Contents
To download the below and all other Useful Books and calculations Excel sheets please click here
To download the below and all other Useful Books and calculations Excel sheets please click here
KILN START-UP PROCEDURES
Scope of Work and Deliverables:
- Procedure for kiln start-up after a major turnaround, defining for each type of kiln:
- Preheating curve and kiln turning schedule
- Adjustment to the above guidelines, depending on refractory work completed
- Start-up procedure and strategy to reach full production
- Record Keeping
- Procedure for kiln start-up after shutdowns shorter than 48 hours
- Additional information required to customize procedure for a specific kiln
- Indicators required for process monitoring
- Method of implementation in plants
KILN START-UP PROCEDURES
Objectives:
Develop master procedures for heating up the pyro-line in a standard, safe and efficient manner (minimum transition periods, no aborted start-ups) while assuring the integrity of the equipment and the refractory and staying in environmental compliance. The procedures will address the quick compliance with clinker quality objectives.
Then, each plant would customize these master procedures to the specific characteristics of their equipment and develop more detailed checklists and SOP’s.
- Recommended Checks Prior to Kiln Start-Up (Feed On)
- Kiln Feed systems
- The kiln feed system should be run in a recirculation operation and calibrated is the system allows. If the system does not allow for a complete run, then a means of determining the readiness of the system should be developed.
- If no recirculation system is in place, then the feed system should be run for few minutes, checking for proper operation and system leaks.
- Test run the dust evacuation system including elevators, screws, pumps etc. Continue to run this system throughout the warm up.
- Cooler and Clinker Handling
- Test run all cooler drives and inspect for loose grates after running. Check the alignment of the cooler while running. Continue to run the system for at least 12 hours to ensure its mechanical integrity.
- The following equipment should also be run and checked: Clinker Cooler Breaker, Vent Fan, Cooler Fans, and all downstream clinker handling equipment. (I.e.: drag conveyors, belts, pan conveyors, gates etc.) All equipment must be checked for alignment, motor direction and automated control. Ensure that fan dampers or variable speed motors can operate at full range.
- Test the operation of all of the cooler Plattco valves and check for a good seal.
- Ensure the calibration of all pressure transmitters for the cooler fans.
- D. Fan
- Test run the I.D. fan and test for proper rotation, controls from the field and computer as well as check for leaks
- Coal Conveying system
- Test run the coal mill circuit and fans. Ensure that all of the damper controls are working properly.
- Test run the coal mill feed system as early as possible. If the system has been calibrated, initiate a method of verification of the weights.
- The entire coal mill circuit should be run as early as possible so that checks can be made for leaks. If leaks are present, they can be corrected prior to start up so that it will not be delayed.
- Kiln Baghouse or ESP.
- Follow the established start-up procedures (Process or Maintenance) for new bag installations. This will include any precoating procedures, leak tests or air load testing.
- Preheat System (These items to be done well before needed)
- Ensure all locks are removed from the system
- Verify all hoses and connections are in place for the fuel and air supply systems
- All valves in their proper positions for operation
- Ignition source ready and available at kiln hood
- Test run burner axial, swirl and transport air systems and check filters
- Material Flow Check for Preheater Plant
- Verify all tower chutes are clear by dropping mill ball through cyclone and chutes
- Verify all tower tipping valves are working properly. Open and close manually
- Burner Pipe Alignment
- Each plant should have a burner pipe alignment procedure that must be followed. The burner pipe should be aligned cold and then the position should be verified after all of the peripherals are connected. Failure to do this could mean improper alignment and thus inefficient fuel consumption, poor clinker quality and decreased refractory life.
- Attached is an example of such a procedure.
- Common Pre-checks
- Ensure the proper direction or rotation of all fans, screws, conveyors, clinker breaker etc.
- Checks should be made on:
- Oil in reducers
- Equipment properly closed up
- Locks removed and switches in
- Auxiliary kiln drive motor function
- Check airflows on all fans that have been altered during the turnaround.
In short, a complete checksheet should be developed so that the plant can be assured that all of the required checks are completed on all equipment. The check sheets should include enough room for comments, assigned responsibility to one person and an area where the person responsible can sign his/her name indicating that the check is complete.
- Kiln Preheat Preparation:
- Burner pipe alignment
Example
- Insert the burner pipe into the kiln with the kiln doors open.
- Ensure that the burner pipe is set at the desired distance into the kiln Record the distance of the burner tip into the kiln. The kiln expansion must be measured to determine the exact position of the burner pipe into the kiln.
- Once the burner pipe is set, hook up the axial, swirl and transport air lines
- When all air lines have been installed, the kiln hood doors can be closed
- When the hood doors are closed and secure, insert the laser level into the center of the burner pipe.(feed end)
- Make sure that the laser is set in the center of the pipe. This is accomplished by wrapping the end of the burner pipe with plastic. This allows for sight of the laser beam.
- With at least two people outside of the kiln and two inside, take measurements of the position of the laser beam at at least three places in the kiln. This should include the start of the burning zone (30 feet), the upper transition zone (80-85 feet) and on the feed shelf. It is important to know the thickness of the brick prior to measurement to determine the proper position of the burner pipe.
- Through radio contact, make the necessary adjustments on the burner pipe carriage so that the laser beam hits each point of measurement.
- Once the points have been met, it is important that there is no further movement of the burner pipe prior to start up.
- Measurements on the burner pipe carriage screws as well as pipe height relative to the concrete floor are to be taken and recorded as a reference prior to start up. These measurements should be checked periodically throughout the campaign.
- When the hood doors are closed, the area can be sprayed with a light coating of refractory to eliminate any inleakage of air.
The overall objective of this procedure is to know exactly where the burner pipe is in relation to the kiln.
- Kiln Refractory preparation
Purpose: To properly manage the installation of refractory during a scheduled or unscheduled shutdown, and to follow established procedures for preheating the kiln system for maximum brick life.
The refractory best practice should be consulted to determine proper method of preparation.
- The proper installation of refractory cannot be over emphasized as it plays a key role in the longevity of the lining. During a major turnaround it would be well for plants to consider hiring an experienced refractory installation specialist to supervise the ongoing lining replacement or ensure that the installer is familiar with the various installation techniques that are available.
Proper Refractory Preheating and Curing.
The following information has been collected from a large number of refractory suppliers used by Lafarge. This information should be used only as a guideline for proper refractory management. In all cases the plants should review the intended operating procedures with the refractory suppliers as the amount of refractory types and materials vary extensively.
Each plant should consult and insist on having a representative from the refractory supplier on hand during the installation and curing of the material chosen. This process is included in the purchasing agreement set up by a group buying team established through Lafarge in 1998.
- Burner pipe lining
- The following is a guideline for burner pipes using a formed castable refractory or a plastic rammed refractory.
Note: The poured castable refractory must be allowed to cure for a minimum of 24 hours before removing forms or attempting to properly bakeout the refractory.
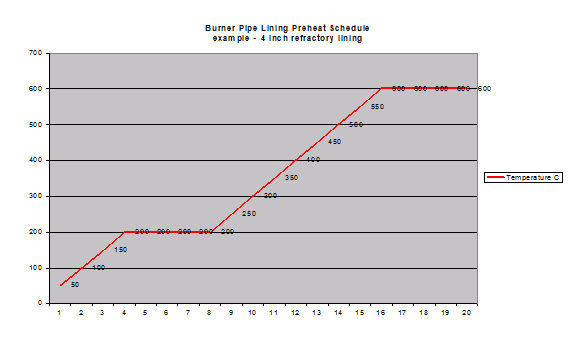
- To properly bake out the poured castable or the plastic rammed refractory, the following schedule should be used as a guideline. All plants should check with their respective suppliers for specific curing schedules for various types of refractory.
The refractory lining should be increased from ambient to 200 degrees C at a rate of 50 degrees C per hour. The temperature should be held at 200 degrees C for one hour per inch of refractory thickness. The temperature should then be increased from 200 degrees C to 600 degrees C at a rate of 50 degrees C per hour and again held at this temperature for 1 hour per inch of refractory thickness. The lining should be allowed to cool back to ambient without induced draft. The burner pipe can now be installed in the kiln or put into storage if it is a spare.
- Kiln Preheat Schedule:
1.1. Parameters to be tracked during preheat
It is essential that plants have a preheating schedule determined prior to the start up. The start-up program, which mainly determines the kiln temperature increase per unit time and the timing of the introduction of raw feed, must consider a number of factors such as the type of refractory material, design of the kiln system, mechanical systems etc. The following points should be recorded during the preheat.
1.1.1. Preheater/Precalciner
- stage #1 exit oxygen
- Stage #4 or Precalciner temperature
- Feed shelf Temperature/kiln exit temperature
- Feed shelf or kiln exit oxygen
- Burning zone temperature(shell scanner)
- Tyre Creep
- Tyre temperature and the bearing temperatures
- Kiln hood pressure
- Fuel consumption
- Kiln turning schedule
- Thermal expansion of the kiln
- Monitor ESP/Baghouse (including gas & opacity analyzers) – turn on as soon as possible
1.1.2. Long Wet/Long Dry Kilns
- Feed shelf oxygen
- Feed shelf temperature
- Chain temperature
- Burning zone temperature(shell scanner)
- Kiln turning schedule
- Tyre Creep
- Tyre temperature and bearing temperatures
- Kiln hood pressure
- Fuel Consumption
- Kiln turning schedule
¨ Thermal expansion of the kiln
- Monitor ESP/Baghouse (including gas & opacity analyzers) – turn on as soon as possible
1.2. Tyre Creep
- Purpose of tyre creep control:
From a tyre creep point of view, the minimum heating-up period is determined by the time required to stabilize the temperature difference (and hence the clearance) between the kiln shell and the tyre, since the shell will heat up faster than the tyre.
Tyre # 2 is particularly critical. Too rapid heating can result in a constriction of the kiln shell, which will cause permanent deformation if the yield strength of the kiln shell material is exceeded. This in turn will cause excessive play in the tyre (tyre slip) after the normal working temperature is regained, as well as increased ovality of the kiln shell, a factor which may contribute to excessive refractory lining wear.
As a general rule, the tyre creep (the relative motion between the tyre and the kiln shell) should be monitored at regular intervals or continuously with a kiln shell scanner if available, manually if not. If the tyre creep is too low or non-existent, the heating-up process should be slowed down or interrupted until a measurable amount of relative movement is established. For this reason, the tyre creep may become the limiting factor in determining the heating-up schedule.
Every tyre has its specific designed cold clearance that allows a maximum temperature difference between the kiln shell and tyre during heating. If the temperature difference exceeds the maximum value during the heating-up schedule, the shell below can be plastically deformed due to restricted expansion. To avoid such a deformation, some plants have established artificial heating or exterior heating elements on the tyre themselves, or define a start-up sequence for the shell cooling fans. This allows for controlled heating of the tyre in line with the heating-up schedule for the kiln. The thermal expansion for each unit can be controlled so that deformation of the kiln or the tyre can be avoided.
Proper clearances for tyres during heat up will range from a minimum of 5 mm to a high of 25 mm.
- Procedure for tyre creep monitoring
Purpose and Scope:
To monitor and react to Kiln Tyre Slippage levels in order to prevent damage to the Kiln Shell, Tyre, and Refractory. It is important to note that all support tyres must be monitored during a preheat, however, the tyres in the area of the burning zone are the most critical and susceptible to temperature changes. Due to the potential for damage, this monitoring operation should be considered critical in a kiln start up with dedicated manpower provided.
Specific Points:
- Slippage and temperature measurements during a kiln startup should be taken in the field only. Do not rely on thermal imaging scanners for temperature or slippage indication during a preheat. Use thermostatic pencils when necessary. Slippage and temperature measurements must be taken at each tyre every ½ hour during a preheat.
- The temperature difference between the tyre and the shell must be less than 125 °C at
all times during the preheat. The shell temperature must be taken on both sides of the tyre. The tyre temperature must be measured on the side of the tyre and not the rolling face. Measure both the uphill and downhill side of the tyre.
- If the temperature difference rises above 125 °C, hold the kiln heat input until the
temperature falls below the 125 °C. When the temperature is below 125 °C, resume the
preheating schedule.
- The minimum tyre slippage per kiln revolution is 8mm.
- If the kiln tyre slippage falls below 8mm/rev, hold the kiln heat input until the tyre slippage reaches 8mm / rev. At 8mm / rev, resume the preheat schedule.
- If the kiln tyre slippage falls below 5mm / rev decrease kiln heat input until the tyre slippage reaches 5mm / rev. Ensure that the shell and the tyre temperature are rising at the same rate. At 5mm +, hold the kiln heat input until the slippage reaches 8mm +, at this point, resume preheating schedule.
- If there is no measureable slippage, follow the instructions for slippage below 5mm/rev with aggressive moves on heat input. If slippage has not returned in ½ hour, shut down.
- If tyre slippage is in excess of 25mm plant personnel should investigate the shimming of the tyre. Excess slippage of the tyre can cause problems with kiln ovality which may result in shell, refractory and nose ring damage.
Notes:
- From a mechanical point of view, the slower the preheat, the less chance there is to encounter a slippage problem.
- Closely monitor slippage during fuel transitions, i.e., Natural Gas to Solid fuels
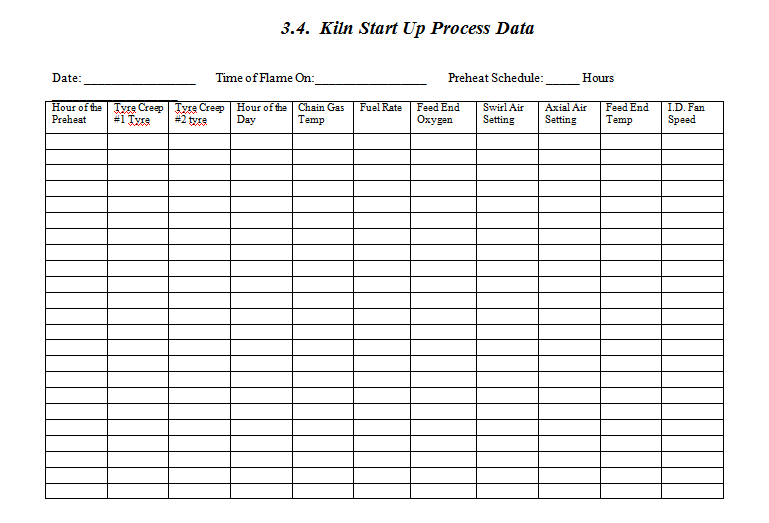
An example of tyre creep monitoring is shown below:
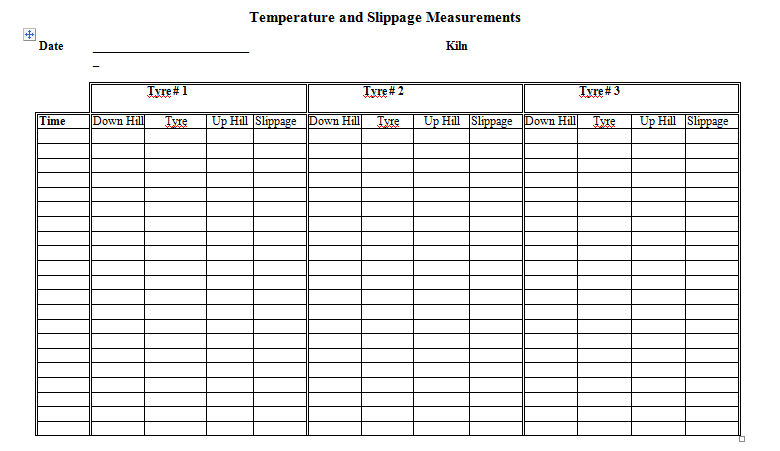
Note: Tyre temperature is determined by taking the measurement on each side of the tyre. The recorded temperature should be the average of the two.
- The combination of tyre/shell temperature differences and slippage is extremely valuable information. Temperature OR Slippage alone is meaningless. Both parameters must be recorded for proper assessment. Modify record sheets accordingly to record this data every ½ hour.
- Consider external means of heating or cooling to assist with reduced or excessive slippage.
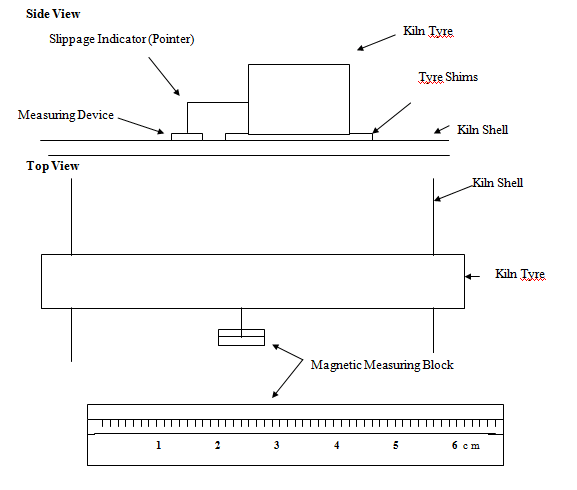
Example of an effective measuring system for tyre slippage
(Install 3 per tyre at 12, 4, 8 o’clock)
- Turning Schedules:
The purpose of a turning schedule is to ensure slow, uniform heating of the kiln and it’s refractories. Turning schedules are based on an increase in temperature over time. A good turning schedule will allow for the expansion of the refractory and kiln shell so that the brick remain in place and the shell expands uniformly along its longitudinal axis.
Turning Schedule: Too Slow
Overheating of the refractory and the kiln shell
Duck-nesting or sporadic gouging of the refractory
Shell and refractory damage.
Too Fast
Poor heat distribution
Longer preheat time due to poor transfer of heat
Potential for spiraling of brick
An example of the turning schedules for a kiln is shown below:
| TEMPERATURE OF EXIT GAS AT KILN INLET | KILN TURNING PROCEDURE WITH AUXILIARY DRIVE |
| UP TO 120°C | KEEP THE KILN STOPPED |
| 120°C TO 210°C | TURN 90° TO 120° EVERY 45 MINUTES |
| 210°C TO 450°C | TURN 90° TO 120° EVERY 30 MINUTES |
| 450°C TO 600°C | TURN 90° TO 120° EVERY 15 MINUTES |
| 600°C TO 750°C | TURN 90° TO 120° EVERY 10 MINUTES |
| 750°C UP TO FEEDING | CONTINUOUS TURNING |
As a compromise, the kiln should be periodically turned i.e.: rotated a fraction of a turn,
During the initial phase until the sintering zone temperature reaches approximately 900 °C (1650 °F). After this phase, the kiln can be rotated continuously in a normal manner through the auxiliary drive.
| 1.1. Kiln Preheat Schedule
The following is a guideling for preheating Kiln refractory brick linings after a major shutdown and a short turnaround.
|
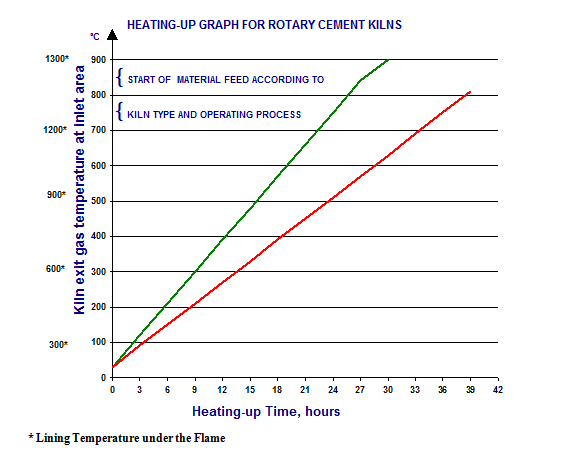
| HEATING-UP CONDITION CURVE 1: HEATING-UP AFTER LIMITED REPAIRS THERMAL GRADIENT – 30 TO 35°C/h. CURVE 2: HEATING-UP AFTER COMPLETE RE-LINING THERMAL GRADIENT – 20 TO 25°C/h. |
Most suppliers of refractory materials recommend for the start up of kilns after major turnarounds with monolithic linings, a maximum heating –up rate of approximately 25 °C /h in the sintering zone up to a temperature of 900 °C. After reaching 900 °C, heating up can continue at a rate of 50 °C up to the working temperature.
After a minor shutdown (less than 24 hours) where no major lining is replaced, refractory suppliers recommend a heating-up rate of 50 °C /h.
What is not shown in the graph above is a stepped approach to the heat up schedule (see follow-up graph on the last page. What this means is that there should be a holding pattern on the temperatures in the kiln system in at least two separate temperature ranges. The first holding pattern should be made in the initial stages of the heat up procedure. This means that when the sintering zone temperature reaches approximately 300 °C, the temperature should be held constant for approximately 3 hours. This procedure should be repeated again once the sintering zone temperature reaches approximately 500 to 550 °C. This procedure allows the refractory material to “catch up” with the gas temperature. The heat penetrates the refractory material as well as the metal casings and reduces the possibility of non-uniform expansion and tyre creep problems. This procedure can of course be modified based on the amount of refractory work that has been completed during the shutdown.
- Feeding of Raw Materials
- Preheaters/Precalciners:
Raw material feed can be started when the temperature curve in the kiln system approaches operational conditions or as soon as the precalciner and preheat temperatures profile is ready for feed.
The period between the start of the kiln feed and its arrival at the sintering zone is the most critical with respect to tyre creep because the fuel supply must be increased rapidly to compensate for the heat absorbed by the processing of the raw material. Close attention must be made at this phase so that slip is continuously present. If slip of the tyre ceases, countermeasures must be taken to correct the situation.
Feed may be introduced into the kiln system prior to arriving at optimal temperature as a measure to coat the refractory linings. Only small amounts can be introduced so that there is not a deterioration of the heat gradient.
- Long Wet and Dry Kilns:
Kiln chains or other heat exchange systems should not be exposed to excessive heat prior to the introduction of feed. Excessive heat can damage and potentially cause fires in the metallic systems. For this reason, material feed is usually started after the sintering zone temperature reaches 950 degrees C and the kiln is rotated continuously by using a feed rate of 10% to the nominal throughput.
The feed rate is then continuously increased depending on the kiln exit gas temperature, the specific heat consumption and the burning conditions. The kiln speed is increased proportionally to the feed rate.
Graph the specific heat consumption versus the feed rate, oxygen, kiln amps and kiln speed.
- Start-up Post Audit:
- Objectives of a post audit
A post audit of the start-up to analyze deviations from the planned schedule should be systematically done between the production coordinator and the kiln operators.
Reasons for deviations should be identified and recommendations to improve the next kiln start-up should be drafted and when necessary, incorporated into the SOP. CRO involvement is essential to the success of proper kiln start ups.
- Review Items:
-Preheat temperatures and oxygen control-actual vs. plan
-Timing of preheat-actual versus plan
-Specific heat consumption/NOx values
-Tyre Creep report
-Axial and swirl settings
-Review of check sheets – explanation of variances
-Review of problems incurred during preheat
-# of incidents within two weeks after start-up
-Amount of time to full production
Develop the above into a table that shows the variances and explanations for the variances
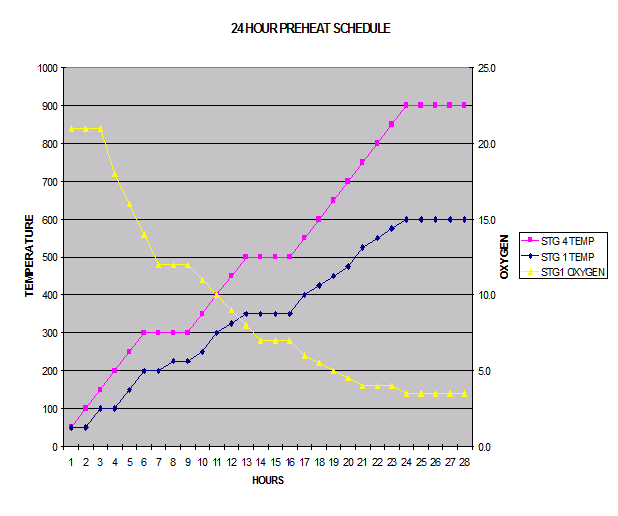
- Example of follow-up graph:
The graph below can be used to compare the actual versus planned start-up control parameters.
for more details please contact us
Good information sir