Contents
The Retention Time Myth
to Download the Book of KPI in cement Industry and more than 12 expert books in cement industry kindly click here
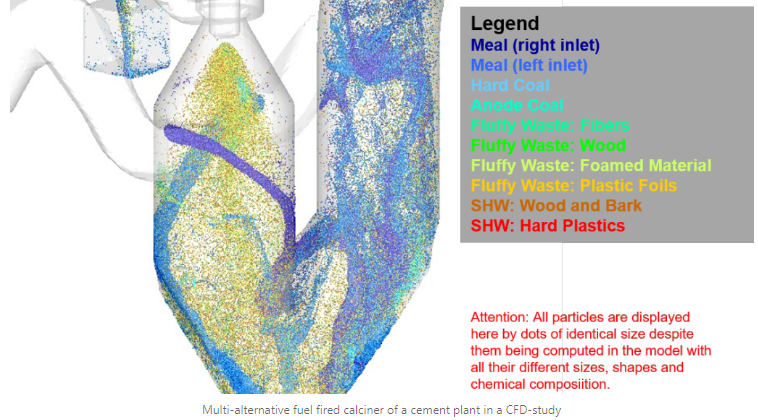
Since the beginning of the alternative fuel burning in cement plant calciners, the suitability of calciners to burn alternative fuels has been rated by their retention time. Latest knowledge on the process inside this core-equipment of modern cement plants shows that this common practice of the industry turns out to be inappropriate and insufficient. The underlying assumption for that established “rule-of-thumb” is, that everything inside the calciner flows homogeneously through this vessel and consequently will have the same retention time. This assumption was eligible in former times, when the particles fed to the calciner have been ground to sizes below 100 µm, which made them follow the gas flow swiftly. But when lumpy secondary fuels are introduced into the gas flow it is easy to understand that their flow differs largely from the gas flow. The picture above clearly shows the difference in flow behavior of several different alternative fuels in a calciner. First their inertia from the feeding port has to be overcome to align their flow with the gas flow and then their inertia and weight de-couples them from the surrounding gas also further downstream. CFD-computations with accurate modelling of these particle-gas-effects clearly show what every layman would also expect to happen with lumpy particles inside a gas flow: gas and particles flow differently which can lead to very different retention times.
Why is that so important? Because these lumpy secondary fuels need retention time for their burn-out. So finally, the amount of alternative fuels to be burned will be limited by the realizable retention time for the lumpy fuels. In other words, the pneumatic behavior and the burn-out behavior have to be tuned in such a way that optimal burnout is given when the AF particles exit the calciner. Interestingly, these two characteristics do not coincide in all cases as this picture illustrates:

Even though particles of class 4 have the longest retention time, their burnout is less complete than for the particle of classes 1 and 2. On the other hand, particles of class 3 are smaller and have a shorter retention time, but their burnout is identical to the class 4 particles. As the AF particles also come in size distributions rather than in distinct sizes, ther are usually particles, which are small enough to be carried with the gas flow but too big to burn out during their retention time, whereas slightly bigger particles decouple from the gas flow stronger, have a longer retention time and burnout more completely. This knowledge from detailed investigation of the flow and combustion behavior of lumpy alternative fuels shows, that the optimization of calciners for maximized substitution rates can only be found by detailed evaluation of the individual particles behavior. Only this allows finding the right injection ports and the best suited geometries for the calciners.
The next issue of the ZKG (7/8 2019) journal will feature an interesting article on this subject by the author and his colleague Matthias Schumacher on these subjects and what this means for the design of calciners. It will also present results of combustion test for different types of alternative fuels. It may change the way we cement process engineers look at our calciner designs.
aixergee can compute the multi-phase flow in a calciner with all its coupled combustion and calcination processes. All particles can be evaluated individually which allows finding the best process design for maximized alternative fuel burning.
Published by
