Contents
click here to download Holcim , fls smidth , Lafarge , Most importnant manuals , most important excel sheets
click here to download Holcim , fls smidth , Lafarge , Most importnant manuals , most important excel sheets
Kiln Refractory Requirement , properties & Factors affect wear
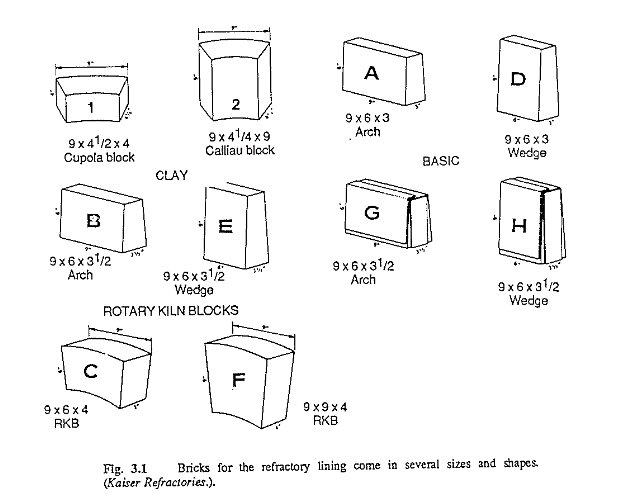
Because of the high temperatures existing inside a kiln during the clinker manufacturing process, it is necessary to protect the steel shell of the kiln with a refractory lining. If this protection were not provided, the shell would disintegrate within a few hours. A refractory is a material, usually nonmetallic, that is used to withstand high temperature. In a kiln, the refractory usually consists of brick of special composition and sizes as shown in Fig. 3.1. Some usage in recent years has been made of a cast lining continuously placed in a manner similar to placing concrete in a structure. In this method, the interior is progressively formed by means of special planks, welded anchors, and snapties. The kiln is rotated as necessary during placement of each section of lining so the workmen are always working at the same level.
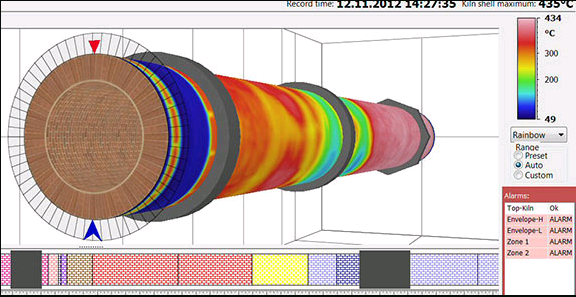
Among kiln operators, refractory failure is considered the most critical upset in a kiln operation. Refractory failure inside the rotary kiln is indicated when the kiln shell becomes red hot because the refractory lining has either been entirely lost or has become so thin in an area that the kiln shell becomes overheated. Such a condition is dangerous because once the protection supplied by the refractory has been removed, the steel shell could easily be warped to such an extent that replacement of an entire kiln shell section becomes necessary. In most instances, however, damage can be avoided if the kiln is shut down for lining replacement as soon as the shell starts to show a large red spot. Because of the importance of such a situation, remedial procedures for hot shell conditions are described in other articles.
Replacement of the kiln lining, especially in the burning zone, is unfortunately a frequent necessity, exerting a large strain on the operating budget and on production schedules. For example, replacement of an entire burning zone lining over a length of 50 ft in a 16-ft diameter kiln costs in excess of $80,000. This figure represents only the cost of the refractory itself and does not include the added expense of installation, nor the hidden cost resulting from loss of production and the extra fuel required to bring the kiln back to operating temperatures.
Ideally, one would like to obtain a service life on the burning-zone lining that would extend through a continuous operation cycle from one tum-around to the next. In other words, the optimum service life would be a period of either 11 or 23 months. In most kilns, however, this is more the exception than the rule. Although linings in the upper, cooler regions of the Iciln can show lives of 5-20 years, in the intensely hot burning zone the life ranges from as little as 30 days to as much as two years. Regardless of the fact that all cement Icilns operate within a narrow temperature range in the burning zone there still exists that large discrepancy between kilns in matters of refractory service life. The reason for this can· be found in the fact that each kiln has its own specific characteristics and idiosynchrasies which greatly influence service life. The life of refractories in a kiln is governed by key factors which are discussed in the following section.
FACTORS AFFECTING WEAR OF REFRACTORIES
Frequency of Kiln Shutdowns.
Many plants have found that refractory life is often directly proportional to the number of kiln shutdowns that were experienced while the refractory was in the kiln. The more shutdowns and kiln stops, the shorter the life. The danger of damaging the refractory is directly related to the rate of cool down of the kiln, the danger being the greatest when cooling is too rapid. The first step in preventing this situation is obviously to eliminate shut downs by operating the kiln more efficiently on a continuous basis.
The second step is to make sure that cooling is slow and uniform when the kiln is shut down. Cooling time should be at least 8 h and preferably longer. A large guillotine damper to seal the kiln exit (back-end) helps to conserve heat inside the kiln and retards cooling during a shutdown. On some rotary kilns, retaining a small fire during the shutdown accomplishes more or less the same results. Kilns equipped with internal heat exchangers such as chains and crosses, however, are exempt from this procedure, because leaving a fهre in such a kiln under these conditions might lead to chain failure due to the presence of oxygen at a fairly high temperature without any cold feed entering the kiln. To secure a uniform cooling, the kiln has to be turned and jacked on a regular schedule, because the feed bed and the refractory underneath it will cool much slower than the refractory which is exposed to the kiln gases. A suggested schedule for turning the kiln after a shutdown on both dry and wet process kilns of various lengths and diameters, given in Table 3.1, should ensure a uniform cooling of the refractory and kiln shell (the kiln shell contracts also during cooling).
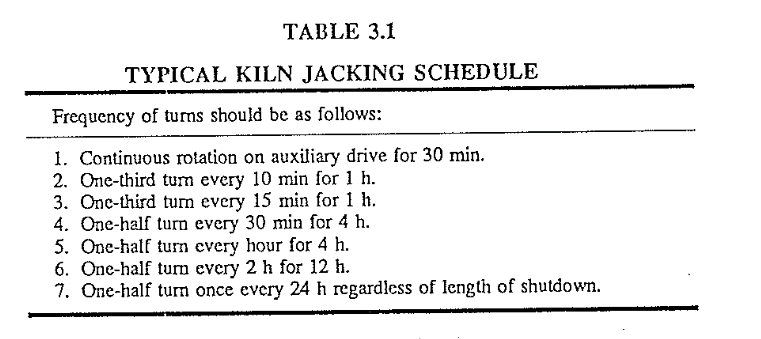
NOTES: Each time before the kiln is turned, ascertain that no one is inside the kiln and first cooler stage. Once a shift, check the clinker loading in the cooler inlet and run this material out when the pile is higher than 2 ft. This is necessary because each time the kiln is turned a small amount of material is dumped into the cooler. During periods of heavy rainfall it may be necessary to jack the kiln more frequently to provide even cooling. This is a typical schedule for one particular kiln. Actual plant conditions determine the schedule for any other kiln.
Another procedure to secure slow cooling of the kiln is to make sure the draft fan (I.D. fan) is shut down immediately when the fire has been taken out of the kiln (an absolute must on a kiln with internal heat exchangers). The primary air fan should be left running only for such a time as needed to protect the burner pipe from heat during the early period of kiln cooling.
Too Rapid Heating of the Refractory.
Just as in rapid cooling, so heating the refractory roo fas can cause thermal deterioration of the brick. The question of how much time should be allowed to raise the kiln to normal operating temperature is subject to wide differences of opinion. Recommendations by refractory manufacturers vary to some extent depending on the type of refractory installed. One factor sometimes overlooked is the kiln shell itself, which expands upon heating. Governed partly by the thermal conductivity of the refractory, this shell expansion takes place somewhat slower than expansion of the bricks. Because of this, a period of at least 16 h should elapse when heating a kiln to operating temperature. This is on the conservative side. After all, there is far less danger of damage when the temperature is raised too slowly than when it is raised too fast. More time should be taken to bring the kiln on line with thicker linings and larger kilns.
Overheating the Kiln.
One of the prime duties of the kiln operator is to make sure the kiln never becomes dangerously overheated. When a kiln is overheated, the feed starts to ball up and the coating turns to liquid in the burning zone. In a matter of minutes, unless this condition is not drastically counteracted, the entire refractory lining could be melted and lost as soon as the protective coating has melted away. Overheated conditions are more apt to result from erratic feed loacting and advancement in the kiln rather than from any action of the kiln operator. Indirectly, cycling and upset kiln operating conditions can therefore be a cause for short refractory life. This then is another reason why kiln operating stability is so important.
Quality and Uniformity in Size and Shape of the Refractory.
Since the costs of the refractories are low when compared to the costs for the loss in kiln production, labor expenses, and fuel needed to reheat the kiln, it is advisable to consider refractory quality and performance ahead of the price of the refractory itself. On large diameter kilns it becomes especially important that the refractory shapes do not deviate by more than 2 mm (0.078 ir..) on each of its planes. Kiln managers also have to select the right type of refractories for each location of the kiln which is easier said than done. Experienced refractory salesmen that have a working knowledge of rotary kilns can be of great help in this selection process.
Chemical Composition and Uniformity of the Kiln Feed.
A basic lining in the burning zone must have a good protective coating in order to achieve optimal service life. The type of coating is dependent largely on the chemical composition of the feed and its uniformity. Volatile constituents such as alkalies, sulfur, and chlorides can attack and weaken a refractory lining. In short, a plant chemist must not only concern himself with the ultimate cement quality a kiln feed will deliver but must also design the mix to possess good burnability and coatability properties in the kiln. This subject is discussed in more detail in the section on kiln-feed chemistry.
Mechanical Condition of the Tire and Kiln Shell.
Each kiln, with every revolution, undergoes shell deformations in the vicinity of the tire that have a detrimental effect on the lining. This deformation is generally referred to as shell ovality. There is no kiln that is perfectly round. Ovality can be checked with the “HOLDERBANK” shell test unit. Each plant should have a schedule to frequently check the slippage of the tire at least twice a month as there is a direct relationship between this slip and the shell ovality. Excessive slippage is an early warning signal that shell ovality might be too high. Of equal importance are annual checks of kiln alignment preferably when the kiln is in operation because misaligned kilns too, can result in excessive stresses on the lining.
Poor Location and Directed Flame Patterns.
Effect of these are extensively discussed in the chapter on flame control.
Installation Methods of Refractories.
Quality of workmanship in refractory installations has a profound influence on how well these refractories perform in a rotary kiln. A refractory liner can not achieve optimum life potential unless it has beeo properly installed in accordance with time-proven methods and procedures Extra time and efforts exerted during construction of a lining can pay dividends in longer service life and kiln uptime.
Proper Kiln Operating Procedures.
This includes the whole gambit of operating procedures discussed in this book from combustion to burning zone control to kiln start and stop procedures. Again, applying time-proven procedures and being consistent in control follow-up can pay dividends in longer lining life. There are no short-cuts in this respect.
REFRACTORY REQUIREMENTS AND PROPERTIES
Certain requirements have to be imposed upon the refractory, depending on the conditions it will be exposed to in the area of the kiln where it is to be used.
Resistance to High Temperatures.
The refractory has to withstand the temperatures that can prevail under adverse conditions as well as those that prevail under normal conditions in the zone where it is being used. Not only does it require the ability to withstand high temperatures without melting, it also must maintain its structural strength at temperatures below its melting point and must maintain a constant volume when exposed for prolonged times to the high temperatures.
Spalling Resistance
Any kiln shutdown, start-up, or severe operating upset usually creates large temperature changes in the kiln, and the refractory must possess the necessary shock resistance to withstand such temperature variations. Failure to possess this quality can cause the brick to crack. These cracks, generally referred to as spalling, develop in a horizontal direction on the brick. Spalling results from thermal shock.The same reaction can be observed with a drinking glass: If we set a cold glass into very hot water the thermal shock causes the glass to crack. However, if we slowly raise the temperature of the water containing the glass, there is no thermal shock and the glass is not damaged. The same applies to the refractory in the kiln. When a cold kiln is fired, the temperature of the refractory must be raised very slowly to avoid spalling.
Resistance to Chemical Attack (Slag Resistance).
During the process of clinkerizing, ash, slag, and vapors formed during the combustion process can attack the refractory, reacting chemically with brick, depending on the type of fuel used. Furthermore, dust and alkalies entrained in the kiln gases can adhere to the bricks in the burning zone and react with the refractory. The ability of a refractory to withstand these chemical attacks is called its slag resistance. A brick that does not possess this resistance could be considerably weakened by chemical attack, resulting in premature refractory failure.
Abrasion Resistance.
Conditions encountered in a rotary kiln make it necessary that the refractory withstand the abrasive action resulting from the sliding kiln feed bed and also by dust entrained in the moving gas stream. This abrasion resistance is a prerequisite for all bricks installed in front of and behind the burning zone where coating is not usually formed.
Coatability.
One of the most important qualities required from the refractory in the burning zone where the highest temperatures exist, is its ability to take on a good coating and to hold this coating for a prolonged length of time. The importance of coating in the burning zone is discussed in Chapter 6. Just as the refractory acts as a protection for the kiln-shell, so the coating in tum acts as a protection. for the refractory, thus serving to prolong the life of the brick in the burning zone.
TESTS OF REFRACTORIES
Selection of the best refractory for a given area in the kiln is not an easy task for the person who has to make this choice. This is especially true for a kiln in a new cement plant where no previous experience can be used as basis for this choice. To arrive at the proper selection, one has to deal with a multitude of refractory manufacturers and literally hundreds of different refractory types and shapes. Any one type of refractory can perform extremely well in one kiln and be almost useless in another. Because all kilns are different and many different raw materials are used to produce clinker, it is essential that the refractory is designed specifically for a particular kiln and its specific operating conditions.
Manufacturers of refractories usually furnish conventional information on their materials, such as compressive and tensile strength, modulus of elasticity, chemical analysis, thermal conductivity, density, porosity, and gas permeability. In addition, tl1ere are various special properties, determined by certain tests that have become standardized in the refractory industry. Results obtained from these tests, while not 100% conclusive, do furnish a good indication of the properties of the refractory and its resistance to various exposures within the kiln, and are the basis for the selection of a refractory particularly suited to any given area of the kiln.
Melting Point.
The melting point is the temperature at which the refractory starts to sag and lose its structure or shape. However, the given melting point by no means guarantees that the refractory will not start to sag at a lower temperature. Depending on whether a reducing or an oxidization atmos phere exists in the area where the refractory is used, and also depending on the composition of the refractory itself, melting can take place at a temperature below the theoretical melting point. Bricks in prolonged use and which have chemically reacted can have a melting point lower than indicated by the test
For a fire clay refractory, a test is used (ASTM C24) in which the PCE (pyrometric cone equivalent) value is determined. PCE is the number of the standard pyrometric cone whose tip would touch the supporting plaque simultaneously with a cone of the refractory material being investigated. Together with this value, the manufacturer usually states the corresponding melting point, which is the temperature at which the tested cone has softened and sagged to the same extent as a standard cone. Here again one has to remember that the maximum operating temperature should be well below the melting point for reasons previously stated.
Hot Load (Temperature of Deformation).
Certain refractories, when under load (when subjected to a given static pressure) undergo softening at a temperature far below the melting point. Softening of the bricks can take place because of their own weight or because of the pressure exerted upon them by the material bed in the rotary kiln. Overheating of refractory can also cause deformation and thus reduce ti1e bearing strength under load. The test (ASTM C!6) determines the resistance to deformation or shear of refractory brick when subjected to a specified compressive load at a certain temperature for a specified time. The results of the hot load are expressed as the temperature at which a definite deformation takes place when the brick is subjected to a given static pressure, or the percent deformation at a stated temperature when subjected to a given static load (usually 2 kg per cm2 or 25 lb per in.2). Because this test is performed over a relatively short period of time, it does not give an indication of the structural strength of the refractory when subjected to prolonged and constant high temperatures and loads. Such a prolonged exposure could weaken tl1e refractory further.
Linear Expansion or Shrinkage (Reheat Test).
As stated above, a refractory, under prolonged service at high temperature and repeated heating, can undergo expansion or shrinkage. In the reheat test, these changes in volume are determined and generally referred to as irreversible (permanent) changes. The results are expressed in percent linear change at a stated temperature, a plus (+) sign indicating growth and a minus(-) sign, shrinkage. The test (ASTM Cll3) is con ducted by placing the refractory specimens in a down-draft kiln for several hours, then cooling for at least I 0 h, with length measurements made before and after test.
Panel Spalling.
Temperature changes during repeated heating and cooling can develop stresses in tire refractory which in turn can cause cracking. In this test, the ability •Jf a refractory to withstand repeated temperature changes is deter mined. The brick is heated to a given temperature on one side in a wall and then artificially cooled with a fan. Each brick is weighed before and after testing and the result is expressed in percent loss in weight. The basic procedure, a somewhat complicated test requiring special furnaces and control apparatus, is covered in ASTM C38. Briefly, it consists of heating a panel of bricks, at least 18 in.2, then rapidly cooling tl1e panel in a blast of air and water spray for a specified number of cycles.
Thermal Expansion.
In contrast to the reheat test in which permanent volume changes of are fractory are determined, the so-called reversible expansion of a refractory is indicated by this test. In other words the results, expressed in percent change in length, indicate to what extent a refractory expands when heated to any given temperature. Subsequent cooling of the refractory will cause it to return to its original dimensions.
ASTM vs. DIN.
All the discussions so far have been concentrated on testing methods in accordance with ASTM procedures, i.e., procedures as they apply to the North American refractory industry. But, foreign refractories are being used also in the United States, and their specifications and data are, in many instances, quite different. For this reason, a short discussion of the differences between the European and American methods for the more important tests is necessary.
European (DIN) testing is done on. smaller cylindrical sample specimens
(50 X 50 mm) whereas American testing is done on whole bricks. This clearly establishes an advantage for the American method because it allows observation of the behavior of an entire brick. But, at the same time the American method is more time consuming. The following list compares the two methods for specific tests.
Chemical Analysis: No difference between DIN and ASTM.
Apparent Porosity: Values given by DIN are usually slightly higher than ASTM results obtained.
Cold-Crushing Strength: No difference between DIN and ASTM results.
Pyrometric Cone Equivalent: No significant difference between the Seger (European) and tl1e Orton (ASTM) test cones results.
Modulus of Rupture: DIN results tend to be higher than ASTM ·results.
Rehear Test: Each method uses different temperatures at which tl1e sample is being tested.
Panel Spaling: No comparison can be made between these test results because the methods are different from each other.
TYPES OF REFRACTORIES
Refractory replacements and problems occur mainly in the burning and the cooling zones of a rotary kiln, where the highest temperatures exist. Linings in the calcining and heating zones very seldom have to be replaced and usually do not represent a problem. For this reason, the following discussion is concerned with refractory for lining in the burning zone.
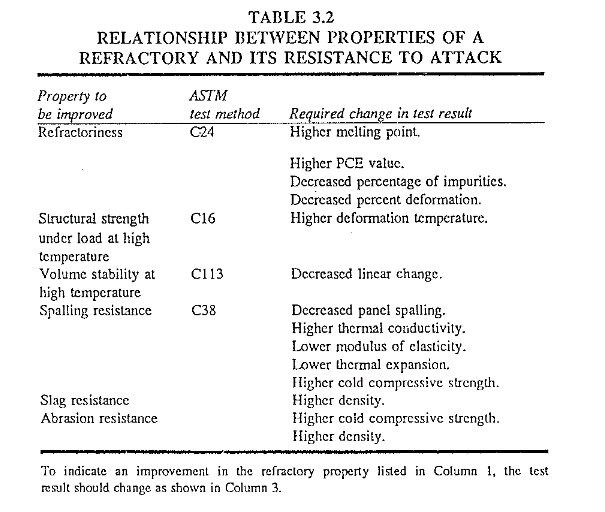
The relationship between certain desirable characteristics of a refractory and properties indicated by tests is indicated in Table 3.2. This table can serve to assist in selecting a refractory. However, manufacuring methods, size and shape of the units, and the type of refractory all have an important share in influencing its ability to perform satisfactorily. For example, a high-alumina brick can be manufactured by either the dry press or the stiff mud method, and a brick made by the dry press process will have distinctly different properties from a brick of identical composition manufactured by the stiff mud process. Manufacturing methods affect the properties and behavior of basic refractories of equal compositions also. For the purpose of this discussion, refractories commonly used in the burning zones can be classified into two main groups: the alumina-silica group and the basic group.
The Alumina-Silica Group.
As the title indicates, the two main components in these refractories are alumina and silica. With some limitations, an increase in the alumina content (which correspondingly reduces the silica content) will result in higher refractories.*
ractorincss: In refrnctorics the capability of maintaining a desired degree of chemical and physical idcntily at high temperatures and in the environment and con ditions of use (ASlM C71).
In addition to the improvement in refractoriness resulting from an in crease in the alumina content, spalling resistance is improved (content of fluxing materials is decreased), conductivity and strength are enhanced and the refractory is more resistant to chemical attack. However, an important feature is that the high-alumina brick have a greater reversible expansion, a factor that requires special consideration during installation of the brick. Also, the slag resistance is lower than that of basic brick.
As stated previously, manufacturing processes affect refractory charachteristics. Because of this a dry press high-alumina brick is preferred in applications where uniformity of size and good spalling resistance are important, but a stiff mud brick would be recommended when high strength and abrasion resistance are sought.
The Basic Group.
Basic refractories are manufactured mainly from periclase (a dense crystalline magnesia), dead burned magnesite, and chrome ore. For rotary kilns, the majority of basic bricks used fall into the magnesite-chrome
classification in which periclase makes up the largest portion of the composition. in contrao;;t to chrome-magnesite brick with chrome ore as the dominant materiaL Basic refractories have a greater resistance to chemical attack from ashes, slag, etc. at high temperatures, but have a poorer spalling resistance compared to alumina bricks. Generally speaking, the periclase in a basic refractory is responsible for high refractoriness and volume stability, and chrome supplies spalling resistance and hot strength to the brick. Although not conclusive, the percentages of periclase and chrome give an early indication of spalling resistance and other properties of a basic brick. Basic refractories are preferred in the burning zone of a rotary cement kiln because they take on a coating more rapidly and hold the coating better than an alumina refractory. A coating properly formed over basic brick exhibits adherence characteristics quite different from those of a coating formed over a high-alumina refractory, as the coating will fuse with the surface layer of the basic brick but will only adhere without a strong bond to high-alumina brick. Because tl1e coating is fused to the basic brick surface, there is a slight hazard to be considered, for if the coating is lost, part of the brick may be lost along witl1 it.
The third type of refractory used in the burning zone is Dolomite bricks. These bricks are mainly composed of CaO and MgO and have a very close chemical affinity to the kiln feed. The big advantage of these liners is that they form a coating very rapidly once the kiln is brought to operating temperature. Because of their high heat-transfer coefficient, these bricks will show very high shell temperatures before such a coating is established and it is not uncommon to observe a faint dark red shell color in the early stages of a kiln start. The ideal location for placement of these types of liners is in the center of the burning zone and away from the kiln tires.
The CaO component in this brick, however, has a tendency to hydrate
when exposed to moisture in the air. Care must be taken to make sure these bricks do not come into direct contact with moisture in storage and protective measures are necessary to shield the bricks from humidity during long kiln shutdowns. Some Dolomite brick manufacturers impregnate the bricks with tar to protect tl1em during shipment and storage. Another manufacturer vacuum packs their product in airtight aluminum foil to achieve the same result. The thi11g to remember is that once a pallet has been broken open, the likelihood exists that these bricks will disintegrate in a short period of time.
When· Dolomite linings are left in the kiln for a long period of time during a winter shutdown, proper precautions must be taken so that the lining remains unharmed. First, the coating should not be removed during this downtime. Second, the kiln feed present in tl1e kiln at the time of the shutdown should also be left in and used to cover the coating/lining in the burning zone. This partly calcined feed acts as a dessicator to absorb any humidity present in tl1e kiln. Third, the lining (coating) should be sprayed with diesel oil at weekly intervals to prevent penetration of moisture to the lining. The author knows of one cement plant that regularly shuts down the kiln for up to 5 months each winter and is successful in maintaining the integrity of the used, Dolomite lining. But, this appears more the exception than the rule. One might ask the question, why bother with these types of bricks at all? The advantages to their use are: the cheaper price of Dolomite bricks compared to their magnesite-chrome counterparts and the aforementioned rapid formation of new coating which is desirable in kilns that burn a tough, difficult-burning mix.
The newest type of burning zone liner for cement kilns is the Spinell bonded brick. Recently introduced in the Japanese cement industry, this liner has shown some remarkable improvements in service life for it is reported to be as high as 1.5 to 2 times the life of high MgO-Cr liners. Spinell-bonded bricks are being offered now by almost every brick manu facturer and they all show chemical composition of around 10-15% alumina and 80-85% MgO. But these bricks are still in the development stages and each manufacturer’s Spinell-bonded brick has its own characteristics as is the case with all other product lines. Prices for these bricks are correspondingly about 50-100% higher than conventional basic liners. Because of these high prices, Spinell-bonded bricks are normally installed in such places in the burning zone where everything else has failed.
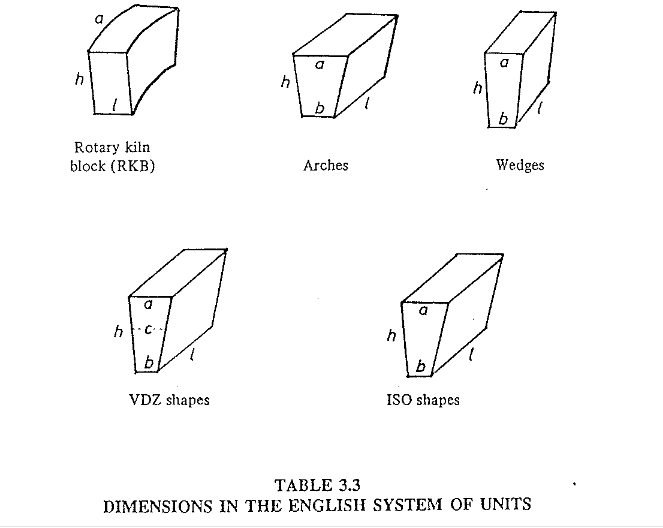
REFRACTORY SHAPES
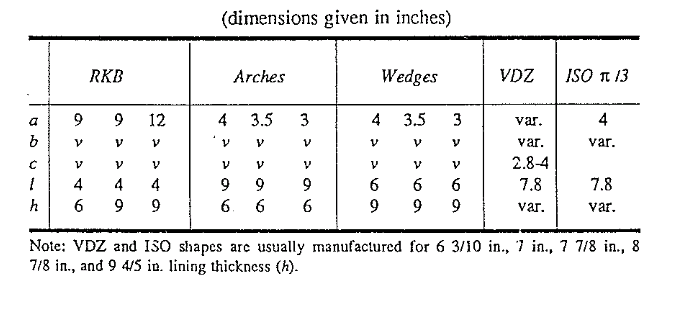
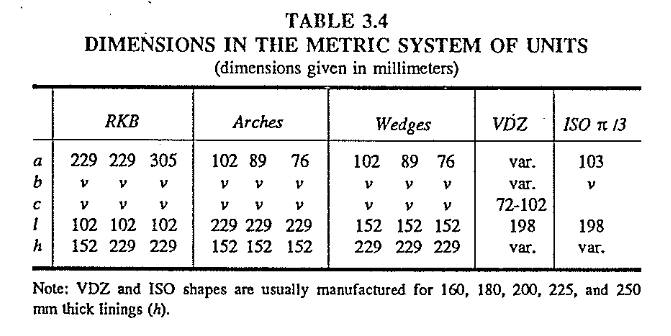
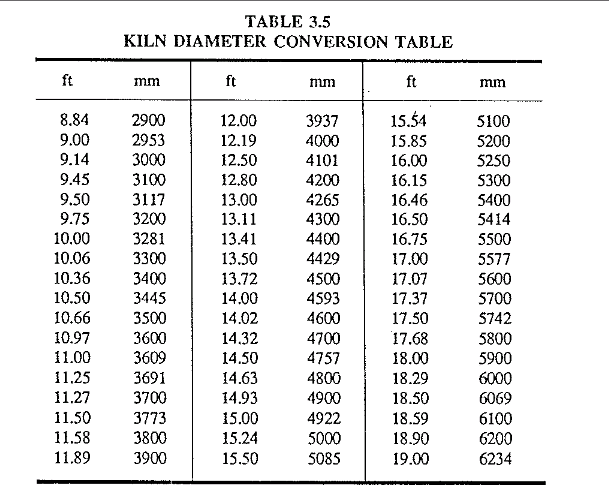
On the North American continent, rotary-kiln blocks, arches, and wedges are the most common refractorx shapes used to line rotary kilns. In countries using the metric system of units, VDZ and ISO shapes are used. The following data will familiarize the reader with the dimensional differences between these shapes. It is important to note that dimension “a”,i.e., the back cord, is the face of the refractory that is in contact with the kiln shell. All shapes are installed so that the given dimension “f’ forms a parallel line to the kiln axis. Dimension “h” indicates the lining thickness.
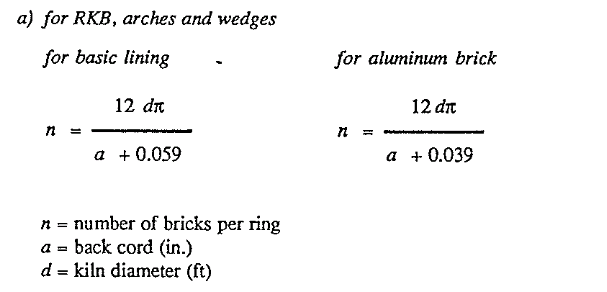
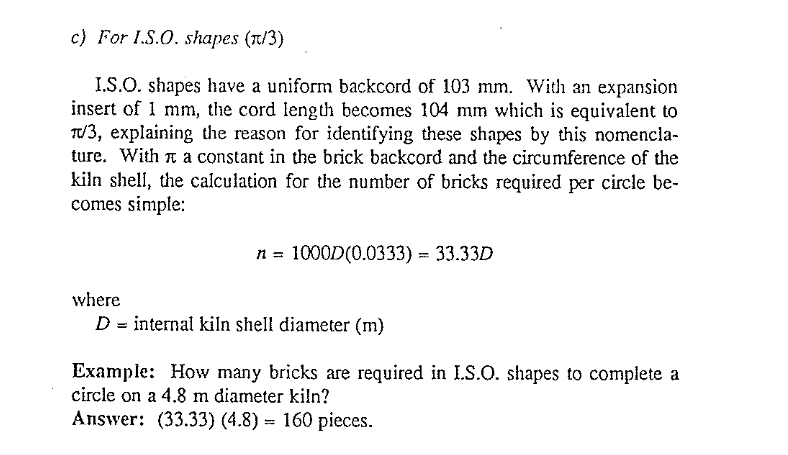
NUMBER OF BRICKS REQUIRED PER RING
Outside the United States, it is customary to use two different shapes of bricks with different backcords (a) to complete a full circle of the kiln cir cumference. Experience has shown that this produces a superior fit of the refractory to the shell particularly when the kiln shell is slightly out of round.
B ) for VDZ shapes
Consult manufacturer for number of bricks per ring of each shape required.
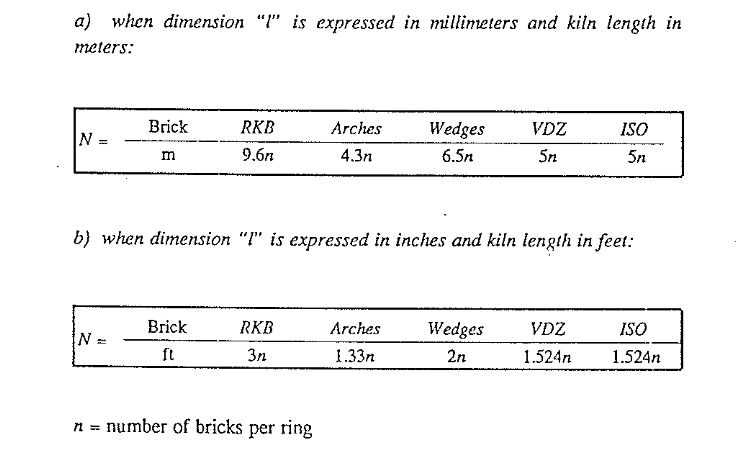
NUMBER OF BRICKS REQUIRED PER UNIT KILN LENGTH
REFRACTORY CONSUMPTION REPORTING
Finally, mention must be made of methods of reporting refractory con sumption. It is easy to fall into the trap of reporting refractory service life in terms of days, months, or years. Unless the kiln has operated con tinuously during this period of so-called “days service life” there is not much use in comparing such figures with other periods or kilns. A kiln manager should, if possible, find the time to express refractory consump tion in terms of kilograms refractory per ton of clinker (or lbish.t.Cl.) produced. More paperwork is required but the data thus obtained is much more meaningful to the study of individual refractory types. Likewise, proper record keeping on brick charts is an absolute requirement for any plant that is seriously concerned about improving refractory service life. ·
References
- Clausen, C.F. Jan.,’The Evolution of the Cement Kiln, a Historical Sketch,” Journal, PCA Research and Developmenl LaboraJories.
- Budnikov, P. “The Technology of Ceramics and Refractories”
Ml.T. Press, Mass. lost. of Technology.
i have an offer for a kiln unite with it^s cooling system that will be replaced with new one.
if its possible to contact you for a very fast solution for the mentioned systems.
Thanks to the terrific guide
That is interesting that the shell expansion takes longer than the expansion of bricks. Maybe it would be good to get some industrial brick refractory coating services. Then you could have bricks that would expand faster.