Contents
kiln | Cooler | Burner | Combustion | Operation , Shut & Down , Frequent Problems complete comprehensive Course

GENERAL KILN SECTION
DESCRIPTION OF MAIN KILN SYSTEMS
Wet Process
Better homogeneity of raw feed
Dust produced is approximately 15 to 20% of clinker production Dust return to kiln by means of
Vortex at feed location (mixing problem) Scoop near kiln discharge
Dust insulation in burning zone
Back end temperature is the main parameter to control and react on behavior of slurry through chain system. (ring formation in chain, spillage near feed end)
High heat consumption (near 1300 kilocalories or 4676 MBtu/st), therefore there is a lower secondary air temperature.
All other parameters are the same as a dry process kiln.
Long Dry
Feed is dry dust.
Long residence time (up to 2 hours), so we have to take this into account when stabilizing the kiln.
Heat consumption is approximately 920 kilocalories (3309 MBtu/st).
Natural load movement often unstable and creates “pushes”.
Pre-calciner and Pre-heater
Residence time in tower is from 2 to 5 seconds.
Residence time in kiln is approximately 30 minutes.
Fast reaction time, requires fast action to control the kiln.
About 50 to 90% calcinations is done in tower.
More stable than long dry, because calcinations is taking place in tower.
Heat consumption nears 800 kilocalories (2878 MBtu/st).
Very high secondary air temperature especially with pre-calciner need tertiary air duct. Fuel ratio split: kiln = +/- 40%, pre-calciner = +/- 60%
KILN OPERATION PRIORITIES
1. Protection of the personnel working in and around the kiln system is a basic safety rule that must be strictly followed at all times.
2. Protection of the equipment.
Around the kiln, the safety of the equipment is mainly related to overheating problems and could be:
a) Back-end of kiln
Do not exceed 840oF (450oC) at precipitator inlet
b) Feed
Do not exceed 10 minutes without feed as the feed end temperature would go high.
c) Chain inlet temperature
Do not exceed metallurgical maximum temperature of chain system. (usually approximately 1900oF or 1038oC)
d) Burning zone
Do not over-heat; keep the raw load near end of flame. Set a maximum amps level on kiln motor.
e) Cooler
Avoid overloaded cooler grates, cut kiln speed down to protect the cooler grates.
Avoid high exhaust gas temperature; could damage dust filter system.
Avoid high clinker temperature; could damage the clinker evacuation circuit.
3. Quality.
To produce a well-burned clinker with good free-lime at the desired liter-weight
4. Stability.
Continuous operation should always have priority over maximum production.
Stable kiln operation is the key to long refractory life, high fuel efficiency and uniform quality clinker.
5. Optimization.
Strive for optimum production level at the lowest possible cost.
KILN SYSTEM STABILITY
1. Stable Feed
a) Chemical
Feed quality range should be:
+/- 0.4% in CaO
+/- 0.4% in SiO2
+/- 0.2% in Al2O3
C3S variations in clinker not to exceed +/- 3%
Approximately 25% relative potential liquid phase in the clinker is good for kiln burning and fuel saving.
b) Physical
Good and accurate feed rate indication.
Weigh-feeder should be linear at low, medium and high feed rate.
Good calibration by physical weight of the material should be done at every major kiln shutdown.
Good feed and speed ratio.
2. Stable Dust Re-introduction to Kiln
Dust collector cleaning cycle sequencing.
Dust circuit configuration should provide stable re-introduction.
Monitoring of the dust return flow is an added advantage.
If dust wasting is required, wasting should be done in such a way not to upset the dust return to the kiln.
3. Stable Water Spray Injection in Kiln or in Conditioning Tower
Good spray injects into gas stream, not in material load.
Good regulation of water injection with respect to ESP inlet temperature control. (will cause changes in kiln oxygen level if water flow is not changing smoothly).
4. Good Chain System Design (Wet and Long Dry)
Act as a good dust curtain (dust trap).
Wet kiln design needs to favor a good “plastic zone” in order to prevent ring formation. Chain tonnage should be between 12 to 14% of clinker production for large kiln and 10 to 12% for small kiln.
Good chains should stand high temperature so that in return enable high production rates.
5. Good Control of Hood Pressure
Hood pressure control is critical because it prevents the cooler variations to upset the burning zone conditions.
Hood pressure set point should be set as close as possible to zero, while remaining negative.
6. Stable Secondary Air Temperature
The temperature variations during normal operation should not exceed +/- 85oF (29oC) Good regulation of the cooler under-grate pressure is then required with a thick clinker bed depth.
The secondary air temperature should be as hot as possible, without damaging the nose ring or the refractory at the kiln discharge section.
7. Good Production Level
Lower limit:
Under-60% capacity kiln tends to become unstable Upper limit: Production restriction due to:
Kiln diameter; (maximum flame size, flame erosion on kiln walls).
ID fan capacity; (no leeway on oxygen level)
Precipitator capacity (cooler grates overloaded and high clinker temperature at cooler outlet)
8. Constant Fuel Quality and Quantity
Constant fuel quality and quantity to allow constant heat input inside the kiln.
MAIN PARAMETERS, TRENDS AND ABSOLUTE VALUES
Back End Temperature
Set point varies with the kiln production level.
Set point varies with the condition of the chain system.
Absolute value allows one to draw conclusions about efficiency of the kiln system and the kiln operation.
BET trend is important for the kiln operation.
With the use of water spray in the back end, the water volume will show the reactions of the back end temperature.
Material Temperature
Slow reaction compared to gas temperature.
In wet process kiln, material temperature is a good indication of the behavior of the material in the chain system.
Chain Gas Temperature
This temperature is generally a limiting parameter for the kiln operation.
The chain gas temperature set point is generally fixed by the metallurgy of the chain system and its design.
Absolute value is very important and must be held below the allowed “T” for the chain system. The trend is representative but has slow reactions with respect to the back end temperature. Very important to the kiln operation in order to make a good material preparation before it reached the burning zone.
Burning Zone Temperature
Importance of this instrument is often overestimated.
Precise only when kiln conditions are clear.
The secondary air dust influence in the indication of the instrument and readings are in error when kiln gets hot and dusty.
It must be correlated with the kiln amps indication and the secondary air temperature to ensure the validity of the reading.
Shell Temperature (Scanner)
Importance of this instrument is underestimated.
It is often used only to detect hot spots on the kiln shell, an estimation of brick thickness, and coating in the kiln.
On bigger charts, it gives a good indication of the burning zone temperature profile.
It is one of the fastest indications of a slowly moving ignition point in burning zone.
It is a very good indication of flame variations due to the burner pipe position, flame shape and direction. (Good indication when adjusting flame in kiln).
Absolute value is important to detect hot spots and rings.
Trend indicates changes in the burner system, kiln speed, ignition point movement and operating conditions which are affecting the temperature profile of the burning zone.
Kiln Drive Amps
It is the most important sensor used to evaluate the burning zone state.
The running set point will change according to the raw material composition.
Amperage value changes with ring formation.
Amperage value changes with the size of the clinker.
The absolute value is important only when amperage is high (fuse protection limitations).
The trend is a very good indication of burning zone length and temperature; therefore the amps should be recorded in such a way to give a good indication in its variations.
A drastic increase of the amps trend, followed by a fast decrease is an indication of loss of coating or a broken ring inside the kiln.
A target amps range should be established (depending on raw mix and other factors) through which this variable can fluctuate safely.
A drastic increase in amps could indicate a possible mechanical condition problem.
NOx Analyzer
Essentially it is an indication of the flame temperature. Higher is the flame temperature, the higher will be the NOx concentration.
NOx content in the flue gases in the smoke stack originate partly from high temperature synthesis in flame from oxygen and nitrogen.
NOx level has been measured in the range between 500 and 2000 ppm in the Lafarge group. NOx increase with excess air and is strongly correlated to low excess air levels.
At higher levels, i.e. 3% and greater, NOx is weakly dependent on excess air.
Correlation between burning zone temperature and NOx level is good.
NOx is generally, but not systematically correlated with the kiln drive amps. NOx gives a truer picture of burning conditions. Kiln drive amps will change due to ring formation and degradation, whereas NOx signal will not.
NOx correlates better with clinker liter weight than free lime.
NOx is affected by fuel changes. Natural gas flames yield the highest NOx level.
All the factors having an impact on the flame temperature will affect the NOx signal like the following: The secondary air temperature,
The primary air temperature,
The burning zone temperature,
Chemical composition and fineness of the fuel,
The air and fuel ratio and
The flame environment (reduced or oxidized atmosphere). A quick decrease in the NOx signal is an indication of the burning zone temperature dropping. A slow and even decrease on the NOx signal is an indication of a slow cooling of the burning zone and is related to a bad material preparation from the kiln back end.
On the automatic kiln control system developed by Lafarge, the program is giving 30% of it as evaluation of the burning zone state to the NOx signal, 55% to the kiln amps, and 15% to the clinker temperature at the kiln outlet.
Secondary Air Temperature
It should be kept as stable as possible by the automatic cooler control system (+/- 85oF or 39oC). Absolute value is not important because most indications are incorrect due to instrument inaccuracy.
Trend is very important as it shows variations of material from the kiln and the gas temperature variations to the kiln.
The secondary air temperature should be as high as possible in respect of the various refractory temperatures in front of the kiln.
Hood Draft
Absolute value is important and is automatically controlled at a constant value (usually looped to cooler exhaust fan damper / fan).
It should be low as possible (to reduce in-leakage).
It is the separation between cooler and kiln and it should be always constant to avoid influences of changes in the cooler gas flow to the kiln operation.
A poor regulation of this signal will induce variations in the kiln gas flow and could bring the kiln into cycling.
Feed End Draft and ID Fan Draft
Trend and absolute value help to detect build-up in the kiln.
This is a very important sensor if many ring problems occur in a plant.
Cooler Exhaust Gas Temperature
Trend will give you information about the temperature profile in cooler gas flow variations and clinker temperature.
Absolute value is an important limitation for protection of the dust collection system.
The cooler exhaust temperature is a more reliable clinker discharge indication than the clinker temperature.
Clinker Discharge Temperature
Trend has no importance for cooler operation.
Absolute value is an important limitation for safety of the clinker transport system. Clinker temperature measurements are generally not very accurate.
Under Grate Pressure
The absolute value should be maintained constant with automatic control.
The value varies with the cooler bed depth and with clinker size. It must be held constant in order to achieve a constant secondary air temperature. Also, only a constant air flow can allow the relationship between under grate pressure, bed depth and secondary air temperature to be valid.
Variations of the under grate pressures trend are reflected by variations in the cooler grate speed.
Under grate pressures together with cooler drive amps, should give an indication of the clinker size.
Under grate pressure set point should be at least 5 inches (H2O) in order to get good heat recuperation from the clinker bed in the cooler.
Oxygen Analyzer
Trend and set point value are very important.
It should be maintained as constant as possible.
It can supply indications about general kiln conditions, burning zone and back end temperature. One of the best indications when the kiln is pushing to indicate if the push is still on or over (related with the amount of CaO in the kiln gases).
It should be kept as low as possible when the kiln is stable, without going into CO range. However, when using coal or coke, set point should be increased to overcome the fuel quality variations.
MAIN PARAMETERS USED TO CONTROL AND EVALUATE KILN
Kiln Amps
It is a very good indication of the burning zone state, accurate at 80% of the time.
NOx Analyzer
Nitrogen Oxide level is related to the flame temperature than the burning zone temperature. NOx vary all the factors that has an effect on the flame.
It is a very good indication of the burning zone state.
Fuel Flow
It should be related to the kiln feed rate.
It should be used as the main controller for the burning zone and the kiln back end temperature.
Kiln Speed
It should be related to feed rate.
It should be set with a constant feed ratio.
Small variations of the kiln speed (1 to 3 revs) could be used to control the burning zone state. However, kiln speed variations should be used only after the fuel flow rate has been used as the primary controller on long wet and dry kiln.
Often if over used, speed variations in the material loading of the kiln and will lead the kiln into a cycle.
On large temperature variations in burning zone like raw material pushes, the kiln speed must be used with wide variations (as example 30 revs or even a complete stop) to avoid raw materials to go in the cooler and to re-heat the burning zone.
Fan Draft
It should be related to the oxygen level, fuel flow rate and feed rate.
It is the main controller to keep the temperature profile along the kiln.
The rpm variations should be small during kiln normal operation +/- 15 rph.
During kiln pushes and kiln slow speed, large speed variations will be required to maintain the chain gas temperature under safe limit of the chain system.
Back End Temperature
It should be kept at constant level according to feed rate.
It should be kept stable in auto by the water spray system. Good indication of the feed end “T”.
Indicate variations in the feed and dust variations to the kiln. When in auto, use water flow variations for indication.
Gas Temperature
It is the main variable to control the kiln. It should be kept inside a certain “T” range.
It is controlled by the ID fan speed variations and the fuel rate.
Oxygen level
It is related to the ID fan speed and fuel rate.
Minimum and maximum level limits need to be established, to control combustion efficiency. When kiln stability has been reached the O2 level should be set in auto with the ID fan speed to lock the temperature profile of the kiln.
Hood Pressure
Control of excess air by cooler exhaust fan
Open during kiln pushes
Need to be kept stable to avoid variations in cooler to upset the burning zon
Secondary Air Temperature
Temperature of combustion carried back to kiln from the cooler
Large variations during kiln pushes
Should be controlled in a very small range in auto during normal kiln operation with a good regulation of the clinker cooler (+/- 85oF or 39oC)
Cooler Exhaust Temperature
Varies with clinker input to cooler Will indicate variations during a push
Under Grate Pressure
Related to cooler grate speed
Set point controlled by the under grate pressure of second compartment to keep a constant clinker bed depth in order to get stable and high secondary air temperature
VARIABLES WHICH THE OPERATOR CANNOT CONTROL
Quality and characteristics of the raw materials
Quality of the fuel used as a example: heat value, ash content, volatile matter and moisture level Dust quality and quantity returned to the kiln
Accuracy of the feeders
Chain system design
Accuracy and good response of all control loops and sensors of the kiln system
For these variables that he cannot control, the operator should be kept informed of any changes done and should make sure that those variables are kept inside an acceptable range to maintain a good kiln stabilization.
VARIABLES WHICH THE OPERATOR CAN CONTROL
Material feed to the kiln
Fuel feed to the kiln
Speed rotation of the kiln
Temperature profile along the kiln
Draft at the feed end of the kiln
Supply of combustion air
Retention time of the material in the kiln
Temperature of the combustion air
Flame shape
Observation of instruments, and correct reaction to their readings Observation of the kiln burning zone, and correct reaction to this evaluation
However, some restrictions are sometimes given on the utilization of those variables and may vary from plant to plant due to local conditions and are usually the following:
Set point on the maximum speed of the kiln
Set point on the maximum feed rate to the kiln
Automatic loop set point for oxygen level and ID fan speed
Settings on the burner pipe and its position
Primary air settings and fuel tip velocity
Set point on cooler fans flow
Set point for the under grate pressure and the clinker bed depth in the cooler
KILN LIMITATION FACTORS
Dust Emission at Precipitator Stack (Local emission regulations)
Gas Chain Temperature . Maximum value depend on chain quality and position
Diameter of Kiln
Gas velocity in kiln (70 ft/sec in free section of kiln and 30 ft/sec in chain section maximum) Heat load in front of kiln, flame erosion on kiln walls
ID Fan Capacity
Maximum fan speed and low oxygen level
Cooler Capacity
No red clinker should be present after third compartment of cooler in normal operation Clinker discharge temperature not to exceed 170oF (80oC)
Cooler exit gas should be about 370oF (190oC)
Bed depth to allow good under grate pressure (15”) with sufficient fan capacity
KILN OPERATION TARGET
Highest clinker production with . Good quality clinker . Stable kiln operation
Oxygen level as low as possible
Gas and fuel oil – 1.0 to 1.5%
Coal and coke around – 2.0% (depending on the variations in fuel mixture)
Kiln exit temperature as low as possible
Flame as short as possible (with respect of the burning zone refractory) Keep burning zone short in front of the kiln
Secondary air temperature as high as possible but stable
Temperature not above liquid phase temperature in front of kiln to protect refractory and coating
Run with an under grate pressure as high as possible
Compatible with the cooler fans static pressure capacity
Primary air as low as possible
As combustion air to replace by hot air from cooler as much as possible
Clinker Temperature
Not to exceed 230oF (110oC) as it could promote quality problems (false set) during the grinding process
Gravel bed filter
Normal operation temperature is 350oF (180oC)
Maximum temperature for normal operation is 660oF (350oC)
For 2 hours, up to 750oF (400oC)
For 20 minutes, up to 840oF (450oC)
OPTIMAZATION OF THE KILN SYSTEM
Operate the kiln:
With higher free lime
Reduce air leakages:
Around and near the nose ring area and seal
Air in-leakage on kiln hood
Around blast pipe port holes and doors
Hood pressure set point as close as possible to zero Primary air should be kept as low as possible
Reduce length of pre-cooling zone by:
Adjusting the burner position
Proper material load (kiln speed/feed ratio) Increase clinker bed depth in cooler (near 15 inches) Oxygen to be maintained at minimum level
Good flame shape and temperature
Good chemical composition
Good burnability factors Constant raw mix
TYPICAL KILN PROBLEMS
List of most frequent factors at work when kiln operation is unsatisfactory
1) High leakage, pre-heater only into feed end seal (more than 5%)
2) Faulty suspension results in high pre-heater outlet temperatures, thus reduces capacity (bleed air)
3) Poor operating practices (burning techniques)
4) Reducing conditions in kiln
5) Reducing conditions in burning zone due to flame impingement with load
6) Lack of momentum at burner tip leads to long, lazy flame
7) High primary air, (30%+) due to direct firing of coal, (critical in dry process kiln)
8) High level of volatile elements in raw feed particularly chlorine
9) Systematically hot burning
10) Inadequate chain system
11) Poor cooler heat recovery due to cooler fan design
12) Poor cooler heat recovery due to excessive air flows, insufficient pressure in under grate compartments
13) Chemically variable raw mix C3S, more than 10 points over a shift
14) Variable slurry moisture (more than 3 points)
15) Variable addition of hi-alkali or hi-volatile dust from precipitator (over a period of more than one-half hour)
16) Erratic feed rate
17) Erratic fuel rate (wet coal)
18) High leakage into hood seal (more than 10% of combustion air)
19) Inadequate or obsolete design of equipment or facilities
20) High leakage into pre-heater and down-comer duct
21) Flame erosion on lining could create premature brick failure
22) Kiln misalignment, excessive tire clearances and other factors of shell deflection
23) Bricking techniques lead to rings not tight enough
24) Low slurry moisture
25) High slurry moisture
List of Typical Kiln Operating Problems
1) Heat consumption higher than normal
Long dry: Higher than 3.4 MBtu/ton
Long wet: Higher than 5.2 MBtu/ton
Four stage Pre-heater: Higher than 3.1 MBtu/ton
2) Output lower than nominal and / or standard
3) Kiln is unstable and requires frequent massive shutdowns
4) Kiln is cycling spontaneously without any action of operator
5) Kiln is out of draft with output below nominal
6) Stack stinks – SO2 emissions are high
7) Mud ring in chain section on wet kiln
8) Back-spills on wet kiln
9) Burning zone rings
10) Discharge end rings
11) Snowmen in cooler
12) Frequent burning zone burnouts (brick life is less than 3 months)
13) High dust return (above 20% of clinker) causes handling problems
14) Cyclones plug-ups (four stage pre-heater)
15) Build-ups in pre-heater feed box (four stage pre-heater)
16) Cooler exhaust system seems undersized/under-designed
– Hood frequently under pressure (during pushes)
– Exhaust temperature is higher than normal
– Bleed in damper is open very often
– Frequent bag burnouts in cooler bag house
17) Red grates in the cooler all the time. Frequent grates burnouts
18) Red rivers on side of cooler
19) Under pushes, cooler speed up to maximum, yet some fans stop blowing any air (pressure overload)
20) Kiln drive seems undersized, kicks out upon start-up after a short shutdown
WHAT TO LOOK FOR WHEN LOOKING INSIDE A KILN
Viewing the kiln interior
This may sound somewhat elementary, but we should never forget that we are looking into an extremely luminous source. Although filtering glasses are used, the light source is so strong that focusing the eyes into it for too long a time could cause partial blindness. One should look no longer than one minute at a time into the fire. If longer viewing is required, look a side for few seconds occasionally to rest the eyes. Looking steadily too long at the flame results in the eye losing its ability to see details, hence the need for a short rest every minute or so.
The question of what type of colored filter glass to use must be left to the operators. Burning with a natural gas flame usually makes necessary a darker colored than oil fire would require, because of the greater luminosity of the flame. As a rule, one should always use a glass that enables him to see under and behind the flame. Once a certain glass has been chosen, the operators should stay with this glass at all times in order to properly judge the burning zone conditions. How frequently should one look into the burning zone? There is no set answer to this question. Experienced operators sometimes become over-confident and think that it would be perfectly safe to leave the kiln alone for periods in excess of 30 minutes. This action however, is against good burning practice. The secret of every good operator is his ability to recognize a change in kiln condition at the time a change takes place and not later. For this reason, a good operator will never leave a kiln too long a time unchecked. When things are going smoothly, the kiln should be checked every half hour, with more frequent checks if adjustments are being made. There is no such thing as operating a kiln by the instrument alone, as the instruments do not show, for example heavier and lighter loads entering the burning zone until it is almost too late to make the necessary adjustment.
The kiln condition can be estimated from the color observed in the hottest part of the flame.

Any deviations from the orange-yellow range should be investigated to determine the cause and when adjustments need to be made to the kiln operation to get back to normal kiln condition.
Appearance of burning zone
Good or bad visibility
Bright white or dark red color
Good appearance is an orange-yellow color
The gas stream should be calm without great turbulence
Appearance of coating
Coating should begin approximately ½ diameter of kiln size from the nose ring
Color of coating tells a great deal about the condition in burning zone as coating acts as heat storage in burning zone
Overall thickness of coating should be between 9 and 12 inches and is dependent of the type of raw mix
Check for ring formation near lower or upper section of the kiln
If the surface of the coating appears smooth, then the burning zone in this area is hot
If the coating appears “lumpy” then the burning zone is okay
A bare spot without coating could be due to flame erosion, thick brick or high flame temperature in this location
Appearance of the coating falling off from the top of the kiln shell:
Large pieces: normal
Fine noodles dripping: too hot
The location where the coating pieces are falling from the top of the kiln wall, above the end of the flame is generally where the raw load is. So whenever the raw load cannot be seen in the bottom and behind the flame of the kiln, try to look at the top.
Appearance of material load
Is clinker balling or fine?
Is material sticky?
Is material heavy or light?
Is material movement fast or slow?
Is material climbing low or high in the wall? (material should climb up +/- to the 10 o’clock position in normal operation)
Appearance of material before falling in the cooler, fine or nodular
Upper burning zone section
Are rings building up or not?
Is coating formation seem normal?
Try to evaluate the length of the coating (50 to 100 feet from burning zone to far up)
Raw feed location
Look behind the flame at the bottom of the kiln
Normal position is approximately ¼ diameter distance under the flame
Never allow raw feed to come ½ way under the flame as kiln speed will have to be reduced to control it (kiln low speed)
An advancing or receding dark feed is the earliest indication of a burning zone that is warming up or cooling down. So that is why it is important for the kiln operation to be able to see this load. Every effort should be done during normal operation to keep this load in sight.
Flame appearance
Should always be evaluated during stable kiln condition
Long (100 ft) or short (30 ft)
Hard or lazy
Bushy or narrow
Bright or dark
White or orange yellow
Eroding the coating or the brick wall
Aiming high, low or in the center
Eroding the material load
If fuel is burning in suspension or in the material load
Position of the ignition point when coal or coke is used
The flame temperature should be as hot as possible as long as it does not create problems with the coating and the kiln refractory. Whenever a change is made on the flame shape, a close monitoring of the shell temperature should be done.
Coal flames
Coal normally burns with longer flame than oil
A coal flame normally starts at 3 to 5 feet from the burner tip
Coal fineness to be about 85% passing 200 mesh
Keep the coal system air flow at about 70 ft/sec to avoid coal deposit inside pipe, while keeping primary air to minimum (direct system and burner design)
On direct firing system, coal fan damper setting should be set at minimum value and the fuel rate changes made only by making changes with the coal feeder system in order to keep the flame shape short and as constant as possible.
Burner pipe appearance
Is the tip of the blast pipe in good condition?
Is the burner cast-able in good condition?
Is the burner pipe aimed correctly?
How is the pipe location relative to the nose ring? Are snowmen building up on top of burner pipe?
Whenever a bad condition deflecting the flame is observe, a quick evaluation should be done to evaluate if the kiln can continue its operation or if it needs to be shut down to fix the burner pipe.
Nose ring appearance
Check the condition of the cast-able or the refractory on the top of the nose ring if okay
Check the temperature aspect and the wear of the nose ring castings
Check if the nose ring seal is in good condition
Secondary air
Calm or upset
Dusty if the clinker is fine
Clear if clinker is balling
Foggy and white if temperature is hot
The secondary air temperature has a major influence on the flame and its shape.
Primary air
Should be as low as possible to obtain satisfactory heat recuperation from cooler
Has an important influence on the shape of the flame (bushy or narrow)
Pressure should be as constant as possible
When good settings of the flame have been found, the primary air settings should not be changed in normal operation unless a high temperature condition in the kiln refractory has raised and required to change the flame.
When the kiln is down
-Look for ball or ring formation at upper section of burning zone
-Evaluate length of coating if okay, too long means we burned the kiln too far up
-Load level inside kiln if even and normal
Appearance on load during kiln jacking (sticky or normal)
Look at the sealing efficiency of the kiln back end (no suction or gases movement inside of kiln should be observed).
When kiln is shutdown, the gases should be bottled inside of the kiln as fast as possible by closing the kiln back end damper or its equivalent and by adjusting the hood pressure set point, slightly positive. The procedure need to be done to avoid heat loss from the kiln to insure a slow cooling of the refractory and avoid thermal shocks on the bricks.
KILN UPSETS
Burning zone too hot
Too much liquid is formed and all temperatures are above the solid state temperature therefore no coating is formed. Coating will be lost and this could damage the refractory.
A) Appearance the kiln could be white and hazy in front end and the clinker will be balling.
B) Appearance of the kiln could appear cold if burning is too far. The clinker could be fine (very long burning zone).
A) Hot burning zone with high secondary air temperature
The front of kiln is very hot and white, often hazy The secondary air temperature is high
The clinker is balling and getting bigger
Often the dark load is visible behind the flame . These conditions occurs when the burning zone length is moving down and concentrating the heat on a shorter burning zone length in front of kiln.
This situation can be overcome quite easily by reducing the fuel rate and the ID fan slowly step by step until the burning zone gets back to its normal condition.
B) Hot burning zone with dusty secondary air
Can be caused by burning too far back into the kiln
Flame too long and ignite too far
Pre-cooling zone is too long in front of the kiln
Long burning zone promotes very fine clinker formation which is sent back as dust into the kiln with the secondary air gas stream . Whenever dusty conditions prevail in front, corrective measures should be based on the clinkering conditions behind the flame rather than on the color of the front of the kiln.
Aspect of the clinker falling in cooler is very important at that time to evaluate the kiln condition.
Kiln amps, fuel flow rate, shell temperature and back-end temperature are usually above the normal operation settings during these conditions.
Get free lime done from clinker coming out of the kiln to see if OK
If operator is in doubt about the kiln being cold or hot, the kiln rotation could be stopped (out of the interlock for a few seconds) to allow condition of the burning zone to clear and to view inside the kiln
If doubt still persists, the kiln should be assumed to be hot and it should be cooled down by reducing the fuel and the ID fan speed until the burning zone get back normal or end up to be completely cold.
Except for very hot and emergency conditions, such as cooling should take as long as a full shift to be done, to avoid high heat concentration in front and quick losses of coating from the upper section of the burning zone which could upset the burning zone temperature.
KILN CYCLING
This is an unstable condition when the load in the kiln decreases, causing the temperature of the burning zone to rise and forcing the operator to reduce the fuel rate. Then, the burning zone starts to cool off in turn forcing the operator to increase the fuel rate. In severe cases, the temperature continue to drop, even though the fuel rate is at maximum and it become necessary to reduce the kiln speed to slow down the entry of the feed into the burning zone. Once a kiln gets into an upset such as this, the cycle will repeat.
Kiln cycling could be related to the following reasons;
-Variations in kiln feed: physical or chemical,
-Variations in dust re-introduction to kiln,
-Variations in the water spray control system in kiln inlet (if any),
-Materials hold up in the chain system (for wet process kilns),
-Poor chain system design (for wet process kilns),
-Variations in hood pressure control
-Poor cooler settings and control which promote secondary air temperature variations, Operating the —kiln above its production capacity,
-Variations in the quality and the quantity of the fuel supply to the kiln,
-Bad operating practices, especially over reacting with the kiln speed and
-Volatile recirculation inside the kiln system especially chlorine
So all the above reasons should be investigated in order to find the cause of the cycling problem and corrected.
HOW TO BREAK A CYCLE IN A KILN
– Reduce feed/speed ratio by approximately 10% in order to change the material load in the kiln (also mainly to change the material load in the chain system).
– Increase the fuel flow rate by 5% above the normal setting of the current production level.
– Keep the oxygen level above 2% and try to control the back end temperature variations as much as possible by using fuel rate and ID fan variations.
– Let the kiln amps vary and do not attempt to chase them by varying the kiln speed. Just try to control them if they get above or below the critical range by varying the fuel flow rate.
– If the kiln speed need to be varied than it should be done with very small variations, in order to avoid upsetting the material in the kiln.
– If the kiln speed needs to be increased to go back to normal production level, then it should be carried out more slowly than normal.
As you get to normal production level, fuel settings should be held above normal before returning to normal operation settings.
KILN EMERGENCY CONDITIONS SECTION
RED SPOT ON KILN SHELL
Indicators:
– By visual observations
– Shell scanner sharp and rapid shell temperature increase to level above 850oF (450oC)
– Visual observations of loose refractory bricks in the material load of the kiln or in the clinker at the cooler discharge
Possible Effects and Danger
-Severe warping and damage to kiln shell
-Shell temperature between 900 and 1100oF (480 and 590oC), deep red color on shell
-Shell tem-perature over 1200oF (650oC), very bright red and shell bulges and warps
Recommended Actions to Take
A) For small red spot located in the upper transition or center of burning zone Continue normal operation of kiln but:
-Place shell cooling fans in the area of red spot
-Shorten flame to bring black feed over area of red spot in attempt to form new coating Keep watching the shell temperature trend
-Maintain normal burning zone temperature
-Change kiln feed chemistry to obtain an easier burning mix
B) For large red spot located under or near a kiln tire or in areas were no coating is formed
SHUT DOWN KILN IMMEDIATELY
Warning: Under no circumstances should a water spray be used on the red spot, as this could result in severe kiln shell damage.
Possible Measures to Prevent Re-occurrence
-Make sure flame configuration and characteristics are not causing localized coating erosion or continuous and excessive overheating
-Employ proper refractory installation methods
-Minimize frequency of kiln shutdowns and upsets
-Minimize frequency of clinker type changes over
-Avoid “hard” burning mixes (i.e. ensure sufficient percentage of liquid content in mix to promote coating formation)
RAW, UNBURNED FEED IN CLINKER COOLER
Indicators:
On rush of raw feed into and beyond burning zone
“Black feed” position advanced more than ½ way under the flame “Black-out” in burning zone
Red grates in cooler
Rapid rise in cooler grate and clinker discharge temperatures Cooler drag-chain amperage increases rapidly
Possible Effects and Danger
-Thermal damage to cooler grates and grate drive mechanism
-Fire on clinker conveyor belts
-Excessive high temperatures in coal mill air circuit
Warning: Watch for incomplete combustion when visibility in burning zone is severely restricted.
Actions to Take
First and foremost, do not wait until raw feed is in the cooler; act when the first signs of impending problems are visible in the burning zone.
-Immediately reduce kiln speed to minimum (or turn on auxiliary drive)
-Reduce fuel and ID fan speed in accordance with standard slowdown procedures to protect the kiln back end temperature
-Reduce cooler grate drive speed (switch to manual control) to allow material in cooler more time for cooling
-Adjust cooler air flow rates to obtain maximum cooling without the hood pressure going positive
-Advise all unauthorized personnel to stay clear of the firing floor, cooler and coal mill area
Preventive Measures to Avoid Re-occurrence
-Accelerate frequency of visual observations of burning zone for early detection of impending cooler upsets
-Evaluate kiln output rates vs. capabilities and kiln operating stability
LARGE RING BROKEN LOOSE IN KILN
Indicators
-Visual observations of large junks in burning zone
-Sudden drop in kiln back end draft
-Large drop in oxygen content of kiln exit gases
-Hood pressure tending towards positive side
-Sudden change in kiln drive amperage
Possible Effects and Dangers
-Overloading cooler with unburned feed
-On rush of excessive amounts of feed into the burning zone Damage to cooler drives and grates
-Large pieces jamming cooler hammer crusher
-Red hot clinker leaving cooler
Actions to Take
-When amount of feed and ring fragments in burning zone are extremely large:
-Immediately reduce kiln speed to minimum
-Reduce fuel and ID fan speed to keep back end temperature under control
-Switch cooler grate control to manual and reduce grate speed
-Adjust cooler air flows to maximum flow possible, without the hood pressure going positive
-Have personnel on standby to watch the cooler and the hammer crusher for possible overloading, overheating and jamming
Possible Preventive Measures to Avoid Re-occurrence
-Laboratory to reevaluate chemistry of kiln feed (including dust return rates) for possible elimination of ring formation if no solution in this area possible, then
-Initiate regular schedule to remove rings and heavy build-up by means of special devices design for this purpose
-Initiate regular procedures to displace the burning zone location on a daily basis
BURNING ZONE DANGEROUSLY HOT
Indicators
-Clinker balling in burning zone
-Material load sausage-like
-Coating dripping off the wall
-Sliding molten clinker bed in burning zone Burning zone recording temperature too high
-Cooler under grate pressure too high
-Material load turning to liquid in burning zone
-Very brilliant and white burning zone
Possible Effects and Dangers
-Loss of coating and thermal damage to refractory
-Red spot in the kiln shell
-Thermal damage to cooler and kiln hood components
Possible Actions
-Reduce fuel flow rate to minimum until sausaging stops
-Increase kiln speed approximately 10 rph until sausage is broken
-Provide maximum air in cooler (without hood pressure going positive)
-The kiln rotation to be adapted is the aspect of the material near to fall into the cooler.
-No liquid material in the cooler, stop kiln rotation if needed.
-Reduced primary air flow, then as soon as the objective of breaking the agglomeration is accomplished,
-Reduced the kiln and ID fan speed then increase fuel flow rate to normal operating conditions
Preventive Measures
-If “sausaging” is frequent and result of easy-burning mix, have laboratory evaluate possibility of providing a mix with less percentage of liquid content
-Make more frequent, vigilant observation of the burning zone conditions
-Evaluate flame position and shape to determine if thinner, longer flame is possible
SUDDEN, SHARP RAISE IN BACK-END TEMPERATURE
Possible Reasons
-Feed shortage
-Combustion in exit gas
-ID fan speed too high
-Kiln speed too low
-Chain fire
Possible Effects and Dangers
-Chain fire on wet and dry kilns
-Thermal damage to back end, dust collector and pre-heater tower equipment
-Delayed ignition of fuel in back end of kiln
Possible Actions
-Immediately de-energize electrostatic precipitator
-Immediately reduce fuel flow rate and ID fan speed to obtain less than 0.3% oxygen in exit gas Warning: Do not cut off fuel flow rate completely as this could trigger an explosion.
-Increase kiln speed and feed rate
-Warn personnel to stay clear of kiln back-end
-Do not open any doors in kiln back-end
Then as soon as the primary objective of bringing the kiln back-end temperature under control is accomplished:
-Return kiln control variables to normal to restore operating conditions
-Check out back-end to determine if thermal damage had occurred
Preventive Measures
-Do not operate kiln without feed for more than 10 minutes
-Provide alarms and properly maintain kiln instrumentation to obtain warnings before the back-end temperature gets out of maximum range
-Maintain close vigilance over combustion, back-end and flow conditions during kiln starts, shutdowns and upsets
BLACK SMOKE EMMISION FROM KILN STACK
Indicators
-Combustibles in exit gases
-Oxygen in exit gas too low
-Flame extinguished for poor ignition conditions Burning zone temperature too low
-Excessive fuel rates and/or insufficient kiln draft
Possible Actions
-Immediately de-energize electrostatic precipitator
-Immediately reduce fuel flow rate (do not shut off)
-Increase ID fan speed to obtain:
a) Zero combustible in exit gas
b) Oxygen between 0.2 and a maximum of 0.5% in exit gas
-After black smoke has cleared, maintain the low oxygen/zero combustibles for at least 10 minutes before restoring kiln variables to normal
Preventive Measures
-Improve control over flame and firing conditions
-Make frequent, vigilant observation of fuel flow rates, gas analysis, flame and kiln draft conditions during kiln starts and upsets
DISTORTED FLAME SHAPE
Indicators
-Irregular and unusual flame shape
-Fragmented flame where part of flame impinges on lining near kiln discharge area
Possible Effects and Dangers
-Inspect burner pipe for damage or plugged circuit
-If flame is erratic and severely impinges upon lining near the kiln discharge area
Shutdown kiln immediately!
-If flame is only slightly distorted; adjust burner position and primary air flow
-Check shell temperature on kiln scanner
-Schedule a burner pipe repairs for next kiln shutdown
Preventive Measures
-Frequent visual inspection when looking inside the kiln
-Regular inspection and maintenance of burner pipe during each prolonged kiln shutdown
-Improve protection (castables, air cooling) for burner pipe
-Maintain primary air flow for at least 2 hours after a kiln has been shutdown or pull back the burner pipe immediately when kiln is being shutdown
LOSS OF SECTION OF REFRACTORY LINING
Indicators
-Loose bricks in clinker bed of burning zone
-Delineated (linear instead of round) red spot on kiln shell
-Rapid rise in kiln shell temperature
Possible Effects and Dangers
-Thermal damage and distortion of kiln shell and tire
-Further collapse of large sections of linings (especially in alumina brick sections)
Possible Actions
-Immediately shutdown the kiln
Preventive Measures
-Employ proper refractory installation methods and procedures
-Make annual checks of kiln alignment and shell ovality
-Have refractory manufacturer provide uniform shapes and proper expansion allowance for each type of brick
-Avoid excessive turning when kiln is cold during shutdowns
COOLER DRIVES OR CLINKER BELT STOPPED
Indicators
-Cooler overloaded
-Large chunks of coating in cooler
-High under grate pressure
-High cooler drive amps prior to drive stop Clinker transfer chutes plugged
Possible Effects and Dangers
-Thermal damage to cooler components
Possible Actions
-Immediately reduce kiln speed to minimum and attempt to restart clinker belt and/or cooler drive
-If drives cannot be restarted within 5 minutes, shutdown the kiln
Note: After kiln has been shutdown, consider possibility of turning the kiln in less frequent intervals to prevent further overloading of cooler. (Kiln still had to be rotated periodically nevertheless)
Preventive Measures
-Know at what amperage the cooler drive is likely to fail and provide alarm for overload
-Adjust kiln parameters (namely kiln speed) before cooler can become overloaded at the times when heavier feed load is observed in the burning zone
RED CLINKER AT COOLER DISCHARGE
Indicators
-High drag chain amps
-Sudden drop in under grate pressure (grate out)
-Excessively high under grate pressure (cooler overloaded)
-Cooler drive amps and clinker bed depth too high
-Cooler loaded with coating and ring fragments
-Snowman formation at cooler inlet
Possible Effects and Dangers
-Thermal damage to cooler components
-Thermal damage to clinker transport equipment
Possible Actions
-Immediately make a visual check of the cooler to determine reason for red-clinker discharge
-If cooler grate out, shutdown kiln
If cooler overloaded, reduce kiln speed to minimum and reduce cooler grate drive speed to allow more time for cooling
-Increase air flow into cooler
-Activate water spray at cooler discharge and reroute clinker to prevent damage to conveyor belts
Preventive Measures
a) On frequent grate failures
-Investigate for possible faulty grate installation methods by maintenance department
-Investigate quality of grates and bolts used
b) On frequent one-sided loading of cooler bed
-Investigate possible cooler design changes
-Investigate possibilities for elimination of stalagmite (snowmen) formation at cooler inlet
c) On frequent overloading of cooler due to upsets
-Slow down kiln speed before raw feed enters cooler or cooler can become overloaded (make your corrective moves before things get out of control)
RAPID RAISE OF TEMPERATURE IN COAL SYSTEM
Possible Effects and Dangers
-Explosion
-Thermal damage to coal system
Possible Actions
Warning: Do not open any door in the system that could provide the oxygen for an explosion or a more serious fire.
-Inject inert gas (CO2) into coal mill inlet
-Flood coal mill with kiln feed or excessive coal
-Warn all personnel to stay clear of system
-Stop or reduce air flow to coal mill to minimum
Preventive Measures for Re-occurrence
-Provide coal mill inlet with magnetic device to extract metal fragments from coal feeder belt Keep paper, rags, etc. out of coal storage pile
-Do not feed coal mill with coal that has undergone spontaneous ignition (smothering) while in storage
Keep coal mill de-tramp chute clear
-Provide coal mill system with automatic fire-extinguishing devices
-Do not operate coal mill above predetermined safe temperature for any given type of coal
POWER FAILURE
Possible Effects and Dangers
-Warping of kiln shell
-Thermal damage to burner pipe, instrumentation and equipment at kiln discharge area
-On coal-fired kilns, settlement of ground coal in coal system that could lead to a fire and/or explosion
Possible Actions
-Immediately start auxiliary power generator and primary air fan (coal mill fan on direct fired kilns)
-Retract burner pipe and protect TV monitor in kiln hood
-Start ¼ turn on kiln not later than 10 minutes after the power failure
-If available, close feed-end damper manually to prevent hot gases from escaping from kiln by natural draft
Power Failure Main Procedures
-Start generator or auxiliary drive
-If it is raining, carry out ¼ turn as described previously
-Close kiln back-end, ID fan damper, or precipitator inlet damper if power failure is of long duration
-Keep primary air fan running to cool down the burner pipe (and pre-calciner burners) or pull the burners out of the kiln
-Try to restore power as soon as possible
The following should be connected on the auxiliary power system:
-Emergency light in control room
-Emergency light in kiln platform
-Telephone system for outside calls
-Radio system inside the plant
-ID fan louvers and precipitator inlet damper
-Kiln auxiliary drive
-Primary air fan
-Recirculation pump for the industrial water system (water cooling system)
Instructions should be given to all members of the shift for specific responsibilities during a power failure as example:
Operator A:
-Carry out safety procedures on kiln system
-Start the auxiliary power system
-Close kiln back end (if on auxiliary system)
-Rotate the kiln
-If it is raining continuously, rotate kiln as soon as possible
-Protection of burner pipe (pull out of kiln)
-Call the power company
Operator B:
-Get to main power breaker and try to reset it
-Go to kiln back-end and close ID fan louvers (if they are not connected on the auxiliary drive)
-If the auxiliary drive control is not remote, make kiln rotation in local
A CHAIN FIRE
Indicators
-Rapid, sudden rise in intermediate and exit gas temperatures
-By visual observation
Possible Effects and Dangers
-Melt-down and loss of chains
-Damage to kiln shell in chain system area
-On wet process kilns; steam explosion
-Thermal damage to kiln back-end equipment
Possible Actions
Warning: Under no circumstances should water be added at the feed end.
-Immediately reduce fuel rate to minimum (but don’t shut fuel off completely)
-At the same time, reduce ID fan speed to obtain zero combustibles and less than 0.3% oxygen
-Increase kiln speed and feed rate to maximum until the back end temperature is under control
-On wet process kilns, clear all personnel from firing floor
Preventive Measures
-Avoid operating the kiln for more than 10 minutes when there is feed shortage
-Establish and enforce maximum permissible operating limits for intermediate and/or exit gas temperatures
HEAVY RAIN OR THUNDERSTORMS
Possible Effects and Dangers
-On kilns that are exposed to elements;
-Loss of coating and collapse of refractory lining
-Thermal damage and warping of kiln shell
-Possibility of power failure
Possible Actions
If storm occurs shortly after a kiln shutdown;
-Jack (turn) kiln more frequently or continuously on auxiliary drive
-Start auxiliary power generator in preparation for a possible power failure
SUDDEN, HIGH POSITIVE HOOD PRESSURE
Possible Reasons
-ID fan failure
-Large ring or build-up broken loose inside kiln
-Instrumentation failure of cooler air flow, cooler stack damper, or ID fan control
-Steam explosion on wet-process kilns
Possible Effects and Dangers
-All personnel on firing floor is in danger
-Thermal damage to equipment on firing floor and hood
-Danger of backfire in coal system
Possible Actions
-Immediately clear all personnel from firing floor
-Immediately reduce fuel rate to minimum and increase ID fan speed
-Reduce cooler air flow rates into under grate compartments
-Open cooler excess air damper manually
OVERHEATED KILN BEARINGS
(Procedure needs to be approved by your Maintenance Department)
Slow down kiln speed near minimum 20 rph. Do not stop the kiln (bearing will seize)
Open reset door on top of bearing and pour in sulfur until noise stops
You can add also “powdered graphite” to the bearing lubricating oil
The sulfur must be poured on the shaft and not on the bearing casing
Keep a bag of sulfur near the control room location
Call the Maintenance Supervisor
Check if the oil heating is on or not, and stop it if it is in operation (breaker location must be known to all)
Check if the water or glycol circulation is okay. If there is no circulation, open the water valve very slowly If you cannot reach the Maintenance Supervisor, call for an Oiler and a Maintenance man
Install a water hose to get cold water in the bearing (not a close circuit loop)
Drain the oil and add new oil until the new oil has reached its normal temperature (below 120oF/50oC you should have a temperature gauge showing the oil temperature on each bearing)
Temperature sometimes requires from 6 to 12 hours to reach 120oF/50oC
Type of oil to use for the bearings to be confirmed by your maintenance department
KILN HAZARDOUS CONDITIONS
Shooting Rings with Gun
-Do not allow any employees other than the gun crew on the firing hood during ring shooting
-Do not tamper with the ammunition
-Keep all live ammunition locked up and away from the firing floor when not in use
-Permit only experienced and trained persons to operate the kiln gun
-Use ear muffs when firing gun
-Cotton stuffed in the ear is not adequate
-Clean gun at frequent intervals and do not attempt to fire an apparent defective gun
-If kiln has no chain section, keep all persons away from the kiln back end and rope this area off before shooting
Clinker, Fuel Oil and Coal Dust Spills
-Clean up spills immediately
-Provide adequate clean-up cans and facilities for easy removal of spills
-Initiate repair action when spills are caused by leaks that can be repaired
Gas, Fuel Oil, Coal and Steam Leaks in Fuel System
-Report any gas odor on the firing floor immediately to the shift supervisor
-Provide for periodic inspection of fuel and steam lines and system to detect leaks and other defects as a preventive measure against major breaks in the system
Burner Hood, Porthole and Cooler Doors
-Do not allow anyone to look into the burning zone while the kiln is on operation unless approved safety equipment for viewing is used
-Use proper protective clothing when working near open burner hood and cooler doors while the kiln is in operation
-Instruct all persons to stay clear of the portholes whenever the hood pressure is temporarily on the positive side
Relining the Kiln with Refractory Bricks and Materials
-Use protective screen when working under loose refractory and coating, if no alternate procedure is possible
-Any employee working inside the kiln should have positive means, such as locking out the kiln drive with his own lock, to assure that the kiln cannot be started while he is inside
-Have proper posture and steady footing when lifting bricks or scaling coating
-Do not work underneath the burner hood bridge while material is being hauled in and out of the kiln
-Do not test run cooler fans when workmen are inside the kiln
-Do not run ID fan when workmen are at kiln rear or in chain section
Working Near or on Dust Collecting Equipment
-Wear extra protective clothing to guard against burns from hot dust
-Wash skin thoroughly with clear water after contact with alkaline dust
-Have a second workman as safety man standing by whenever working under or in bins or hoppers containing material
-Do not allow workmen to work inside hopper without being properly secured on safety lines and belts
-When working on plugged flue hangers, be constantly on guard against potential dust flushes and cave in of overhanging materials
Backfire and explosion During Kiln Light-up
-Open either one cooler or burner hood door before lighting fire in kiln
-Secure proper draft in kiln before fire is lighted (very important)
-Do not allow unauthorized person to stand near the burner hood during light-up
-Stay clear of burner hood ports when igniting the fuel
-Avoid excessive fuel flow on initial light-up of flame
-Start the primary air fan before opening the fuel valve
-When firing coal, make sure that no coal dust spills are present on firing floor, around coal feeder, or in the primary air pipe
Setting any Kiln Machinery into Motion During Start-up
-Make sure all persons are clear of kiln equipment before each unit started
-Sound horn to signal startup
-Inspect all circuit breakers before the startup to make sure that all safety tags and locks have been removed
-Make sure all machine guards are in place before any equipment is started
Relining the Kiln with Refractory Bricks
Construct a proper bridge across the burner hood from firing floor to kiln nose Inspect coating and remove loose overhangs before passing underneath Keep all unauthorized personnel out of kiln interior
KILN OPERATION SECTION
KILN OPERATION TECHNIQUES
There are Three Common Techniques for Burning Clinker in a Rotary Kiln
-Maintain a constant kiln speed, and vary the fuel rate to counteract the temperature changes in the burning zone
-Maintain a constant fuel rate, and vary the kiln speed to hold the burning zone temperature at the desired label
-Vary the kiln speed, the fuel rate or both to maintain the desired burning zone temperature
These techniques have one error in common. They show concern only for the burning zone
temperature.
Unfortunately, many kiln operators think that this is good enough, reasoning that, as long as good-clinkers are produced, what more is necessary? The fallacy of this reasoning lie in the fact that ideal stable kiln conditions can be obtain faster and more economically when equal consideration is given to all zones in the kiln and not the burning zone alone
.
The process of clinker burning, therefore the process of rotary kiln control starts not at the place where the feed enters the burning zone but at the point where feed enters the kiln.
The Proper Operation Technique is:
Vary the kiln speed, the fuel rate and the induced draft fan in any combination to maintain the proper burning zone temperature and maintain a constant back-end temperature for a given rate of feed. This technique is called; “Burning a kiln from the rear”.
By doing so, you prevent the variations instead of reacting to them when they reached the burning zone.
If you stabilize the kiln back-end temperature you will be able most of the time to overcome the burning zone temperature variations mainly by using the fuel input to the kiln and the ID fan speed.
In long wet and dry kilns, kiln speed variations should be avoided as much as possible in normal operation as it create variations in the material loading of the kiln and eventually could lead to the kiln into an upset.
If kiln speed variations is to be used, then they should be small (1 to 3 rph) keeping in mind that the material load of the kiln will be more or less +/- 2 hours later as it will reach the burning zone, (kiln retention time).
However, speed variations must be used on pre-calciner kilns to control the burning zone temperature as the calcinations rate or the feed preparation is done by the fuel input on the pre-calciner burners.
The feed/speed ratio must remain constant all the time once the perfect loading of the kiln has been found. Speed/feed ratio should not be changed to control the kiln.
BURNING ZONE EVALUATION
The burning zone condition can be estimated from the colors observed in the hottest part of the flame. An orange-yellow color is normal.
When looking into burning zone, one will observe a sharp color change of the lowest part of the feed bed under the flame from dark to bright.
This point in burning zone is of great importance to the operator as it is the earliest indication when the burning zone tends to warm up or to cool down.
In normal operation, the position of the dark feed remains stationary approximately one quarter of the distance into the flame. This point should be used at the main indicator for evaluation of the burning zone.
If the dark feed move further under the flame (towards the front of the kiln) the burning zone is cooling down.
If the dark feed shifts in the direction of the kiln rear the burning zone is warming up.
The position of the dark feed can feed can move because of changes in the flame shape, the feed loading of the kiln or if the feed to kiln is harder to burn. Any change in the position of the dark feed must be viewed in the light of all of these influences.
The operator must be able to see the dark feed whenever he looks inside the kiln and he must regulate the operation of the kiln so as to achieve this;
A slow shifting of the dark feed in either direction can usually be counteracted by a small change in the fuel input rate in order to keep the feed in its proper place . If it become necessary to counteract the condition in which the feed has slipped too far under the flame than the kiln speed should be varied to restore the dark feed position to the proper location
STABLE KILN TEMPERATURE PROFILE
When there is no movement (up or down) of the dark feed, and no changes were made on the kiln speed, the fuel rate and the ID fan speed for the last 2 hours, and the back-end temperature has remained stable than;
The kiln temperature profile should be considerately satisfactory and the kiln system stable,
Then the burning zone should be considered as set point for this kiln feed;
When the burning zone as reached this condition than the related back-end temperature, and gas chain temperature should be considered as set point also for this kiln feed.
TARGET SET POINT AND OPERATION REFERENCES
Whenever the operator has achieved a perfect and stable temperature profile on the kiln system, the value of the following sensors should be taken as references set point for future operation and are:
-Back-end temperature
-Gas chain temperature
-Material chain temperature
-Kiln amps
-Burning zone temperature
-NOx value
And these values need to be correlated to the main controllers on the kiln which are:
-The feed rate to the kiln (and the type of clinker produced)
-The kiln speed
-The ID fan speed
-The fuel rate to kiln
-The oxygen level
References and set point for operation need to be established on each type of clinker produced and this, at the maximum feed rate on each kiln system.
Also a copy page of the kiln operation should be taken.
With all these references, the operator has all the tools to make an optimized kiln operation.
BACK END TEMPERATURE CONTROL
Back End Temperature is controlled principally by 3 factors;
-ID fan speed – Change in kiln exit draft (oxygen level)
-Fuel rate – Causing changes in heat input in kiln
-Feed rate – From feed variations in feed ratio, kiln speed, or dust return rate to kiln
Back End Temperature control goes hand in hand with oxygen, fuel rate and burning zone control. As a matter of fact, whenever the operator makes an adjustment in any one of the main control variables, he has to consider the reaction that will take place in all regions of the kiln. Of these, the ID fan speed and the fuel rate are the usual causes for changes in back-end temperature, as the feed rate should remain constant.
THE THREE BASIC VARIABLES
Variable Conditions in the kiln are indicated by:
-The Burning Zone Temperature or dark load position, NOx signal, and kiln amps level which has the dominant influence on the clinker quality
-The Back-End Temperature or the gas chain temperature which are the principal controls on the operation stability
-The Percentage of Oxygen in the exit gas, which governs the combustion and the fuel efficiency
In most conditions, except for the emergencies or upset conditions, the operator will find that these three variables can be maintained within reasonable limits by means of adjustments of one or more of the 3 basic controls.
TARGET RANGES FOR THE THREE VARIABLES
Ranges for the Three Variables
For the kiln operation, it is necessary to establish target ranges for the three variables. This information will be supplied by the past experience and depend on the raw mix composition, clinker type and other factors.
These ranges has to be established where these variables can safely be permitted to fluctuate without upsetting the kiln operation.
Examples of Values which have been established:

THE THREE BASIC CONTROLS
-Fuel flow to the burner
-Change in the kiln speed
-Change in the speed of the ID fan
The operator needs to use one or all of its three controllers to keep these variables inside their limits.
The operator must be alert and correct any out of range conditions as soon as it reaches the limits of tolerance. Correction should be made promptly, but care must be exercised to avoid overreacting as this could lead the kiln to an upset.
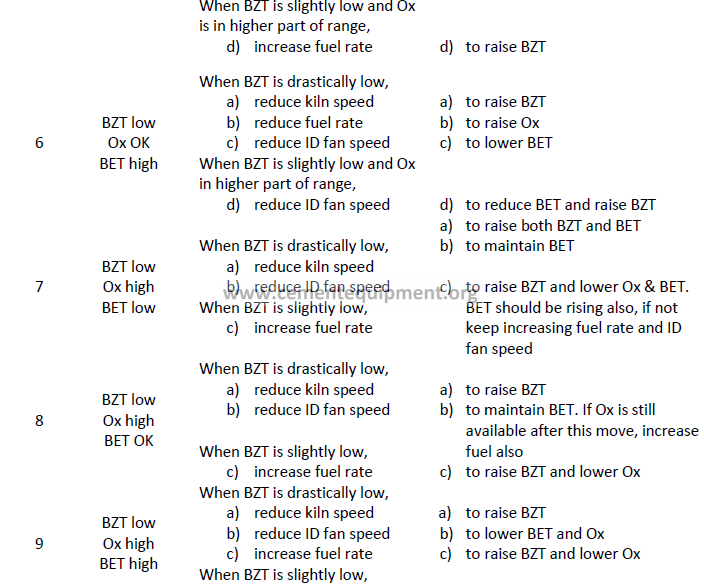
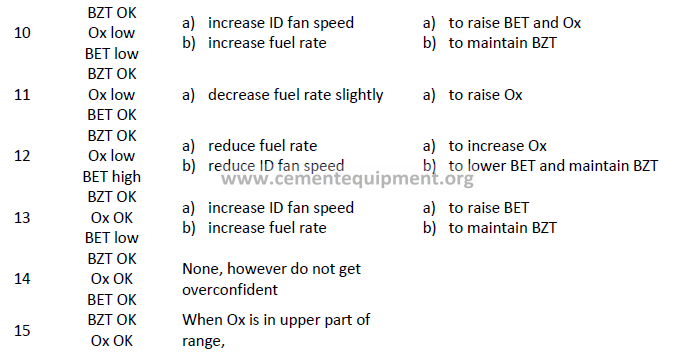
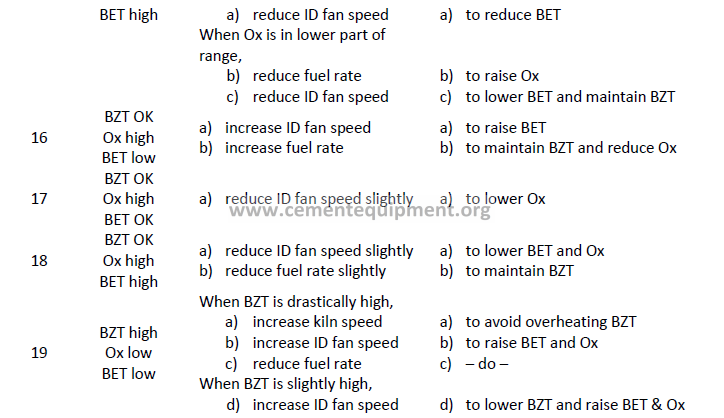
THE 27 CONDITIONS (KURT E. PERAY)
Because any of these variables can be within, below or above the allowable range, there are 27 possible conditions that will be encountered by the operator.
These are shown graphically in the following figure. Note that a case number has been assigned to each condition as an aid to identification. This chart should be used by the operators to understand the logic of good kiln operation procedures where the Back-End Temperature, the Burning Zone Temperature and Oxygen level were all taken in consideration in order to make a logic correction to an out of range variable.
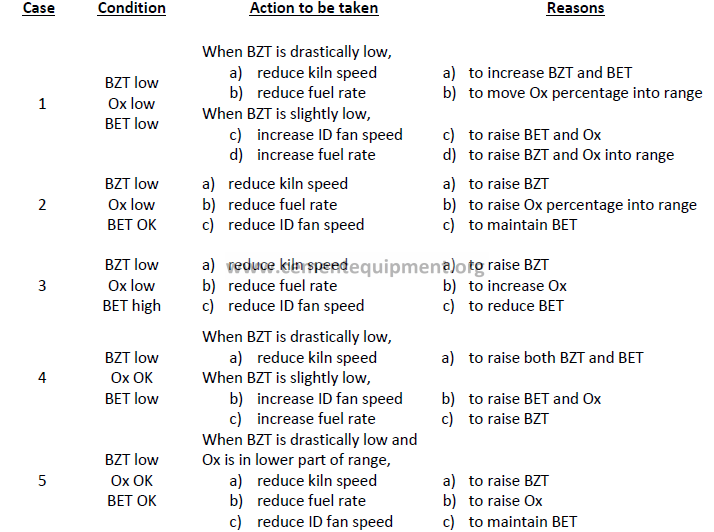
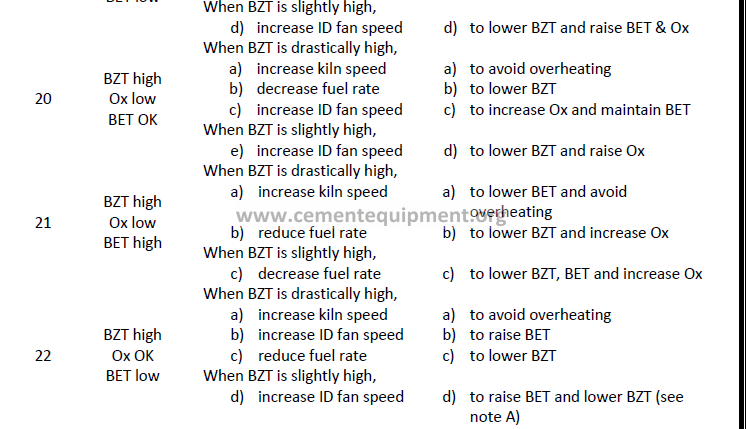
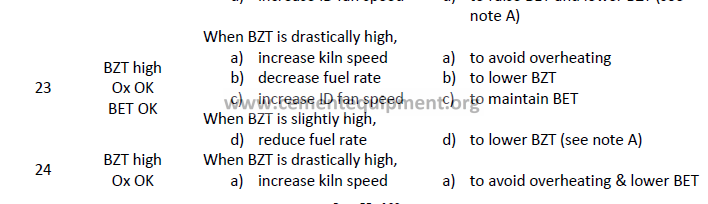
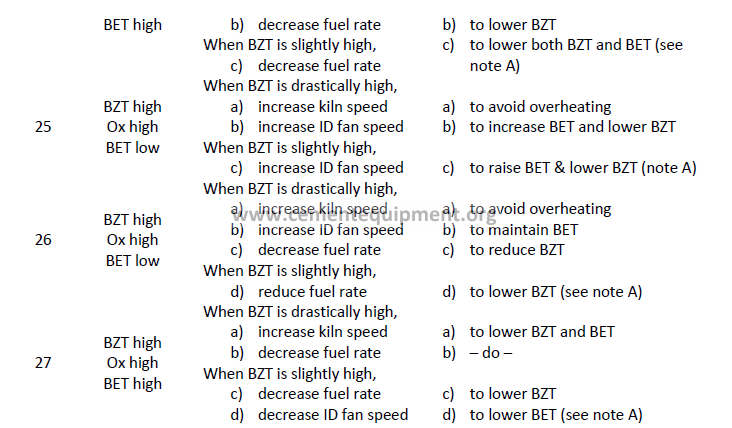
NOTE A: If the % O2 increased during this adjustment, disregard it until temperatures are brought under control.
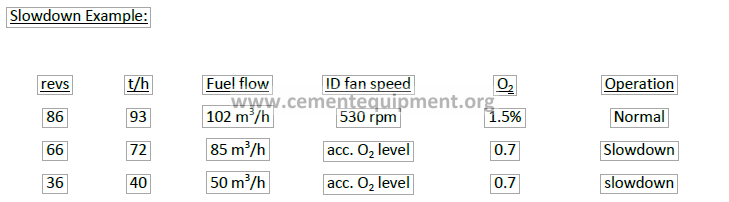
KILN UPSET CONDITIONS – SLOW DOWN
Kiln cannot operate in a stable condition at all times and it will eventually get colder.
Sometimes heavy rush of feed might end up too far under the flame (halfway under the flame).
Operator must then decide if he will be able to control the heavy feed load only by increasing the fuel flow, or if he needs to reduce the kiln speed.
The determinant factors to be considered are the oxygen level, back-end temperature, movement of the feed rush, and conditions in the cooler.
Assuming that it is impossible to maintain the same kiln speed, the operator must determine how much the kiln speed can be slowed down depending on the magnitude of the push .Only experience can tell the operator how much the kiln has to be slowed down.
In those cases the following rules apply all the time;
When in doubt, the kiln speed reduction should be greater than required. This will help to overcome the problem faster.
Never allow the raw, unburned feed to enter into the cooler, even if it means that the kiln must be stopped and rotated on ¼ turn or the auxiliary drive.
As soon as the kiln has been slowed down, the operator must;
Try to keep the back-end temperature within acceptable limits variation (i.e. 75 to 100oF).
Cut down the fuel flow to maintain the oxygen level above 0.5% and to keep back-end temperature inside the limit range.
Evaluate the cooler conditions, grate speed, grate temperature, inlet temperature of gravel bed collection system and secondary air temperature.
Often, the cooler will have to be switched on manual mode to protect it to become overheated as often regulation of cooler are made for small variations only.
As the kiln is on slow speed, it is necessary to determine when the speed can be increased back again.
-As soon as the oxygen level start to increase, increase the kiln speed slowly i.e. +/- 3 rph if the burning zone is still dark and very dusty.
-Observe the reaction of the O2 level if it keeps on raising.
-If so, increase kiln speed by 3 rph at every 10 minutes, and keep on increasing as long as the oxygen level does not drop.
-Keep fuel flow always one step ahead of normal operation level, (i.e. when rotation speed is at 24 revs, set fuel flow for 27 revs), and ID fan speed accordingly.
-Stop increasing kiln speed approximately 1 ½ to 2 hours after initial slow speed in order to overcome any upset in the material load of the kiln created by the speed variation.
-Restart increase the kiln speed after reception of material from slowdown is over.
-Kiln speed increase should be reduced around 80 revs as we are getting near full production (i.e. 2 revs at every 20 minutes).
-When full production has been reached (i.e. 85 revs) the fuel flow must be kept one step higher than normal for at least 2 more hours, and then it must be cut down slowly following the normal operating procedures to get the load at the end of the flame again.
A slowdown made in time and at proper speed will requires about 20 minutes before to restart to increase the kiln speed again (as O2 start to go back up).
Usually, the kiln should be back in full production about 4 hours after the slowdown was made.
NORMAL OPERATING PROCEDURES ON SHIFT
Take Over of Shift by Operators
Check:
-Visual inspection of burning zone, look for dark load Oxygen level and trend
-Back-end temperature and trend
-Kiln amps and trend
-NOx signal and trend
-Kiln speed
-Kiln feed indicator
-Secondary air temperature and trend
-Clinker load on grate in cooler
-Cooler fans under grate pressure
-Kiln draft and hood pressure
-Gravel bed filter or DC temperature
-Water spray and precipitator
Then an evaluation of the kiln and burning zone state need to be done in order to compare actual settings with the target value and limit ranges established before.
Wait at least 30 minutes before changing any values, unless there is an emergency condition in order to evaluate if the kiln is warming up, cooling down or stable.
PLAN OF ACTION
If the burning zone is hot (not drastically hot) and the kiln is stable
-Decrease fuel flow by 3%
-Then decrease ID fan speed to keep the same O2 level
-Wait approximately 20 min (retention time of the burning zone) to see the reaction of your move
Then repeat the same procedure again or stay there if dark load is moving in position or if the kiln amps are dropping.
Repeat the operation until you get;
-The dark load at the right position
-The kiln amps inside its target range
-The kiln gas temperature and back-end temperature inside their target range
If burning zone is cold (not drastically cold)
The same approach is to be done but in reverse
This procedure should be done on each shift in order to get the best kiln condition and the best heat consumption possible at all times.
Whenever the dark load, the kiln amps and the kiln back-end temperature are back inside their target range, then the 27 conditions procedures should be done again to maintain the kiln back-end and the burning zone temperature on set point and the kiln temperature profile stable.
OXYGEN LEVEL IN AUTOMATIC MODE
When the perfect temperature profile balance has been reached, we can eventually set the oxygen level on automatic (looped to the ID fan speed). This will allow the gas flow in the kiln to be constant and will help to maintain the kiln system stability. Theoretically speaking, as we reach this situation, no more moves on the fuel rate, feed rate and kiln speed need to be done and the kiln should remain in balance until an upset on the material load or a mix change creates an upset again.
So the oxygen level control should be set on automatic whenever the temperature profile in kiln is satisfactory. Every time this is not so or the kiln is slightly upset, the oxygen should remain in manual and used to establish a good temperature profile inside the kiln.
KILN START-UP AND SHUTDOWN PROCEDURES
KILN PREHEAT
Light-Up Flame Example (gas)
1) Call the gas company to tell them that you are going to light up
2) Open one side of precipitator (inlet and outlet damper)
3) Start dust handling system on the side of precipitator in use with dust going to the ground (to avoid plugging the circuit with moist material)
4) Start up ID fan at minimum speed (damper closed)
5) Open ID fan damper at 10%. Use a rag in front of kiln door to evaluate suction in the kiln and adjust damper to obtain proper suction
6) Start primary air fan with damper closed
7) Install torch under burner pipe
8) Set natural gas to obtain approximately 13 m3/min (450 ft3/min)
9) Slowly open manual valve on gas line
10) Adjust primary air damper, primary and secondary gas pressure, and ID fan damper for best flame possible
11) If flame goes out, make sure to purge the air inside the kiln before any attempt to try lighting up again
12) Don’t turn the kiln for the first 2 hours
13) Start nose ring fan one hour after the flame on
PRE-HEAT or Drying of the Refractory Lining
General Information:
-The pre-heat period last around 12 hours. A minimum of 8 to 12 hours is necessary
-The reference temperature during this period should be the kiln feed end temperature
-The target temperature should be approximately 300oC or 575oF at the precipitator inlet
-Start kiln rotation (1/4 turn) 2 hours after flame on
-After make ¼ turn every 30 minutes until the end of pre-heat period
If New Castable was Installed:
Pre-heat period could take as long as 36 hours depending on the location and the quality of the castable installed and could be divided in three periods as follows:
First Period:
-For 12 hours with gas flow of 13 m3/min or 450 ft3/min
-Do not exceed 170oC or 340oF at the filter inlet during this period
-Two hours after the flame on, make ¼ turn every 30 minutes during the balance of this period
Second Period:
-For 12 hours, increase the precipitator inlet temperature so it could reach 230oC or 450oF
-Make ¼ turn every 30 minutes during this period
Third Period:
-For 12 hours, increase the precipitator inlet temperature to reach 300oC or 575oF
-Make ¼ turn every 30 minutes during this period
HEATING (To reach temperature ready to put feed on)
General Information:
-The reference temperature is the gas chain inlet temperature
-The target temperature should be approximately 40oC or 105oF lower than the normal operation temperature
-The rate of increase of the temperature should be approximately 50oC or 125oF per hour
The temperature increase per hour should be done according to the following: Length of refractory installed;
Complete kiln: 35oC or 100oF per hour increase
Repaired burning zone: 50oC or 125oF per hour increase
Kiln rotation during heating:
1) ¼ turn every 10 minutes for 2 hours
2) Continuous turn on auxiliary drive for 2 hours
3) Rotation at 0.5 or 30 revs for 1 hour
4) Rotation at 0.7 or 42 revs until 15 minutes before feed on
5) Rotation at 1.0 or 60 revs 15 minutes before putting feed on
Oxygen level during this period should be kept between 7 to 10% in order to increase the back end temperature to avoid the burning zone to get overheated. Burning zone should be pink in color.
The cooler system is usually down, leaving only the nose ring fan and the primary air fan running
During this period, it is most important to keep the greasing system on the kiln drive running
As soon as the kiln is running continuously, start cooling fans on the burning zone
Expansion of the Kiln and Tire
-Heating rate in large diameter kiln (>14’) should not be higher than 50oC or 125oF per hour to allow both tire and shell to expand at proper rate
-Clearance between tire and shell should be monitored during start-up
-The larger the diameter of the kiln, the more care has to be taken to get it running
FEED ON KILN
General Information:
-Feed rate is approximately 50% of normal feed rate
-Feed rate increase of about 5 tons every hour
-Kiln speed should be maintained at 1.0 rpm or 60 revs until the material reaches the burning zone (to get material in burning zone quick)
-Target for chain inlet temperature; 800oC (1472oF) or 40oC (100oF) below normal operation temperature
-Set ID fan speed to maintain about 3% the oxygen level
-Start high voltage on precipitator
-Start remaining items on cooler system (all cooler fans with dampers set as required)
-Maintain those settings until the start-up reactions occurs (push should take +/- 2 hours)
-In order to promote good coating formation in the burning zone, stabilize the kiln at 1.1 rpm or 66 revs at about 70 tph for 24 hours
-After this period, take the kiln up to optimum operation level with normal operation procedures
KILN START-UP PROCEDURES (AFTER BRICK JOB)
Preparations:
-72 hours before light-up, call the gas company to tell them the date and the hour of the light-up
-4 hours before light-up, make dry run on all equipment
-Check burner pipe and its installation
-Center the burner pipe, or adjust 1” down and 1” towards the load (make marks outside the kiln for the burner pipe position reference)
-Check fuel on auxiliary drive
-Take locks off on kiln equipment sets
-Take off wood shims on kiln rollers
Pre-heat:
-Start kiln section on CRT
-Open one side of precipitator (outlet and inlet damper)
-Start the dust handling on the side of the precipitator in service, with the dust on ground to avoid plugging the circuit
-Start-up ID fan at 125 rpm or minimum speed, damper closed
-Open ID fan damper at 10%
-Start primary air fan, damper closed
-Install a torch under burner pipe
-Set natural gas in control room at 13 m3/min or 450 ft3/min
-Open manual gas on gas line
-Open supervisory cock valve near burner pipe
-Adjust primary air, primary and secondary gas and ID fan to get the best flame
-One hour after, start nose ring fan and make no kiln rotation for the first 2 hours
The pre-heating period should last around 12 hours. A minimum of 8 to 10 hours is necessary. The temperature at the inlet of the precipitator must reach 300oC or 575oF.
Special pre-heating after castable has been installed near the burning zone
First Period:
-For 12 hours with gas flow of 13 m3/min or 450 ft3/min
-No kiln rotation for the first 2 hours
-Kiln rotation at ¼ turn every 30 minutes after 2 hours
-Try not exceed 170oC or 340oF at the filter inlet during this period
Second Period:
-For 12 hours, increase the back-end temperature so it could reach 230oC or 450oF
-Make ¼ turn every 30 minutes during this period
Third Period:
-For 12 hours, increase the back-end temperature to reach 300oC or 575oF
-Make ¼ turn every 30 minutes during this period
HEATING-UP
-The reference temperature is the chain gas temperature
-The rate of increase of the temperature should be approximately 50oC or 125oF per hour
-The target temperature should be approximately 40oC or 100oF lower than normal operation temperature
-Draw a curve on chain inlet temperature chart, so you could follow the temperature increase Increase progressively fuel and draft (open second precipitator chamber when required)
-The burning zone should be kept in place and should be pink when the feed will be put on
-During that heating period, the oxygen should be between 7 and 10%
-Start the water spray to keep the back end temperature at 350oC or 660oF
-Around 750oC or 1400oF, start kiln feed for 10 minutes for testing
-Check if any clinker on cooler grate and when necessary start the clinker evacuation system
-Start shell fan when kiln is turning on continuously
-Start cooler fan #1 and #2 at minimum 30 minutes before kiln feed
-When you reach 800oC or 1475oF at chain inlet temperature (T according to plant normal operation temperature minus 40oC or 100oF), start feed
FEED ON
Start:
Kiln feed at 45 tons/hr
Kiln speed at 1.0 rpm or 60 revs
Increase;
Kiln feed at 5 tons per hour
Fuel rate and ID fan speed accordingly (maintain fuel rate 1 step ahead of normal operation)
Start fan #3, #4 and #5 (damper closed) 15 minutes after feed is on
Start gravel bed filter or its equivalent
Put tension on kiln precipitator 15 minutes after kiln feed is on
Stabilize the kiln at 1.1 rpm or 66 revs/hr at about 70 tph feed rate for 2 hours to promote good coating conditions in burning zone
When increasing kiln feed, adjust the pressure and fan flow on cooler fans
Check closely the clinker evacuating system
When there is a good load in the cooler put the cooler on regulation
Kiln turns during heating:
-¼ turn every 10 minutes for 2 hours
-Continuous turn on auxiliary drive for 2 hours
-Turn at 0.5 rpm or 30 revs/hr for 1 hour
-Turn at 0.7 rpm or 43 revs/hr until 15 minutes before putting feed on
-Turn at 1.0 rpm or 60 revs/hr 15 minutes before feed on
EXAMPLE OF HOW TO START KILN IF PRE-HEAT IS REQUIRED (Load in kiln)
If pre-heat is required (Function of burning zone and gas chain temperature):
-Open dampers on precipitator (both side)
-Fuel rate at 44 m3/min or 1554 ft3/min
-ID fan speed at 25 rpm (minimum speed)
-ID fan damper position according to O2 level (5% maximum)
Maintain these settings until temperature reach on gas chain temperature at 850oC or 1562oF (normal kiln operation temperature).
Kiln rotation varied according to gas temperature as follows:
If;
Chain Gas Temperature
750 to 930oF
930 to 1110oF
1110 to 1300oF
1300 to 1562oF
Rotation
¼ turn every 20 minutes
¼ turn every 15 minutes
¼ turn every 10 minutes
¼ turn every 5 minutes
Fuel Rate
44 m3/h or 1553 ft3/min
50 m3/h or 1766 ft3/min
57 m3/h or 2013 ft3/min
63 m3/h or 2225 ft3/min
Then start the;
-Kiln at 60 revs
-Feed at 63 tph
-Fuel at 88 m3/min or 3108 ft3/min
-ID fan speed at 350 rpm and to maintain O2 near 4%
-Start burning zone cooling fans
Wait at this setting to receive the material and then increase slowly like normal procedures but always maintain on fuel and ID fan speed settings one step ahead.
During this period, the nose ring fan is on.
The primary air fan is on with normal setting.
The cooler fans #1 and #2 on cooler are running.
Grates, clinker circuit and gravel bed filter are running.
Guidelines:
For a shutdown less than 5 hours, warm-up period should be around 1.5 to 2 hours. For a shutdown between 5 to 12 hours, warm-up period should be around 4 hours.
EXAMPLE OF HOW TO RESTART IF NO PRE-HEAT IS REQUIRED
Start-up could be as follows:
If;
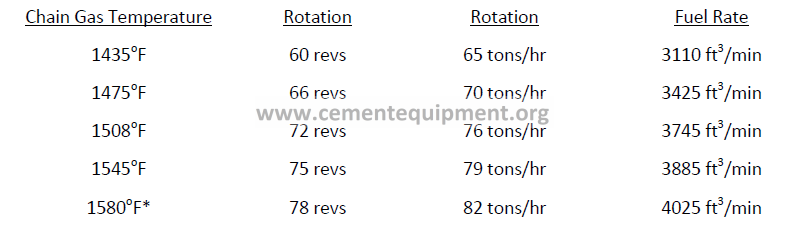
*1580oF being the normal operation temperature
Adjust draft and fuel as required.
After material reception, increase according to normal procedures but keep 1 step ahead on fuel and ID fan settings for 2 hours after you reach normal production level (retention time of material in burning zone).
This procedure is to be developed in order to restart a kiln faster and having less perturbation in the material load of the kiln (long dry and wet kilns).
KILN SHUTDOWN (General Information)
There are many reasons why kiln must be shutdown periodically and in most cases, the operator must decide when an immediate unscheduled shutdown of the kiln system is required. There is often not enough time available in such situation to weigh or discuss the merits of a shutdown because a few minutes of delay could lead to major equipment damage.
So clearly, an operator should be fully trained in what to do and what to do if such situation occurs.
Written standard procedures to cover these situations should be at the disposal of the operators to allow them to review those procedures periodically.
COOLING PROCEDURES
In case of a shutdown, slow cooling of the refractory must be ensured.
The Stacks Registers:
-Must be kept shut for a sufficient period of time
-Cooling schedule should provide gradual cooling of the burning zone refractory at a maximum temperature rate of 100oC (212oF) per hour
For smaller kiln, i.e. diameter < 13’, maximum rate is 100oC or 212oF
For larger kiln, i.e. diameter > 13’, maximum rate is 75oC or 167oF
The ID fan;
-Should be shutdown immediately as soon as fire is cut off
-Should not be used for forced cooling at least for the first 12 hours after kiln shutdown
-This is an absolute must on long dry and wet process kilns equipped with internal heat exchangers such as chain
-The ID fan inlet damper should also be closed completely for at least 12 hours
During short shutdown;
-The kiln back-end should be closed completely for at least 12 hours
-The kiln back-end should be closed completely to avoid hot gases to escape from kiln
Hood Pressure:
-Flow adjustments on the cooler fans have to be made to avoid the kiln hood to get on to high pressure
-The hood pressure set point should be set slightly on the positive side to prevent air from burning zone to escape through the cooler exhaust fan
KILN ROTATION SCHEDULE
The kiln must be rotated on a regular schedule to insure uniform cooling, as the feed bed and the refractory underneath it, take more time to cool down than the refractory wall exposed to the kiln gases.
Kiln Rotation for Short Maintenance Repair
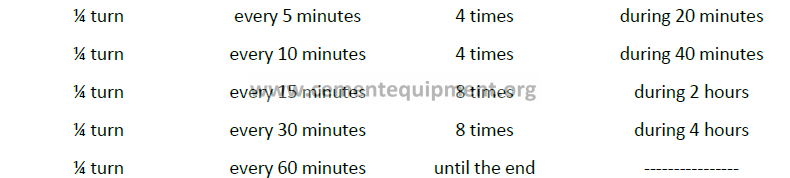
If it is Raining,
Continuous rotation should be done on the auxiliary drive or on main drive at minimum speed
Kiln Rotation for Long Kiln Shutdown (brick lining repair)
Before:
-Stabilize kiln rotation at 1.0 rpm or 60 revs before shutdown (flame still on)
Then:
-Maintain continuous rotation at 0.6 rpm or 36 revs during 30 minutes (flame is off) —Maintain continuous rotation at 0.5 rpm or 30 revs during 2.5 hours
-Maintain continuous rotation at 0.4 rpm or 24 revs during 1 hour
-Maintain continuous rotation at minimum speed on auxiliary drive for 1 hour
Then:
If it is raining, continuous rotation should be done on the auxiliary drive or at minimum speed on main drive.
Shutdown for long periods also included purging of the following:
-Fuel firing system
-Feed system
-Dust system from precipitator or dust collector system
-Dust system of conditioning tower
-Clinker from cooler system
BURNER PIPE AND HOOD PROTECTION
The burner pipe must be protected as the hood and the kiln discharge area remains at high temperature for several hours after the fire has been cut off.
Some kilns are equipped with movable burner pipes to allow partial or full retraction of the burner. Others have to rely on primary air fan to provide necessary cooling of the burner.
Primary air fan and nose ring fan should be running at least 10 hours after the flame has been cut off.
EMPTYING THE FEED FROM THE KILN
Emptying the feed from the kiln takes special skills and experience. It could be very dangerous and could result directly in overheating conditions either at the back-end of the kiln, the burning zone, or the cooler. So called “chain and coal mill fires” have occurred as direct result of attempting to burn out a kiln.
Therefore, burning out a kiln is far too risky and should never be attempted.
As soon as the feed is cut off, the flame should be cut off.
KILN SHUTDOWN PROCEDURES (FOR BRICK JOB OR RED SPOT)
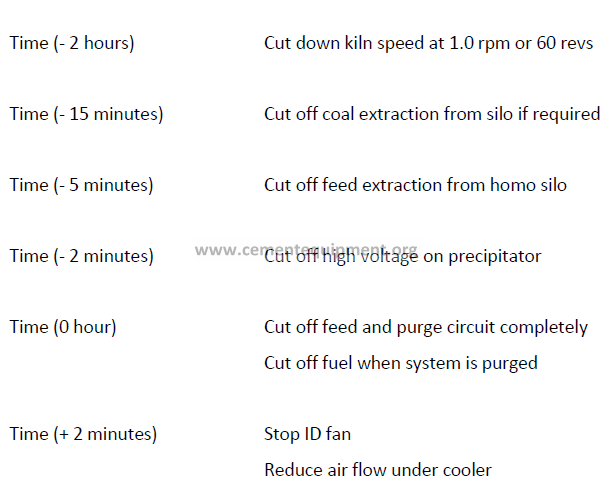
Time (+ 4minutes)
-Close ID fan louvers slowly, or equivalent equipment
-Adjust cooler fans to keep hood pressure slightly positive
-Stop water spray system or any water system at back-end
Time (+ 6 minutes)
-Cut down kiln speed at 0.6 rpm or 36 revs
-Reduce primary air fan (1000 Pascals or 10 mbars)
-Put cooler system on manual mode
-Reduce grate speed at 4 strokes per minute
-Reduce fan #1, #2 and #3 at 50% of normal air flow
-Reduce other fans according to gravel bed filter inlet temperature or
Other de-dusting system
Time (+ 10 minutes)
-Close main damper on precipitator, (line 1 & 2) or any equivalent equipment
-Keep the extraction of the dust system running
-Keep nose ring fan running
Time (+ 15 minutes)
-Retract burner from kiln hood if possible if not keep primary air fan running for cooling
Time (+ 30 minutes)
-Reduce kiln speed to 0.55 rpm or 33 revs
-Pull water spray out of the kiln
Time (+ 1 hour)
-Reduce cooler fans #1, #2 and #3 to 25% of normal flow
-Reduce other fans according to gravel bed filter inlet temperature or other de-dusting system
Time (+ 1.5 hour)
-Reduce kiln speed to 0.5 rpm or 30 revs
-Watch for unburned clinker and send it to proper location
Time (+ 2 hours)
-Stop cooling fans under kiln shell . Readjust air flows under cooler
-If possible, stop last fan according to filter inlet temperature
Time (+ 4 hours)
-Reduce kiln speed to 0.4 rpm or 24 revs
Time (+ 5 hours)
-Stop rotation with main motor
-Start continuous rotation with the auxiliary drive
-Stop extraction of dust on the precipitator or dust collector system
Time (+ 6 hours)
-Stop continuous rotation with the auxiliary drive
-Make ¼ turn every 15 minutes (attention to greasing system in the main kiln drive to be started in manual)
Time (+ 8 hours)
-Make ¼ turn every 30 minutes
Time (+ 10 hours)
-Stop nose ring fan and primary air fan
Time (+ 12 hours)
-Make ¼ turn every hour
Time (+ 15 hours)
-Stop cooler fans
-Stop gravel bed filter system if required
Time (+ 16 hours)
-Open main damper on one side of the precipitator
-Start the ID fan a few seconds with damper closed every hour
Time (+ 18 hours)
-Start ID fan a few seconds
-Open ID fan damper at 10%
Time (+ 20 hours)
-Start ID fan a few seconds
-Open ID fan damper at 25%
-Open door on kiln hood
-Time (+ 22 hours)
-Start ID fan a few seconds
-Open ID fan at 75%
Time (+ 24 hours)
-Close ID fan completely
Time (+ 26 hours)
-Start ID fan at minimum speed
-Open ID fan at 10%
Time (+ 27 hours)
-Open ID fan at 30%
Time (+ 28 hours)
-Open ID fan at 50%
Time (+ 29 hours)
-Open ID fan at 75%
Time (+ 30 hours)
-Open ID fan damper completely
-Stop kiln rotation completely
-Start to open kiln hood front door
-Make security on kiln system (lock procedures)
-Start to clean cooler system
-This shutdown procedure could also be used as an emergency shutdown on red spot.
CLINKER COOLER SECTION
COOLER
FUNCTION
a) The main function of the cooler is to recuperate the heat contained in the clinker coming from the kiln as heat recovery from secondary, tertiary and to coal mill air is important for kiln efficiency and fuel saving.
b) The cooler must also lower the temperature of the clinker before it leaves so it can be safely transported to the storage area
c) The clinker breaker at the cooler outlet reduce the clinker size so it can be transported on the conveyor system
COOLER OPERATION
Cooling of the clinker material is accomplished by forcing ambient air upward through the material as it is being conveyed through the length of the cooler by reciprocating action of the grates.
The clinker cooler is divided into two major areas, which are separated by the grate line. They are the over grate area where the clinker is cooled down and where the hot gases are handled and the under grate compartment where cooling air is blown into the system.
The grate line consists of many perforated grate plates arranged in overlapping rows. The alternate rows are movable and are connected to a wheel mounted frame which is moved back and forth on its tracks by a crank type drive that drives the grates their reciprocating motion. See figures 2 to 6.
In normal operation, the cooler is running in auto to keep a constant under grate pressure and air flow under the second compartment in order to control the secondary air temperature.
However under upset conditions, the cooler must be switched on manual.
COOLER CONTROLLERS
In normal operation:
– The speed of the grate change the residence time of the clinker inside the cooler (to control the cooling rate of the clinker and to protect the grate to get overheated)
-The air flow distribution under each compartment to maintain good heat recuperation and good cooling of the clinker
In case of emergency: (such as a badly overheated cooler condition, the operator must always
-Decrease the kiln speed in order to reduce the clinker input to the cooler and control the heat input
OPERATION OBJECTIVES
To keep as much as possible:
-The clinker temperature at the cooler discharge as low as possible (high temperature could damage the clinker transport system)
-The secondary air temperature as stable and as high as possible to get the best recuperation from the clinker and improve the fuel efficiency of the kiln
-To keep the depth of the clinker bed near 15” water gage in order to get good heat recuperation from the clinker in cooler (according to fan capacity)
-To keep the hood pressure always slightly negative
-To set the cooler fans flow in such away to have enough capacity to get air through the clinker bed and to insure proper cooling of the grates and the clinker load inside the cooler
Cooler settings should be such that bed grates, cooler drive unit, clinker crusher, cooler wall and clinker conveyors system cannot become overheated.
RULE IN COOLER OPERATION
A fundamental rule on grate cooler is to never permit raw feed or extremely fine clinker to enter the cooler as the cooler can become overheated and damage.
During kiln pushes, lower the kiln speed in order to reduce fine clinker input in the cooler.
Never run the kiln with positive pressure as this result in troubled kiln operating conditions as:
-Fine clinker in nose ring resulting to wear of kiln seal
-Viewing in kiln is unpleasant and unsafe
-Could damage the optical equipment and the TV camera
-Formation of rings and “snowmen” in cooler inlet can be attributed to positive pressure
Exception: One exception to this rule if ever very high temperature in cooler and if needed to introduce sufficient air in cooler.
MAIN SENSORS
The Main Sensors to Control the Cooler Operations are:
-The fans flow for each compartment
-The under grate pressures under grate #1 and #2 The secondary air temperature
-The grate speed under grate #1 and #2
-The clinker discharge temperature at the cooler outlet
Also Secondary Sensors as:
-Grate temperature in #1 and #2 compartments
-TV camera showing the cooler interior
Hood Draft
-Control by regulation the excess air inside the cooler by the cooler exhaust fan damper
-It maintains a constant pressure in front of the kiln
-A good hood pressure regulation is important for the burning zone stability
Assuming other Factors Remain Constant:
-An increase in the ID fan speed will lower the hood pressure
-A decrease in the ID fan speed will increase the hood pressure
-Also increasing the amount of air in cooler results in higher hood pressure
Under Grate Pressures and Air Flow Rates
The under grate pressure is govern by the following factors:
-Depth of the clinker bed over the grate
-Average particle size of clinker in the cooler
-Amount of air flow into the cooler
-Should be at 15” water gage (under 2nd compartment) to get good heat recuperation
Clinker Bed Depth
-The depth of the clinker bed is controlled by the speed of the cooler grate
-The faster the grate, the thinner becomes the bed and lower is the under grate pressure
-Because of the relation between the grate speed, bed depth and under grate pressure, it is possible to maintain a constant under grate pressure by regulating the grate speed
It is usually done under the second compartment of the cooler because it is that location at the cooler inlet where the clinker bed is more stable and give an early and good under grate pressure signal for the automatic cooler control.
PARTICLE SIZE OF CLINKER
A critical factor in under grate reaction is the average particle size of the clinker in the cooler.
-A fine clinker bed impose more resistance against air flow, when the under grate pressure increase, the fan has to use more force to push the air through this kind of bed
-Then the under grate pressure increase when the clinker gets finer because the smaller particles impede the air flow through the bed
-Therefore, the airflow rate is increased to restore the normal flow through the bed and the clinker bed can become fluidized
-A fluidized clinker bed is highly undesirable and dangerous, because the bed in such a state does not move along properly in the cooler
-On horizontal grate, the clinker tend to remain stationary and tend to build on top of the grates and when sufficient weight has been acquired by the bed, it starts to move again
-So the clinker cannot be properly cooled down and could choke off the airflow through the bed
OPERATION OF COOLER FANS
-The air volume for cooler fans is most commonly carried out by means of fan outlet damper.
-The fan speed is constant so it is necessary to change the position of the damper to reduce or to increase the air moved by the fan.
-Fan damper is normally open at 60% as necessary leeway is required to increase air flow.
-Maximum air flow is when the fan damper reached about 88% open.
-The air volume output is directly related to the under grate pressure.
-The fan must have sufficient capacity to provide necessary amount of air at maximum under grate pressure.
-The maximum operating under grate pressure needs to take into account the cooler fans capacity.
-Flow rate for each fan and under grate pressure set point need to be set on for a good cooler operation.
-The fan manufacturers provide performance curve for each compartment fan.
Fan Static Pressure
Fan static pressure is the total pressure developed by the fan, less the velocity pressure in the fan discharge duct.
For practical purposes, fan static pressure in a cooler system is equal to the under grate pressure, and the air flow is a function of this static pressure and the power applied to the fan. (Figure 7)
Whenever the under grate pressure exceed the limit of the fan, the flow decreases and less cooling is taking place then the cooler could be damaged.
CLINKER AND AIR DISTRIBUTION
For proper cooling, it is essential that clinker is evenly spread over the width of the cooler so that the bed offers a uniform resistance of the air passage through its width.
When clinker passes to one side of the cooler leaving a thinner bed on the other side, the air will naturally seek a passage through the bed where it offers the least resistance.
So air passes through bed where it is least needed and little air passes where it is needed most.
-Formation of “snowmen” at the cooler inlet is the prime cause of this condition.
-Various devices as dead grate, spreaders or grate with their own air supply to spread the clinker rapidly over the width of the cooler inlet are used to fight “snowmen” formation.
-For proper air distribution and good cooler regulation, no air should freely pass from one cooler compartment to another through leaks or other opening on the compartment walls.
-The under grate pressure is usually set that the highest pressure is found in the first compartment, and the lowest in the last compartment.
Emergency High Clinker Temperature
Installed on the drag conveyor is this sensor to measure the clinker temperature at the cooler discharge. If the clinker temperature is above 300oF (150oC), it will transfer the clinker to the emergency bin automatically and will stay there until the desired temperature will come back. High clinker temperature is caused by inadequate cooling of clinker in cooler.
Guideline:
In cooler normal operation, no red clinker should be seen passing the third compartment.
COMBUSTION SECTION
FLAME
A flame is a stream of gases at extremely high temperature (around 3500oF or 1930oC) where the reactions of combustion of the fuel with secondary and primary air are taking place. Anything exposed to such a flame is bound to receive heat from it.
Flame Evaluation
Should always be evaluated during stable kiln condition
Flame Length
-Could refer to the distance between the burner tip and the end of the flame which is a total flame length
-It could also refer to a distance between the point where ignition of the fuel start and where the reaction of fuel combustion ends
-It is desirable to operate a kiln with the flame as short as possible, as long as it will not create problem in front of the kiln, hood, nose ring and refractory (Figure #1)
Flame Shape
-Could be long and “lazy” as heat is released over a relatively long distance (example A)
-Could be “snappy” as heat is released over a shorter distance (example C)
Flame Direction
-The flame path is not a straight line
-The flame has a tendency of lift upward toward the top resulting in uneven entrance of secondary air, or mechanical condition of the primary air pipe nozzle
-A good direction target for the flame could be 2A or 2B in Figure # 2, or one inch down center line and one inch towards the material load
1. Quality and type of fuel used
-Gas : 1830oC or 3325oF
-Fuel Oil : 1956oC or 3553oF
-Coal : 1927oC or 3500oF
2. Total combustion air temperature
Secondary air temperature
Primary air temperature
Air in-leakage temperature
3. Oxygen level at kiln outlet
4. Brick and coating temperature in the burning zone
Flame Target
-Ignition as quick as possible
-Highest flame temperature as possible
-Length as short as possible
-As constant as possible
-Primary air flow minimum to carry fuel in kiln
-All above combined in such a way for not making erosion and direct contact of the flame on the refractory
Shell temperature scanner is a good indication of flame profile.
Flame Adjustment
Increase in primary air
-The speed will increase
-Temperature will increase
-The volume will become wider
Increase in primary air temperature
-The plume will get shorter
-The flame will become shorter
-The flame will become wider
Increase in secondary air temperature
-The flame temperature will increase
-The flame length will decrease
-The plume will decrease
Increase on the oxygen level
-The flame length will increase
-The flame temperature will decrease
The following factors serve to raise the flame temperature:
-Increasing the secondary air temperature
-Using less primary air, thus making it possible to utilize more secondary air which is preheated to higher temperature
-Promoting rapid mixing of the air and fuel upon leaving the burner by improving the design of primary air pipe and burner
-Better atomization of the fuel oil by increasing the fuel oil temperature or employing a mechanical device in the burner nozzle to bring a better atomization
-By keeping hood pressure as close as possible from “0” in order to avoid air in-leaking in front of kiln
-Operating the kiln with neither a deficiency or excess of air by maintaining the oxygen content of not less than 0.7% and not more than 3.0%
Rules on Flames
a) When the primary air pipe nozzle has accidentally been warped, resulting in an erratic flame shape and direction, immediate steps should be taken to repair this condition
b) A flame should never be allowed to impinge upon the coating or bare refractory for a prolong length of time
c) A flame should never be allowed to strike too hard upon the feed bed
d) Oil burners or gas burners should be centered well in the primary air pipe in order that an even envelopment of air around the fuel jet takes place
e) Flame direction should be adjusted only when the kiln is in stable operating conditions and the temperatures, fuel pressures, and air flow rates are at normal level. Flame direction changes can be caused by unusual operating conditions. If any attempt were made to adjust the flame at such a time, there will most likely be an undesirable flame once the kiln returns to normal operating conditions again
f) It is better to make the desired adjustments in flame direction in several small steps instead of a large one in order that the operating stability of the kiln is not affected adversely
g) Once the ideal flame direction has been obtained, the primary air pipe position should not be changed unless a definite reason (such as to combat a ring formation or hot shell conditions) makes it desirable
h) To protect the primary air pipe from possible damage during a shutdown, a certain amount of primary air flow must be maintained until the temperature inside the kiln is low enough (approximately 600oF or 315oC) that the pipe cannot be damaged. Upon power failure when primary air fan stops, the primary air pipe must be immediately removed from the burner hood.
COMBUSTION
What is combustion?
-Rapid combination of oxygen with fuel resulting into heat
Fuels contains,
Carbon
Hydrogen
Sulfur
Oxygen Comes from Combustion Air
Carbon + Oxygen = Carbon dioxide + heat
Hydrogen + Oxygen = Water vapor + heat Sulfur +
Oxygen = Sulfur dioxide + heat
Proper Proportioning of Fuel, Oxygen and Heat
Perfect combustion
Combustion air = Neutral (stoichiometric) combustion air
Deficiency of Air (Reducing Conditions)
Incomplete combustion
Heat released is low (4500 Btu vs. 14500 Btu per lb carbon)
Unsafe operation (explosion in precipitator or anywhere in the system)
Excess of Air (Oxidizing Conditions)
Complete combustion
Flame temperature decreases with increasing air, lower fuel economy
Recommended back-end oxygen is 1.0 to 1.5%
Combustion Air + Fuel = Combustion Gases
Combustion Air = Primary Air + Secondary Air + Leakage
Combustion Gases:
-Carbon monoxide (CO) with incomplete combustion Carbon dioxide (CO2) with complete combustion–Water vapor (H2O)
-Sulfur dioxide (SO2)
-Nitrogen (N2) from air
-Excess oxygen (O2)
Good Combustion Requirements:
-Proper proportioning of fuel and air
-Thorough mixing of fuel and air
-Initial and sustained ignition of the mixture
Mixing of Fuel and Air
Good mixing is important for mixture to be uniform throughout
Every particle of fuel must be in contact with an air particle
Solids must be pulverized to increase surface area for mass transfer
Liquids must be atomized (breaking up into tiny particles) to speed up evaporation (resulting to vapors burn as gases)
Process of starting combustion
Can start at low temperatures, but may not be sustained
Minimum ignition temperature required for sustained ignition
(Ignition continues without any external source of heat)
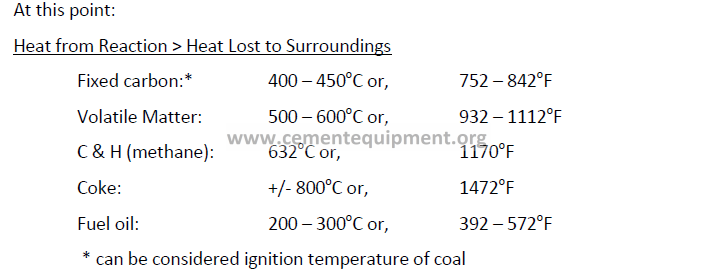
Theoretical Flame Temperature:
Tf = LHV / (NCA + 1) S
Where:
Tf = Maximum (theoretical) flame (in oC or oF)
LHV = Fuel low heating value (in kg/kgf or Btu/lbf) NCA = Neutral combustion air (in kg/kgf or Btu/lbf) S = Specific heat of combustion gases (=/- 0.29)
Typical Fuel Data:
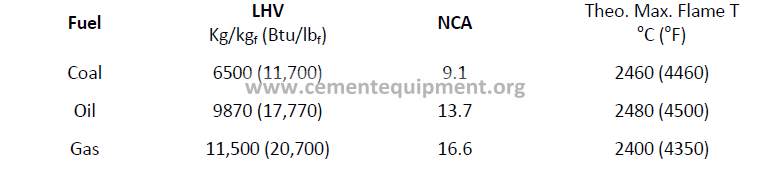
Influences and Impact on Flame Temperature
Impact of Oxygen content of Kiln Gases on Flame Temperature (Figure #3)
Oxygen 1% 5%
Flame To 2465oC 1965oC

HEAT TRANSFER IN A ROTARY KILN
Radiation (Flame Zone)
Flame/Gas by Material
Flame/Gas by Kiln shell
Very important because heat transfer x (Tf4 – Tm4)
Conduction
Wall to Material
Chain/crosses to Material
Convection
Gas to Material
Gas to Wall
BURNER PIPES AND NOZZLES
What is required from a burner?
-A stable flame with proper geometry
-Versatility
-Safety
Parameters Affecting the Flame
-Fuel characteristics
-Primary air and secondary air
-The burner design
Key Parameters of Burner Design
-Number of circuits
-Primary air
-Quantity Ejection velocities
-Minimum velocity
-Back pressure
-Specific impulse
-Diameter
Number of Air Circuits (Figure 1 to 6)
Single Circuit
-Control is minimal
-High velocity requires high fan pressure
-Results in more wear
Two Circuits
-Swirl + high velocity transport air
-Additional control due to swirl
-High fan pressure, high wear rate
Three Circuits
-Swirl + high velocity axial
-Low velocity transport air
-More versatile
Primary Air Quantity
Natural gas: 0 to 7% of total combustion air
Liquids: 7 to 10% of total combustion air
Solid fuels: Firing system dependent
Direct firing system: 30 to 35% of total combustion air
Semi-direct firing: Mill exit air is 18 to 25% (moisture dependent)
Air to burner can be controlled by diverting
“Overflow” to kiln hood
Indirect firing: 7 to 12% of total combustion air
Theoretically, indirect firing is the ideal solution.
Ejection Velocities
Gaseous and liquid fuels (with atomizing fluid)
Sonic range: 330 m/s (1083 ft/s)
Solid fuels:
Single circuit: 50–80 m/s (164–263 ft/s)
Multiple circuits: 80–170 m/s (262–558 ft/s) for axial
50–90 m/s (164–295 ft/s) for swirl
20–50 m/s (65–164 ft/s) for transport
Minimum Velocities
-Required to prevent solid fuel accumulation, 20 m/s (66 ft/s) in transport line and in axial $ swirl annulus if these streams carry any fuel dust
-Knowing the minimum flow rates, the pipe sizes can be determined.
Back Pressure
Typical values for a three-circuit burner;
700 – 1000 mmH2O for axial air
150 – 600 mmH2O for swirl air
600 – 1000 mmH2O for transport air
(up to 1200 mmH2O for modified three-circuit burner)
Specific Impulse
Typically, 4 to 8 N/Gcal/h
Definition
Sp. impulse = Impulse (Newton)
Heat input (Gcal/h)
For Solid Fuel;
Impulse = air stream mass flow rate (kg/s) x tip velocity (m/s) For Gaseous and Liquid (pneumatically atomized) Fuels;
Impulse = (abP – c) S
where :
P = pressure (bars)
S = cross-section area (mm2)
a,b,c are atomizing fluid dependent
* 5 figures of burners to be attached at the above information.
FUELS IN THE CEMENT INDUSTRY
Solid Fuels:
-Coal
-Coal tailings
-Petroleum coke (fluid, delayed)
-Wood
-Tires
-Municipal waste, etc.
Liquid Fuels:
-Oil (bunker C)
-Liquid waste
-Coal slurry, etc.
Gaseous Fuels:
-Natural gas (95% methane)
-Landfill gases, etc.
Heating Value
Quantity of heat generated from 1 unit (kg, lb, ton, m3, liter) of fuel Measured in kcal/kg, Btu/lb, MJ/ton, MJ/m3, kcal/liter
Can be approximated from the fuel composition
High Heating Value (HHV) vs. Low Heating Value (LHV) .High (or gross) Heating Value
Heat produced at constant volume by complete combustion of fuel, combustion product condensed to liquid state, measured in the laboratory in an “oxygen bomb calorimeter”.
Low (or net) Heating Value
Calculated from HHV by subtracting the latent heat of vaporization
The difference between HHV and LLV depends upon the hydrogen content of the fuel.
LHV = HHV – 92.7 x % H2 (Btu/lb)
Examples of HHV and LHV for Various Fuels
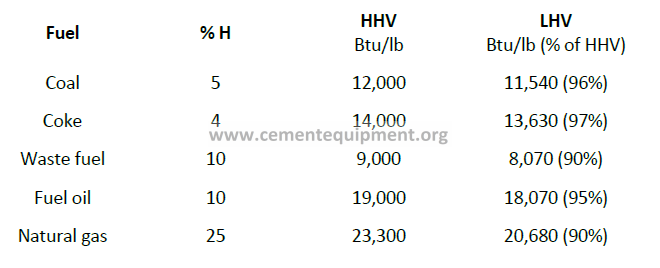
SOLID FUELS
Coal, oil, gas and in recent years, petroleum coke are the main fuels used in cement kilns.
Coals are judged on what is called an proximate analysis which tells the percentage moisture, volatile matter, fixed carbon, ash, sulfur, and heat value.
Coal is very complicated in structure, containing carbon, hydrogen, oxygen, nitrogen and sulfur in various stages of combinations.
With the application of heat, these substances from various combustible gases are classed as volatile matter. It is the first constituent of the coal to be liberated on heating.
The carbon that remains after the volatile matter is driven off is called fixed carbon.
Combustion is the chemical combination of oxygen with certain elements of the fuel to form compounds with the release of heat. See figure below.
Every combustible substance has what is called an ignition temperature.
This is the temperature to which it must be raised before chemical combinations with oxygen or combustion will take place.
These combinations liberate definite amounts of heat depending on the elements entering into the combinations.
The principal combustible elements in coal are carbon and hydrogen. Any sulfur present is also combustible, but is of minor importance from a heat standpoint.
The chief non-combustible elements in coal are silica, alumina and iron which form the ash
.
Bomb Calorimeter
The heat value of coal can be determined by using the bomb calorimeter. A precise amount of dry coal is fired in an oxygen atmosphere in a sealed container which is immersed in a water bath. The change in temperature of the water is measured and knowing the specific heat of water (1.0 Btu/lbm*oF) the heat content of the coal is determined.
Volatile Matter (VM)
Portion of solid fuel liberated as gases and vapors, when it is heated in the absence of air. (result from thermal decomposition)
For good coal: VM = 30 – 35%
For fluid coke: VM = 5 – 6%
Combustion start to be difficult when VM < 15%
Fixed Carbon (FC)
Residue left after volatile matter is driven off.
FC = 100 – (VM + Ash + Moisture)
For bituminous coal: FC = 40 – 60%
Coke: FC = 75 – 85%
Ash
Residue remaining after the fuel has been burnt.
Composed of compounds of silicon, aluminum, iron and calcium Also some traces of Mg, Na, K and Ti.
Proximate Analysis
Determination of VM, FC, ash and moisture
Used for quick, preliminary appraisal of solid fuel
Ultimate Analysis
Quantitative determination of moisture, C, H, S, O and N
DRYING, GRINDING AND FIRING SOLID FUELS
Ball Mill or Roller Mills are used. Air from cooler / air heater / pre-heater exit is used for drying.
The drying systems can be; (Figure # 1, 2, 3)
-Direct
-Semi-direct
-Indirect
Comparison of fuel drying system :
Direct
-Simple operation
-Relatively safe
-Primary air is high (30-35%) All moisture to kiln
-Result in high heat consumption
-Lowest capital cost
Semi-direct
-Most difficult to operate
-Safer than indirect
-Primary air is low but all moisture to kiln
-Heat penalty is lower than direct
-Capital cost is in between direct and indirect
Semi-direct
-Most difficult to operate
-Safer than indirect
-Primary air is low but all moisture to kiln
-Heat penalty is lower than direct
-Capital cost is in between direct and indirect
Liquid Fuels
-Essentially composed of C, H, and S
-Evaporation at 200-300oC or 572oF
-Atomization promotes evaporation
-Classified according to:
-Viscosity (measure of internal friction)
-Specific gravity
-Heating value
Gaseous Fuels
Natural gas most commonly used (95% methane)
No preparation required for firing
Minimum ignition temperature (+/- 650oC or 1200oF)
Very little primary air is required
Injected at high pressure (i.e. high tip velocity) to promote turbulence
Comparison of the Three Major Fuels
Coal
Installation is expensive
Can be stored in large storage capacity
Radiant flame
Ash can be used as a raw material
Cheap
Noisy and dirty
Risk of explosion and fire
Quality can vary (% H2O & Ash)
Oil
Installation is simple
Storage capacity depends on refinery
Radiant flame
n/a
Expensive
Depend on refinery
n/a
Quality is constant
Reactions
Natural Gas
Installation is simple No storage
Non-radiant flame
n/a
Expensive
Clean
Flame control reacts
Quality is constan
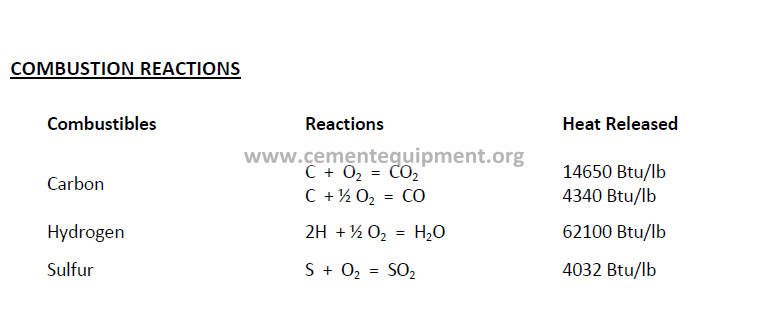
Non-Combustibles (Ash)
It must be treated as a raw material in raw mix
-Silica (SiO2)
-Alumina (Al2O3)
-Iron (Fe2O3)
BASIC PRINCIPLES
SYSTEM OF UNITS
The fundamental quantities to be measured are;
-Length
-Mass
-Time Temperature
All other quantities that need to be measured can be expressed in terms of above quantities.
That’s the great learning for cement plant peoples