
Contents
First practical guide in the whole internet about measuring False air in Cement plant
Introduction
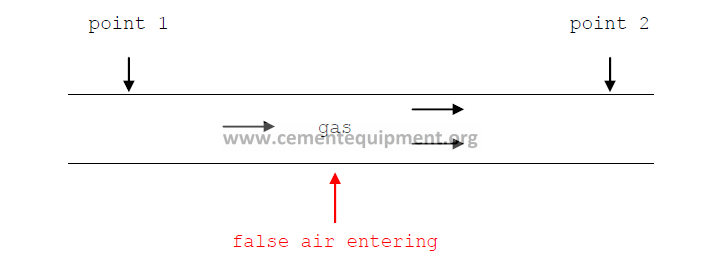
False air is any unwanted air entering the system between two points (see figure below). The exact amount of false air is difficult to measure. An indicator of false air amount can be the oxygen increase between two points (usable for gas stream containing less than 21% of oxygen).
Objectives
Increase capacity of system (when the fan is pneumatically limited)
Decrease power consumption of the fan (less gas for transport)
Decrease risk for coal mill shop
Increase gas drying efficiency
O2 after pre-heater and in stack
Note that each 1% increase of oxygen means approximately 5% increase of gas volume (also nitrogen is introduced from air)
Results
Prepare an action plan for reducing false air together with production and maintenance departments
Do measurement on a regular basis and follow-up on progress.
Safety aspects
Measuring of false air is only possible during kiln line in operation.
Personal Protective Equipment is a requirement with special precaution in high temperature areas in the lower pre-heater tower.
Never make any measurement alone and without contact to the central control room operators.
Prerequisites
Constant kiln operation at nominal capacity.
Calibrated portable oxygen analyzer.
Ensure that the pump of the portable gas analyzer is strong enough to extract the gases from the measurement location:
e. g: after raw mills: ~90 [mbar] / after pre-heater tower ~110 [mbar]
Additional equipment: Sampling probes, coarse dust filter, fine dust filter and silica gel package for drying.
Sampling probes
< 800 [°C]: heat resistant steel pipe (simple)
> 800 [°C]: Water cooled or ceramic probe (simple, see picture in tools) to avoid oxidation of the carbon in the steel (O2 0,0% / CO > max. Val)
Depending on the scope also installed oxygen analyzers can be used. ( take care about calibration)
Openings for measuring located with reference to false air critical parts (existing, accessible and open)
Time frame
Depending on measurement scope.
Never forget to add some spare time for blocked measurement locations.
Tools


Action Steps
1. Make sure the oxygen analyzer is calibrated properly
2. Measure the oxygen content
at the beginning (point 1) and at the end (point 2) of the inspected section (the shorter the section, the easier it is to find leaks)
3. At point 2 additional measurement or calculation of volume flow
4. Simplified approach
can be the calculation of the percentage false air
5. Measure always on dry basis!
Avoiding influences of evaporation effects.
In sampling probe part of the water is immediately condensing influencing result.
Modern gas analyzers measure with electrochemical cells which are sensitive against condensation.
Comparison with installed gas analyzers all are on dry basis.
Final preparation step: drying with silica gel.
Make sure the oxygen analyzer is calibrated properly
Make sure that your measurement is not distorted by false air entering a measuring opening (tighten free space around a measuring probe) Excel spreadsheet (check-list, calculation sheet…)
Make sure that no chemical reaction influencing O2 content is taking place between point 1 and point 2 (decarbonisation, combustion)
6. Reporting the false air
Reporting of false air on a wet basis is preferable. This requires the measurement or estimation of the moisture content of the gases to make the conversion from dry to wet basis.
Q1-Regarding diference between eccess air and false air infitration i need simply and logical statements plz
Q2-what will be the refence point in case of false air measurements in Raw mill and coal mill circuit (as we have started it from PC or C5 riser)
Q3-Coal mill circuit False air target and Raw mill circuit targets (minimum possible limit)
What will be most accurate method for false air measurements
.by O2 method or
.by flow method