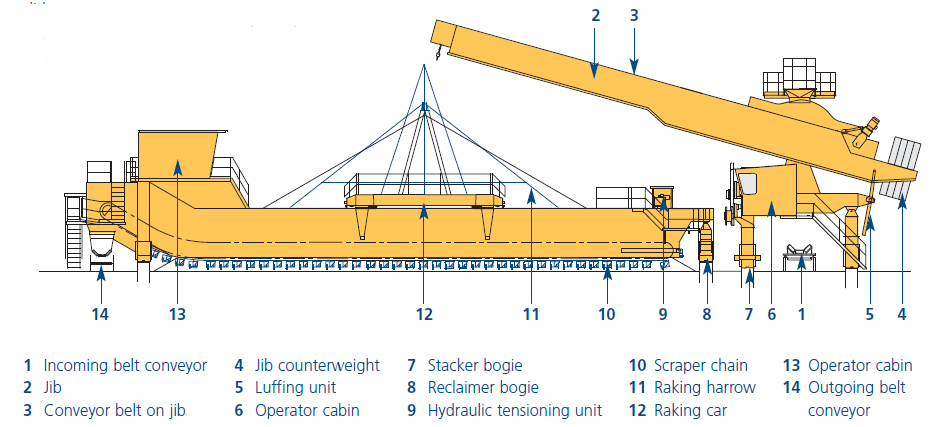
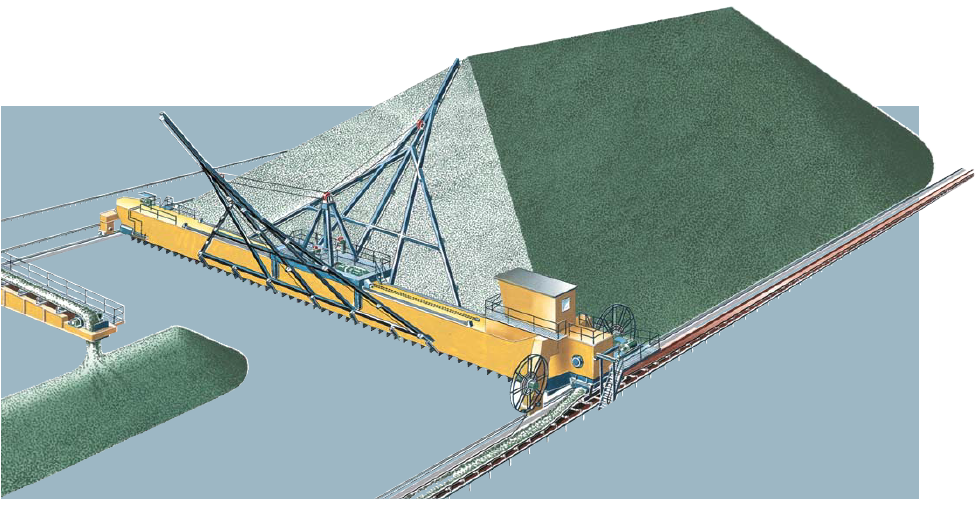
BS – Longitudinal Bridge Scraper store
The longitudinal Bridge Scraper store, type BS, operates with two piles.One pile is stacked while the other is being reclaimed. A capacity of each pile covering 3½ to 7 days requirements is normally recom-mended for cement production.
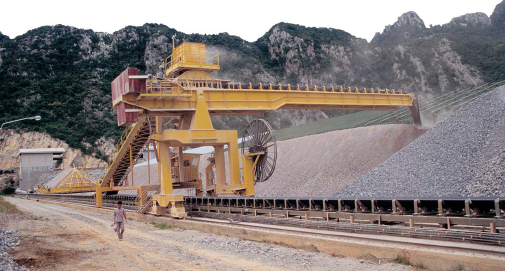

Homogenising store
The material entering the store on a rub-ber belt conveyor is discharged from the jib of the stacker traveling on rails along-side the store at a preset speed. The height above the crest of the pile is kept at a minimum to reduce dust emission. Reclaiming takes place from the face of a pile at the natural angle of material slide. The bridge runs on rails on either side of the stockpile. On the bridge is mounted a raking harrow system whose sweeping movements cause the material to slide to the pile base. To loosen sticky and non-free flowing materials active live-harrows are available. A scraper chain system conveys the material to the outgoing belt conveyor. Skew running is automatically compen-sated for. The system merely requires an opera-tor when shunting from one pile to another.
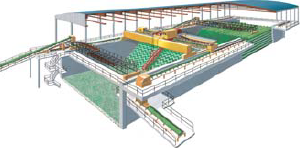
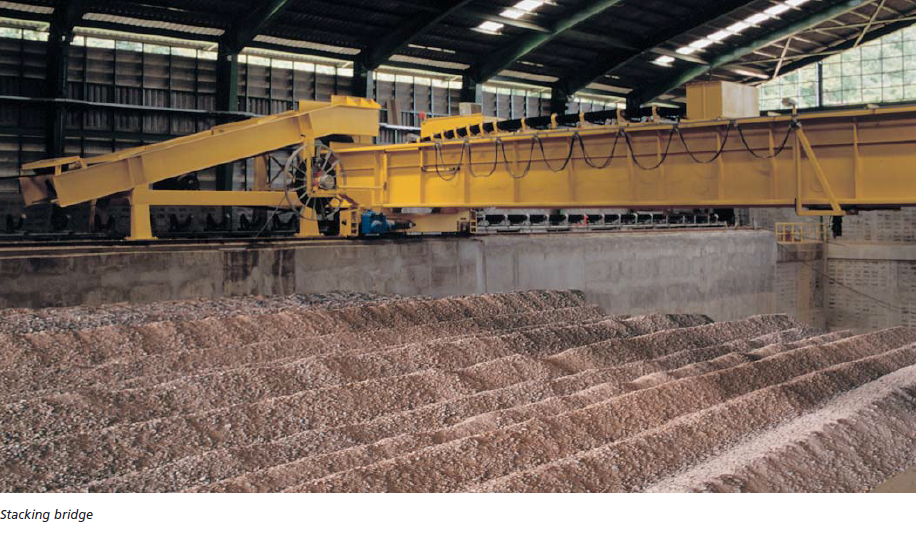
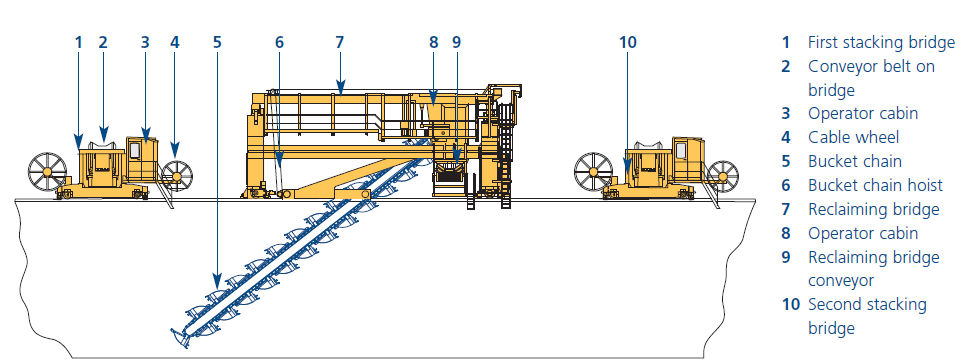
BE – Bucket Excavator store

The Bucket Excavator store, type BE is designed particularly for sticky bulk materials. The store consists of two or more longitudinal stockpiles stacked according to the Windrow method. While one pile is being stacked, the other is reclaimed at right angles to the direction of stacking. A capacity of each pile corresponding to between 3 1/2 and 7 days’ production requirements is normally recommended.
The store normally has two stacking bridges, one at either end. The material enters the store on a rubber belt convey-or running along one side. It is dis-charged onto the upper conveyor on the stacking bridge in operation and proceeds to the lower reversible shuttle conveyor which stacks the material lon-gitudinally according to the Windrow method.
The bucket chain system, supported by the scraper arm, is suspended at a fixed angle from the bridge girders. Starting at the pit-wall a pre-determined cut of material is made by moving the reclaimer in the longitudinal direction into the pile.
Subsequently, material is reclaimed from the full pile face when the bucket chain system traverses to the opposite pit-wall. A new cut in the longitudinal direction is made and the bucket chain
Subsequently, material is reclaimed from the full pile face when the bucket chain system traverses to the opposite pit-wall. A new cut in the longitudinal direction is made and the bucket chain system traverses in the opposite direc-tion.
The bucket chain system discharges the material onto a rubber belt conveyor on the reclaiming bridge.This belt conveys the material to an outgoing rubber belt conveyor running along the side of the store. The system only requires an operator when shunting from one pile to another.
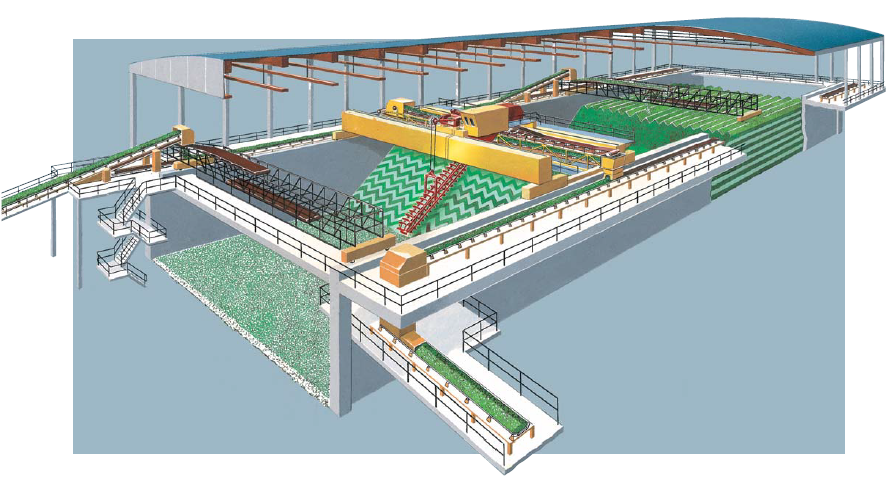
PS – Longitudinal Portal Scraper store
The non-homogenising Portal Scraper store, type PS, is normally used in a production line as a bulk material buffer store.
The store operates with stockpiles placed in line. While building up one pile by Cone Shell stacking another pile is being reclaimed.
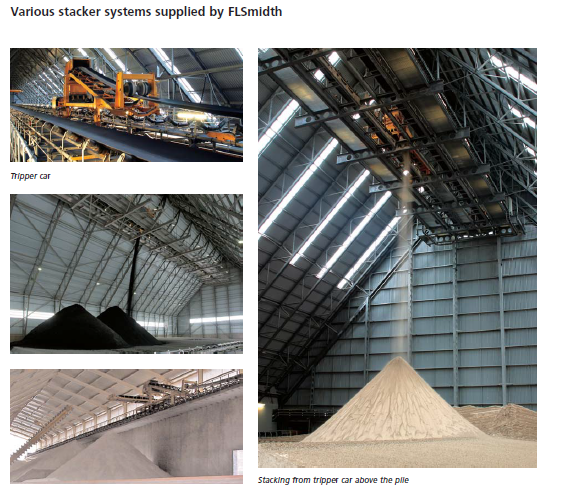
The material enters the store on a rubber belt conveyor running along one side of the store. It is discharged onto a stacker jib which is raised and lowered in order to reduce dust emission. Alternatively, stacking can take place by using a tripper car supported by a frame struc-ture above the pile.
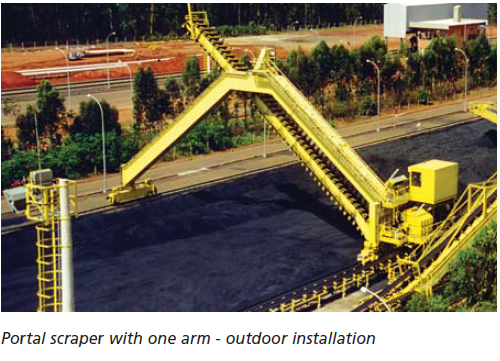
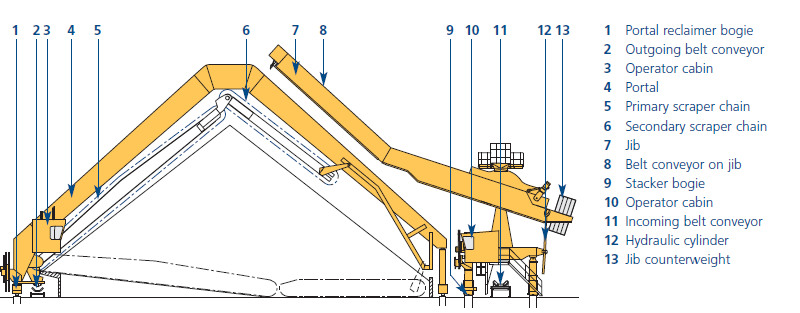
The stacker and the portal scraper travel on separate rails along the store. The portal scraper consists of a portal frame with a scraper chain system. The material is reclaimed by the scraper chain system and in a constant flow transported onto an outgoing rubber belt conveyor. The PS1 (Portal Scraper with one arm) and the SPS1 (Semi Portal Scraper with one arm) is provided with one scraper chain only. The PS2 (Portal Scraper with two arms) has a primary and secondary scraper chain working on either side of the pile while the portal moves to and fro.

Non-homogenising store
The two scraper chain systems are linked together at a knee joint. The secondary scraper chain lifts the material to the crest of the pile, feeding the primary scraper chain system. The primary scraper chain system conveys the material to the outgoing belt conveyor. The system only requires an operator when shunting from one pile to another.

SS – Longitudinal Side Scraper store
The longitudinal Side Scraper store, type SS, is used in a production line as a rela-tively small bulk material buffer store. The store operates with stockpiles placed in line. While building up one pile bycone shell stacking another pile is reclaimed. The material enters the store on a rub-ber belt conveyor along one side of the store. It is discharged onto a stacker jib which is kept close to the pile crest to reduce dust emission. Alternatively, stacking can take place by a tripper car supported by a frame structure above the pile.
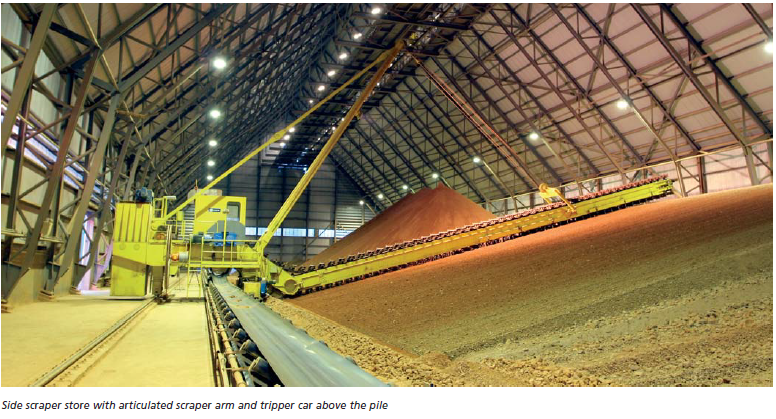

Non-homogenising store
The stacker and the side scraaper travel on separate rails along the store. The side scraper reclaims the material by means of a scraper chain system which removes one layer at a time from the pile. The scraper chain fitted with blades conveys the materials to the discharge point above the outgoing conveyor. The system only requires an operator when shunting from one pile to another.