Contents
Process Training Ball Mill
INTRODUCTION
Comminution is a major unit operation in a cement plant, accounting for about 50- 75 % of the total plant energy consumption.
Fine grinding in general is extremely inefficient. The better mills on the market have an efficiency of about 8-9 % which means that only 8-9 % of the energy results in grinding and the majority is converted mainly into heat. The ball mill has the worst efficiency of all types of mills on the market. Just 4 % of the energy is used for comminution. Nevertheless when grinding is required the ball mill is the most accepted element in the cement grinding. The reasons are high reliability, the good possibility of gypsum dehydration, “simple” operation (does not necessarily mean efficient) and the easy to maintain construction.
BALL MILL OPERATION
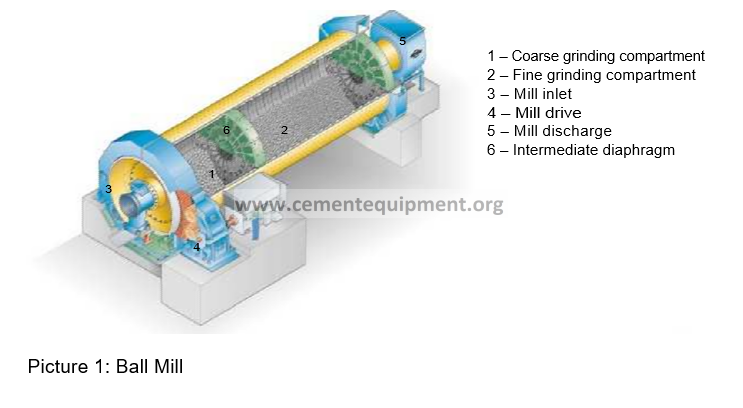
Ball mills for finish grinding cement usually consist of two compartments. An intermediate diaphragm separates both compartments from each other. The 1. compartment is filled with coarser balls and lifting liners and is supposed to pre- grind coarser particles. The 2. compartment is the fine grinding chamber and is equipped with a finer ball charge and classifying liners. Classifying liners ensure, that the ball charge is segregated and coarser balls accumulate at the beginning of the compartment and fine balls toward the end. That ensures that the finer the material gets the finer the grinding balls become.
Ball movement
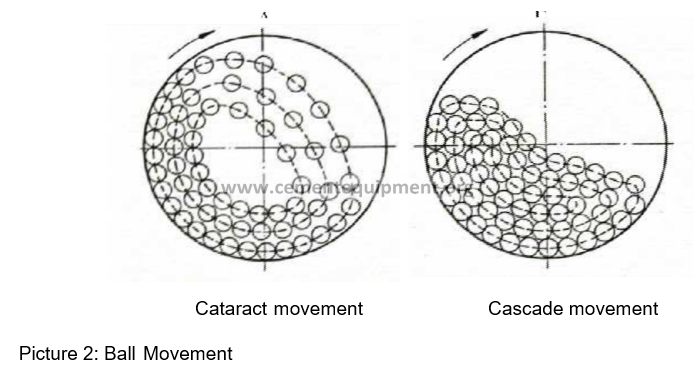
Depending on the type of grinding required, two types of ball movement are distinguished:
- Cataract movement (grinding because of impact and friction)
- Cascade movement (grinding because of friction)
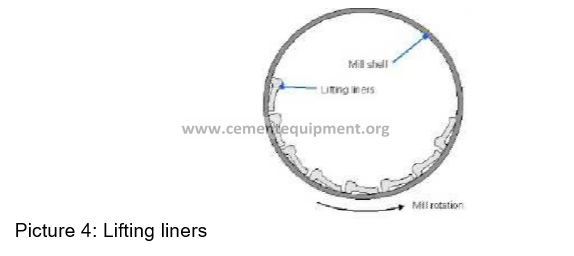
At the cataract movement balls are lifted higher and more balls are ejected from the surface at the top of the mill. These balls fall freely. Grinding takes place mainly because of the impact forces. Cataract movement is used for coarse grinding in the 1. compartment. Lifting liners in this compartment assist the cataract movement.
Cascade movement is used in the fine grinding compartment. The balls are carried up by friction and roll down at the surface. Grinding takes place mainly because of friction.
The movement of balls depends on:
- Mill speed
- Ball charge
- Liner shape
- Mill diameter
Mill speed
The speed of a ball mill is often expressed as the percentage of critical speed. The critical speed is attained when the centrifugal force is that high that all balls are sticking to the mill wall and rotate with the mill. Depending on the application,normal operating speeds of finish grinding cement mills range around 75 % of critical speed.
The critical speed is a function of the mill diameter and can be calculated as:

Since the majority of the cement mills are operating with approx. 75 % of the critical speed, the operating speed can be calculated as:
Ball Charge
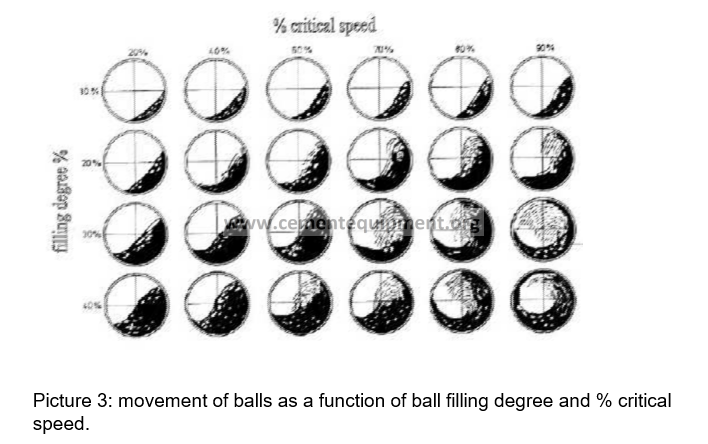
Ball mills for cement grinding usually operate with a filling degree between 25 and 35 %. The filling degree is defined as the volume of the grinding media (balls) as a percentage of the total mill volume. Since mill speed, liner shape and mill diameter are usually unchangeable parameters, the only adjustment in a mill can be made with filling level and ball size distribution.Picture 3 shows the movement of balls as a function of filling degree and % critical speed.
Liner Shape
For two compartment mills the most frequently used liners in the cement industry are lifting liners for the coarse grinding compartment and classifying (segregation) liners for the fine grinding compartment. Single compartment mills can be equipped with lifting or classifying liners depending on the particle size of the feed material.
Lifting liners are generally used to lift the grinding media high enough to allow the impact effect required for the coarse grinding.
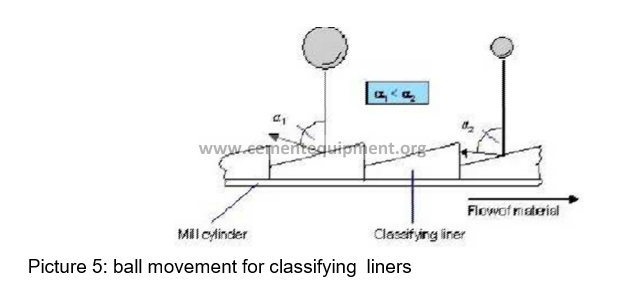
The principle of the classifying liners is that the shape of liners causes a classification of the grinding ball sizes, resulting in a decrease in size along the grinding path. Since finer material requires finer balls the mill efficiency is usually being increased when using classifying liners. The lifting effect need not be so pronounced for the fine grinding compartment, since friction is more important than impact for fine grinding. Picture 5 indicates the principle of classifying in the 2nd compartment. Because of larger impact forces, bigger balls are bouncing off the liners more than smaller balls. Therefore, bigger balls are moving opposite the material flow in the direction of the intermediate diaphragm or mill inlet (if only one compartment). Smaller ball have a smaller impact force and stay at their location or even being pushed towards the discharge of the ball mil.
Drive Power Requirement
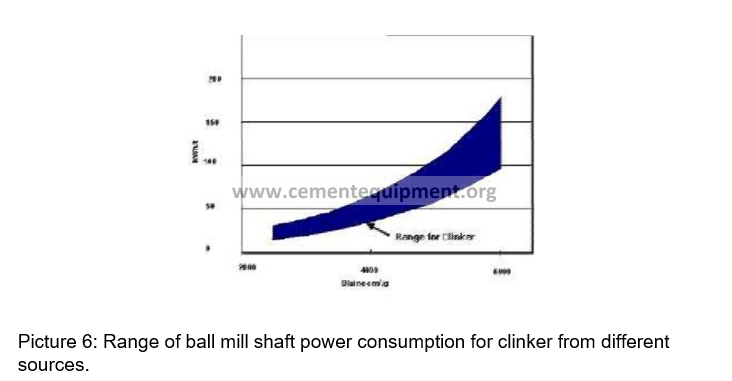
The capacity of a system depends on the grindability of the clinker and the fineness it is ground to. Picture 6 shows the power consumption of clinker from different sources as a function from the fineness.
The power consumption of the mill shaft is calculated as the product of the grindability and the product capacity.
Pshaft = w x M
Pshaft – mill shaft power (kW)
w – grindability (kWh/t)
M – Capacity (t/h)
In order to calculate the power at the counter, the drive efficiency is required.
Pcounter = Pshaft / drive eff.
Pcounter – power indicated at mill counter (kW) Drive eff. – drive efficiency
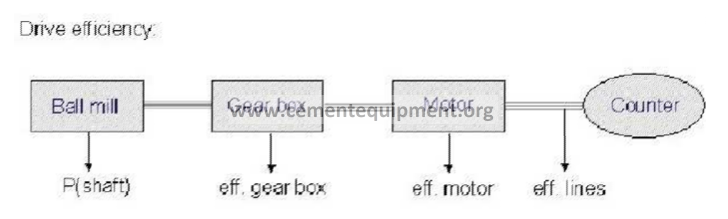
The drive efficiency is the product of the gear box efficiency, the motor efficiency and the line efficiencies.
drive eff. = eff.gear box x eff.motor x eff.lines
Material Cooling
Most cement plants have restrictions with regards to their finish cement temperature, which should in a lot of cases not exceed 160 F (71 DEG C). Since in most cases the feed temperature of clinker is higher than 220 F (104 DEG C) and a ball mill creates additional heat, because of its inefficiency, additional cooling is required.
There are three possible ways of cooling the cement:
- Cement cooler (if applicable)
- By water, i.e. injection of water into the mill
- By air in the ball mill and separator
Since a cement cooler is an additional piece of equipment cooling by water and air is favored.
Spraying water into a finish mill for cooling is a common procedure. However, the problem is to find the right amount of water. What most people do not know is that too much water can even increase the mill exit temperature and in the worst case can build up water in the mill, condensate in mill and mill vent duct and cementate the filter bags.
For estimation purposes, the amount of water should not exceed 2-3 % of the fresh feed rate.
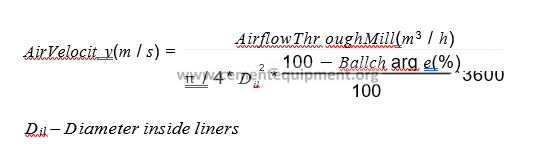
Air is used for cooling in the mill and the separator w/o cyclones. The air velocity in the mill is based on the open area above the ball charge and should not exceed
- 2 m/s when grinding to 3000 Blaine
- 5 m/s when grinding to 3500 Blaine
The max. airflow through the separator depends on the size and is also described in the operation manual.
Control of ball mills
- Mill Feed
The major feature for controlling grinding plants operating in closed circuit with a high efficiency separator is that the quantity of material fed to the mill (fresh feed+ separator grits) remains constant. The purpose of this is to ensure that the quantity of material in the grinding compartments is kept at a uniform level, thus preventing over or under filing of the mill. Keeping the mill feed on a constant level ensures that the separator feed remains constant. Therefore fluctuations in product fineness and product quality can be avoided.
Mill Feed + Separator Rejects = Constant
- Sound level detector
Sound level detectors are used to control the mill filling. The mill makes a deader and quieter noise as the quantity of material in the compartments increase. If the sound pressure emitted decreases from the normal operation value, the supply of fresh feed must be throttled.
- Bucket Elevator KW (HP)
Since in most finish cement grinding plants the material circulation is maintained mechanically by bucket elevators, the elevator KW or current (Amps) consumption of the drive is used for control purposes. An increased current consumption is indicative of an increasing material level in the mill, which would make it necessary to reduce the fresh material flow.
BALL MILL AND SEPARATOR INSPECTION AND AUDIT
In order to determine the efficiency of a ball mill system and be able to point out inconsistencies and problems, regular inspections and process audits are recommended.
- Inspections
- Material level and distribution
- Grinding media and charge
- Shell liners and diaphragm
- Water injection and grinding aid lances
- Separator wear
- Guide vanes setting
- Audits
- Longitudinal sample
- Separator samples
- Temperature, pressure and air flow measurements Inspections
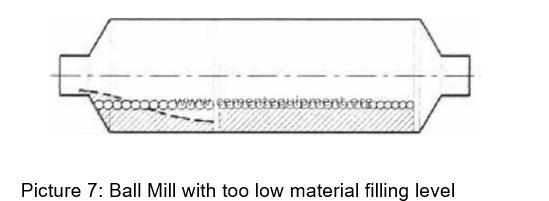
Material level and distribution
The Material level in a ball mill is too low if:
1st Compartment: No material is visible over the entire length of the grinding chamber
2nd Compartment: No material is visible on the surface of the grinding media charge.
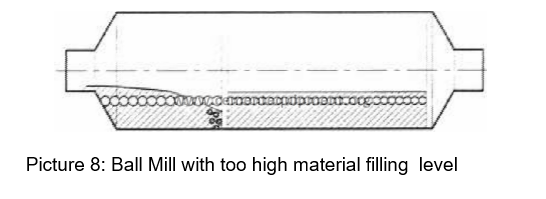
The material level in a ball mill is too high if:
1st Compartment: Large quantities of material accumulate above and between the grinding media and larger pieces of material can be found in front of the intermediate diaphragm
2nd Compartment: If the grinding media is covered with a 50 to 100 mm thick layer.
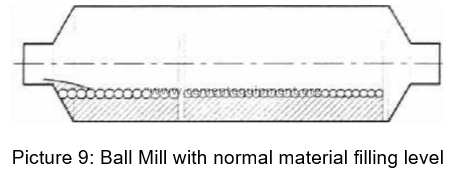
The material level in a ball mill is normal if:
1st Compartment: Approx. 1/3 of the grinding ball surface lies bare and the grinding balls are lying next to each other with material laying in the space between.
2nd Compartment: if the grinding balls are just projecting on the surface or are
just covered with material.
Grinding media and charge
Following points have to be checked for the grinding media and charge:
- Ball size distribution and ball classification in the 2 nd compartment (if mill is equipped with segregation liners)
- Shape of grinding balls (worn and/or broken balls) as well as foreign bodies in the ball charge
- Measurement of ball filling level in the empty mill
- Coating of grinding balls
The ball filling level can be measured by measuring three parameters (Picture 10):
- Height above ball charge – h
- String above ball charge – s
- Amount of free liner plates – FP
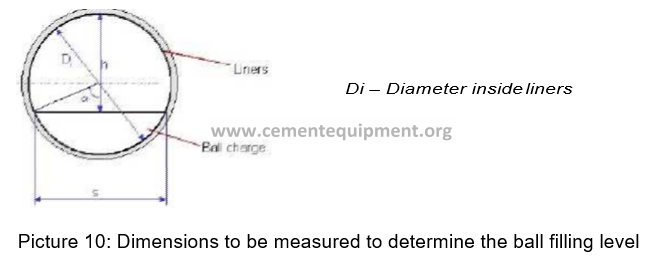
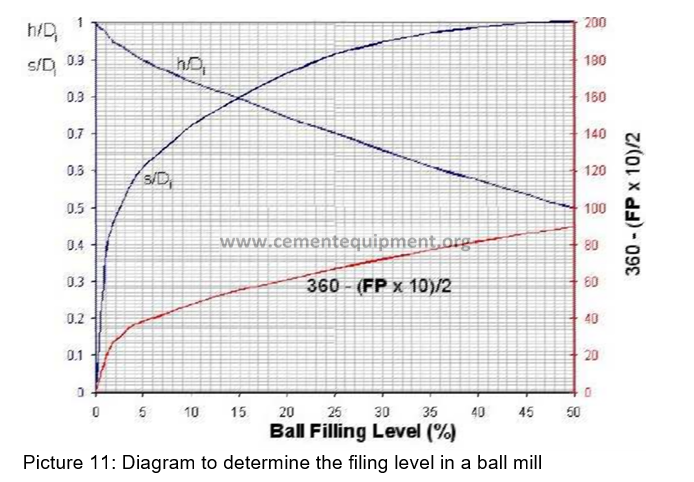
With the help of the diagram (Picture 11) the filling level of a ball mill can be determined:
Shell liners and diaphragm
When inspecting liners and diaphragm the attention should be drawn at:
- Worn liners
- Broken liners
- Material coating at liners
- Plugged slotted plates
Because the cataract movement and the much coarser ball charge in the 1 st compartment, lifting liners wear out faster than classifying liners. While the lifetime of lifting liners is around 25,000 h, classifying liners can last double as long. Inspection of the liners is important since worn out liners can reduce the mill capacity significantly. Especially also broken or heavily damaged liners should be replaced immediately since they can cause damage to the mill shell.
Coating at the liners will impair the production rate of the mill. Coating can be caused if too much water is sprayed into the mill and water condensates at the mill liners. Precautions to avoid coating are to ensure a sufficient venting of the mill as well as to reduce the water spray.
A sufficient mill venting can be impaired by plugged slotted plates of the intermediate diaphragm. If 10 % or more of the diaphragm is plugged by balls or material it has to be cleaned.
Water injection and grinding aid lances
Grinding aid lances should be inspected for:
- Damages by balls
- Plugging by material
- Operation of cleaning air
Separator wear
Separator wear can occur especially at the housing, grit cone, guide vanes, rotor blades, and rotor seal. If unequal wear occurs at the rotor blades the louvers of the inlet damper has to be adjusted individually in order to ensure an equal velocity at all 3 separator air inlet channels.
Wear at the rotor seal can lead to an impair of the product quality since coarser particles can slip into gaps in the seal. In this case the gap would have to be reduced or the seal replaced.
Guide vanes setting
Picture 12 shows the arrangement of guide vanes for different rotor rotations. Although, the clockwise rotation is the most common, sometimes the general arrangement requires the use of a counter clockwise rotating separator. The guide vanes should be fixed pointing towards the direction of the rotor rotation.
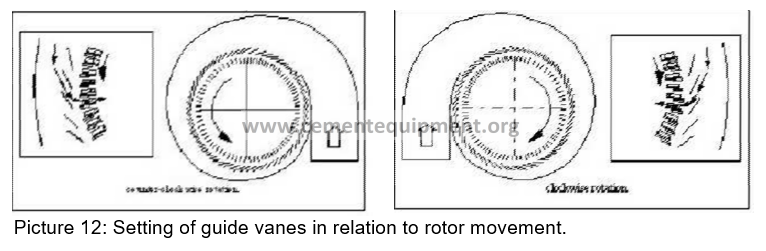
The angle of the guide vanes can influence the product fineness. The more the guide vanes are opened, the coarser the product will get. Therefore, cement companies which produce a large spectrum of different Blaine cements in one mill often install automatically adjustable guide vanes in order to be able to control the product fineness not only with the airflow through the separator and rotor speed, but also by resetting the guide vanes.
However, usually no electrical the guide vane adjustment is required and the vanes are preset during commissioning.
Audits
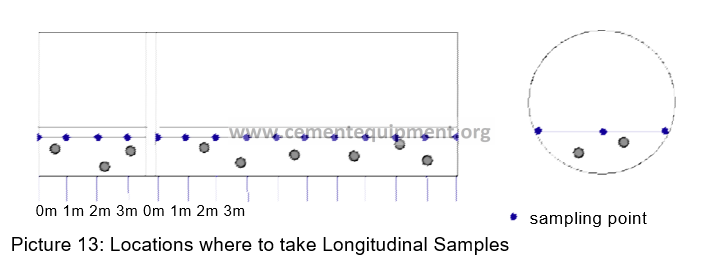
Longitudinal samples
To determine the efficiency of material comminution and to correct the grinding media charge, longitudinal samples are taken every meter (3 ft) along the length of a mill.
Preconditions for taking meter samples:
- The mill has to be operated in stable condition and at the maximum throughput
- The mill is stopped with ”EMERGENCY OFF”, which means all auxiliary equipment like separator, fan’s and conveyors have to be stopped at the same time. In order to cool down the ball mill quicker the mill vent fan might be restarted with reduced airflow and a damper opening of 10 %.
- After-rotation of the mill should be avoided if possible, as otherwise a correct assessment of the material load in the grinding chambers is
Sampling:
- Samples are taken from the grinding chamber at one-meter distances
- The residues can determined on 15, 10, 7, 3, 1, 0.5, 0.2 and 0.09 mm (or similar sieves )
- The specific surface (Blaine) of the samples taken from the 2 nd compartment should be additionally determined
- Sample quantities of at least 1kg from the coarse grinding chamber and 0.1kg from the fine grinding chamber have to be taken
- The material samples are taken from a depth of approx. 1 to 2 cm below the material surface since fine dust will settle and therefore, could falsify the results
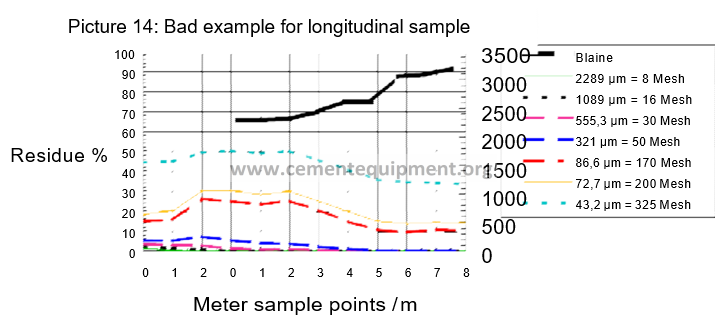
Grinding diagram:
- The residue values established by screening the meter samples are entered into a diagram (% of residue in dependence on the grinding chamber length).
- From the shape of the curve, the grinding process in the mill can be determined.
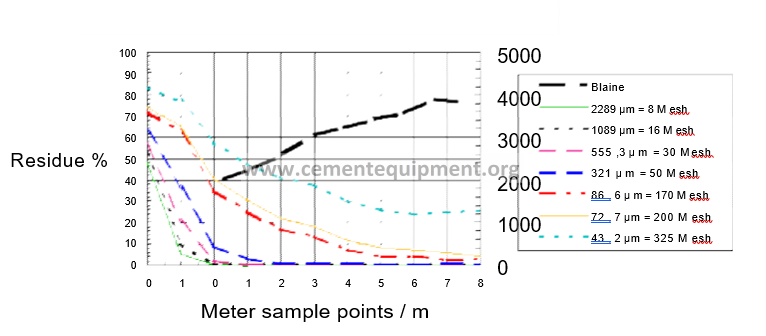
Picture 14 and 15 show examples of mills operating with a good and bad efficiency. The coloured lines indicate the residue of the samples taken each 1m (3 ft) along the grinding path. The bolt black line indicates the Blaine development in the 2nd compartment.
At the first mill which has a not bad meter sample and which operates with a low efficiency, there is no drop in residue to be seen in the first few meters of the mill. Even after the material enters the second compartment there is no immediate drop in residue or increase in Blaine visible. The only grinding takes place after the second meter of the 2 nd compartment. After that the Blaine starts rising from approx. 2250 to 3000 Blaine. The majority of grinding work is being accomplished in the second
SEPOL SEPARATOR
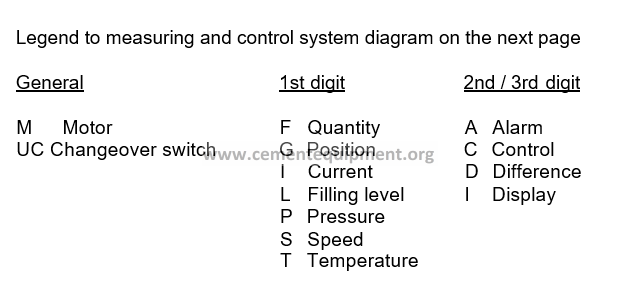
- Measurement and control equipment
The measurement and control loops, which are necessary for plant safety and machine protection, are comprehensively described in the machine manual and the process functional diagrams, as are the interlocks.
As this section of the commissioning guideline is concerned with optimising the operation of grinding equipment and separator, the equipment and process variables which are relevant for process monitoring and control are of particular interest. Those which are absolutely essential are shown in the measurement and control system diagram on the next page. A further overview is provided in the chapter “records of operation” and they are also contained in the appended proposal for a mill log sheet.
For process control purposes, the control loop “new feed material (F) + tailings (G) = constant” is important. To achieve further stabilisation, the bucket elevator kW and/or the noise-level measurement can also be added as controlled variables if necessary.
Apart from the setting of the new material quantity F (clinker and gypsum, additives), there are possibilities to intervene and adjust at the separator (via the speed) and at the fans (by adjusting the flaps or the speed). The equipment thus permits simple and quick alteration of the finished product fineness and quality.
As high or varying temperature of the new feed material (generally the clinker) has a negative effect on the grinding process (poor cement setting, decrease of performance, rough running), it is recommendable in such cases to keep the temperature of the mill exit air constant at a suitable value by letting in fresh air or by dosing water into the mill. In the case of wet additives, on the other hand, it may be necessary to heat the system. However, such a control loop only works satisfactorily if it is set to be very slow-reacting.
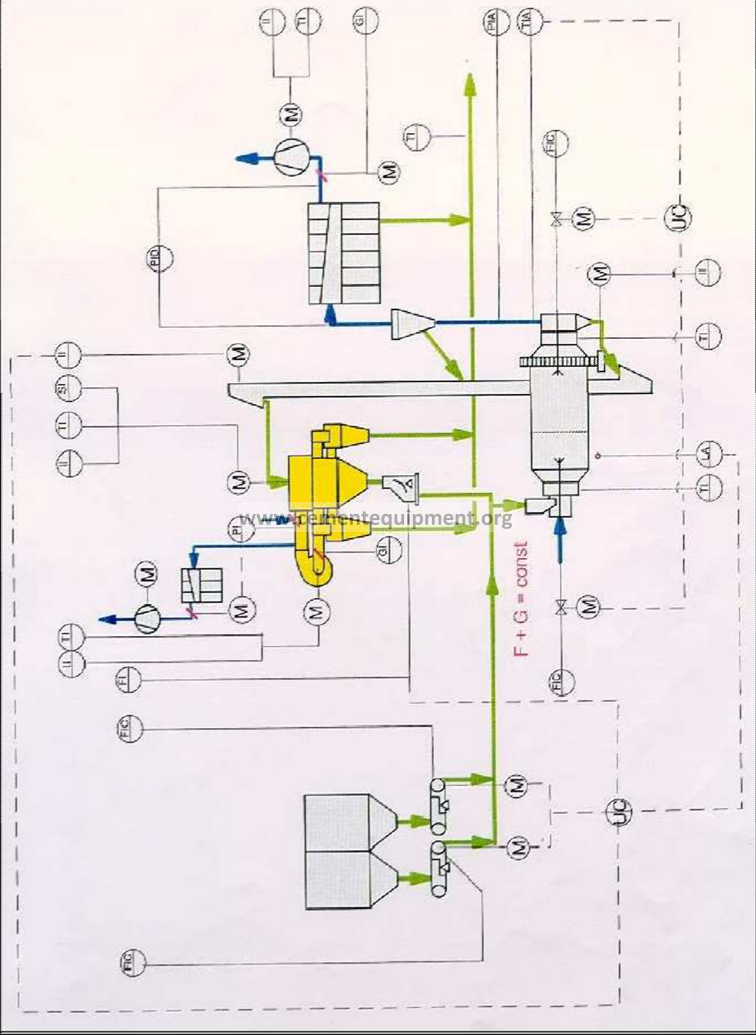
Picture 16: Ball Mill System Control Loops
. Optimisation of the SEPOL and the grinding process
Starting from the basic setting, the parameters are varied step by step with the objective of optimising the separator. The parameters can be altered in 5 ways, by
– changing the rotor speed
– changing the volume of separating air
– changing the setting angle of the guide vanes
– changing the separating air distribution at the separator inlet
– adjusting the separator dedusting.
It is a general rule that only one parameter must be changed at any one time, in order to permit clear assignment of the result achieved to the measure taken. After a parameter has been changed, the system must be allowed time to stabilise again. A stable operating state is reached after approx. 1 hour.
The optimisation measures must be accompanied by the taking and analysis of finished material samples, in order to check the effects and the tendency of the altered settings. If necessary, all-point samples will have to be taken and analysed, in order to obtain a better insight into the working of the separator.
The following individual adjustment measures can be employed: 1. Alteration of the rotor speed
The fineness is mainly regulated via the rotor speed.
| The following applies: | ||
| Increase in rotor speed | = | product gets finer |
| Reduction in rotor speed | = | product gets coarser |
- Alteration of the volume of separating air
As a general rule, the separator achieves the maximum possible throughput and the best possible efficiency at the maximum volume of separating air. If the volume of separating air is reduced, the product becomes finer, and the throughput and efficiency are lower. It might in some cases be subsequently found that the volume of separating air is insufficient, so that a fresh-air flap has to be installed in the air duct between the circulating air fan and the separator. If this done, care must be taken that the fan capacity is adequate with regard to air volume and pressure.
- Alteration of the setting angle of the guide vanes
| The following applies: | ||
| Guide vanes set more tangentially | = | Blaine residue ratio |
| (RRS grain size distribution | ||
| comes steeper) | ||
| Guide vanes set more radially | = | Blaine residue ratio worsens |
| (RRS grain size distribution curve becomes flatter) | ||
It is recommended that the adjustment be carried out in increments of 5-10°. It must be remembered that increasingly tangential setting of the guide vanes causes the pressure drop of the separator to rise and the volume of separating air to fall, which affects the throughput and the efficiency.
- Alteration of the separating air distribution at the separator inlet
The inlet spiral for the separating air supply is divided into 3 ducts. It is possible that the initially horizontal setting of the louvre dampers may have to be altered, in order to obtain a more uniform loading of the separating air with material and a better material distribution in the separating chamber.
- Adjusting the separator dedusting
The separator dedusting system must be so adjusted that a negative pressure of approx. 1 – 2 mbar prevails before the separator inlet.
It was already mentioned earlier in this guideline that it may be necessary to check the entire grinding plant. This is the case if the separator has the required separating characteristics, but the throughput is not right.
The first step is certainly to check the dosing and weighing devices. If the cause is not to be found there, metre sampling of the mill charge and a mill inspection must be made, in order to obtain a clear picture of the efficiency of the grinding process. In some cases, all that is needed is an adjustment of the grinding media grading in compartments I and II and/or increasing the ball charge of the mill (provided the drive unit permits). However, more extensive measures may be required, such as cleaning the slotted diaphragms, widening the slots of the diaphragms, or emptying the mill and refilling it with a differently graded ball charge. An adjustable intermediate diaphragm allows the material level in compartment I to be controlled.
To find out the cause it may be necessary to test the grindability of the clinker, as it is possible that its physical properties have changed and thus led to a more difficult grindability.
- Assessment criteria for high-efficiency separators
Investigations of closed circuit grinding systems with separators have shown that the separator efficiency and sharpness of separation have a significant influence on the grinding capacity and product quality of a grinding plant.
For the working of a separator and the quality of the sharpness of separation, the following assessment criteria are significant:
- granulometric distribution (RRS diagram)
- recycle ratio of the separator
- separator efficiency
- sharpness of separation (Tromp curve)
In addition, the separator material flows S A, SF, SG must be recorded and the fineness of the material samples from these flows must be analysed (a, f, g).
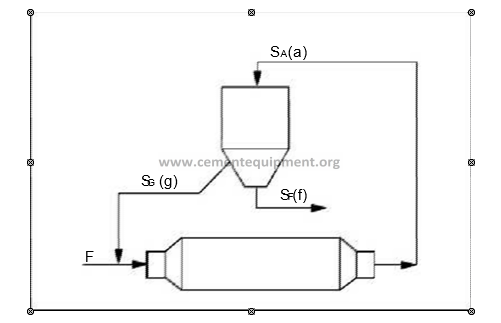
Picture 17: Separator feed and products
Before the sampling, the separator must be kept in a stable operating condition for at least 1 hour. “A stable operating condition” means:
- constant feed rate
- constant rotor speed
- constant air volume/fan speed/damper position
- circulating material quantity as constant as possible
The samples should be approx. 1 kg and they should, if possible, be taken simultaneously. The fine material samples required for analysis must be taken from beneath the collection cyclone (operation with circulating air) or downstream of the fine material filter (bypass operation). In operation with circulating air, a mean sample of all collection cyclones must be analysed (please consult the preceding chapter for the required sampling when proving the grinding plant’s warranty value achievement).
To improve the grinding and separating capacity (avoidance of capacity losses by preventing agglomeration) grinding aids are used, especially when producing cements of higher fineness (> 3500 cm 2 /g). Glycols (e.g. ethylene glycol, propylene glycol) ethanolamines (e.g. triethanol amine) are particularly effective grinding aids. Usually, less than 0.05% by quantity is added.
It is most practical for the grinding aid to be added to the feed material upstream of the tube mill.
- Assessment criteria, Basis for calculations and method of representation Assessment of the working of a separator takes place on the basis of the quantities of material at the separator and their spec. surface and/or granulometric
The quantities of material for separator feed SA [t/h] separator fines SF [t/h] separator tailings SG [t/h]can be determined on the basis of the setting values (dosing and weighing facilities) and the operating data.
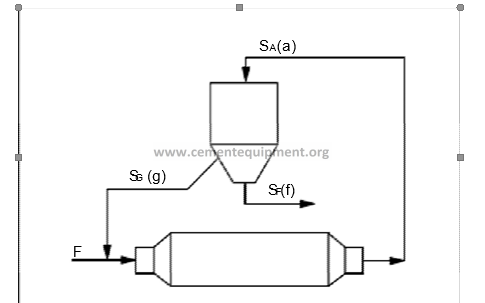
Picture 18: Separator feed and products
The spec. surface is determined as the Blaine value (cm²/g n. Bl.) of the individual quantities of material S A, SF and SG using the Blaine apparatus, whereby:
BlA = Blaine feed material
| BlF | = | Blaine | fine material |
| BlG | = | Blaine | tailings |
For the granulometric distribution, the amounts of material passing screen are determined for particular grain classes.
| ai | = | % of separator feed material passing screen on screen size i |
| fi | = | % of separator fines passing screen on screen size i |
| gi | = | % of separator tailings passing screen on screen size i |
For a rough assessment, the screenings are carried out on the following screen sizes (if available):
0.200 mm
0.090 mm
0.063 mm
0.045 mm
0.032 mm
For representation in the RRS diagram and determination of the Tromp curve a finer classification of the grain size distribution and possibly a broader grain-size range is required. Then the granulometric distribution is determined by means of screen analysis, laser analysis or sedimentation analysis.
- Granulometric distribution in the RRS diagram
In the RRS diagram, the finenesses Ri and Di [%] are shown in a double logarithmic representation over the grain sizes d i [µm, mm]. For the 3 separator material quantities, 3 grain size distribution curves are obtained. The position and course of these curves provide information about the quality of the separation.
The steeper the course of the product’s grain size distribution curve (measured against the horizontal), the narrower is its granulometric distribution. This means that there is no large portion of coarse particles and also no large portion of excessively fine material.
Products with a steep course of the grain size distribution curve are produced in grinding plants which are equipped with highly selective separators.
Products which are ground in open circuit or in plants which are not equipped with highly selective separators normally have a relatively flat grain size distribution curve.
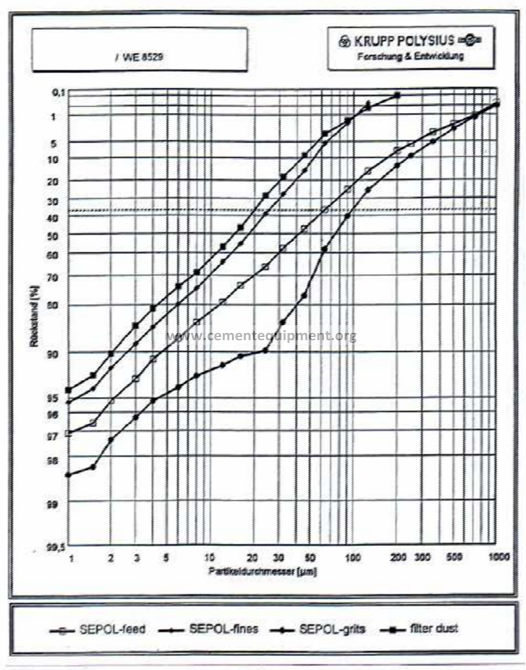
Picture 19: PSD Separator feed and products
- Recycle ratio of the separator
To determine the recycle ratio of the plant, the feed material quantity entering the separator is divided by the fine material quantity produced.
- Separator efficiency ηi The separator efficiency is a measure of the effectiveness of the separation. Thehigher the separator efficiency, the more fine material is separated from the separator feed material. This means that less fine material is returned with the separator tailings to the grinding process. This results in a higher efficiency of the total grinding plant. The efficiency of the separator relates as a general rule to a specific grain size, “ i “or calculating the efficiency, the amount of material passing screen “ i ” is used. The following equations apply:
The term “separator efficiency” actually describes the ratio of the proportion of a specific grain size in the finished material to the proportion of this grain size in the feed material. It characterises what proportion of a grain size goes into the finished material and what proportion is returned with the tailings to the grinding process.
- Separation curve acc. to Tromp
Exact critical examination of the separator efficiency (sharpness of separation) takes place on the basis of the Tromp curve.
This curve is calculated from the percentages by weight of the individual grain-size fractions (the more fractions are measured the more accurate is the result) in the three separator material flows: feed, tailings and fines. The result of the calculation is a selectivity factor (weight by %) for a specific grain fraction. From the entered quantity of points, the function shown in the diagram: “selectivity factor (%) as a function of the grain size ( µm)” is obtained.
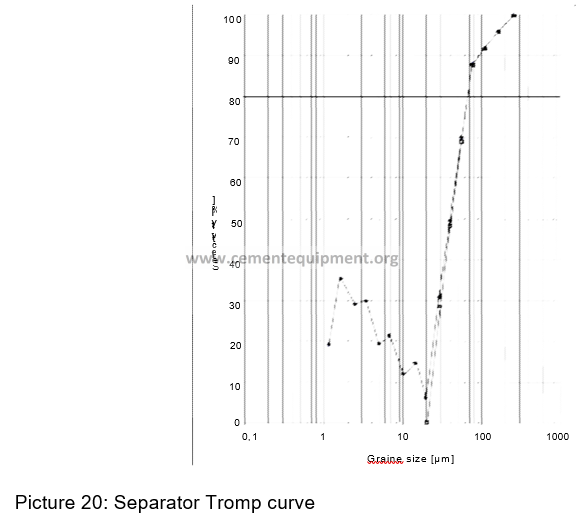
For each individual grain size of the separator feed material, the curve shows which percentage proportion (by weight) has gone into the tailings and which has gone into the finished material. The portion above the curve shows the amounts going into the finished material, while the portion below the curve shows the amounts going into the tailings.
For assessing the sharpness of separation of the separator, the important points are the steepness of the Tromp curve and its position in the diagram.
The steeper the course of the curve (right-hand branch), the more efficiently the separator has classified the material, i.e. the more coarse particles are in the tailings and the more fine particles are in the fines. An ideal curve would run horizontally at selectivity factor 100 % in the coarse range until the required separating size is reached, and would then fall vertically and run at selectivity factor 0 % in the fine range. This would mean that all the particles in the feed material which are larger than the “cut size” have gone into the tailings and all the smaller particles have gone into the fines.
In order to have a measure for the steepness of the Tromp curve, the κ (Kappa) value was introduced. Depending on the used index, this value indicates the ratio of two percentage portions of two grain sizes. It is also customary to state values for κ2 5/75 and κ3 5/65. The larger these values, the steeper is the course of the right-hand branch of the Tromp curve.
The lowest point (minimum) of the Tromp curve is called the τ (Tau). At the grain size belonging to this selectivity factor the separator has reached its best efficiency (selectivity). From this point onwards, the left-hand branch of the curve starts to rise again, indicating by the increasing selectivity factors that the separator efficiency related to the finest grain sizes is falling. The lower the position of the left-hand branch and τ, the sharper the separation in the fine grain range. It would be ideal to have a τ = 0.
Apart from the τ, the τ50 determines the position of the Tromp curve in the diagram. This selectivity factor indicates the grain size d 50, which is 50 % in thetailings and 50 % in the fines. The smaller the d 50 value, the finer is the fine product of the separator, a point which must also be considered when assessing a Tromp curve.
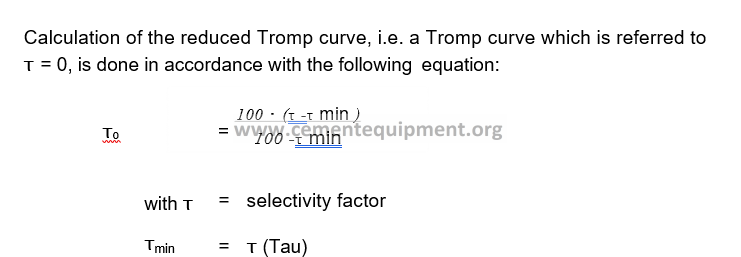
With the reduced Tromp curve it is possible to make a direct comparison of the sharpness of separation of different separators. The “reduced κ3 0/70 ” value forms the quotient from the grain sizes τo = 30 % and τo = 70 %.
- Representation of “recycle ratio U over τmin“
Another representation of great practical use is the graph “U over τmin“. In this graph, straight lines indicate and separate the sectors for high-efficiency
separators and conventional dynamic separators. The position of the point on this graph representing the pair of values “U, τmin“, which result from the quantities of material at the separator and the corresponding grain-size analyses,provides information on the separator’s sharpness of separation.
When a conventional dynamic separator is replaced by a high-efficiency separator like the SEPOL, the result is a reduction in the recycle ratio and a lower τmin for the same product fineness, provided that suitable adaptation measures are carried out on the grinding plant.
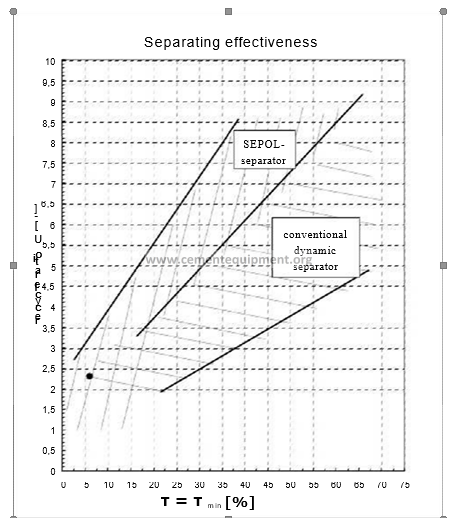
Picture 22: Performance of Separators 11. Maintenance and servicing
The maintenance and servicing measures for the SEPOL are: checking the bearing temperatures, the correct grease supply to the bearings, the vibrations (rotor and fan), the wear (separator, cyclones, fan, air duct) and the correct functioning of various other equipment (e.g. flap valves, oil cooler).
For the purpose of these checks it is not sufficient to just observe the control panel indications. Daily inspection tours of the grinding plant are far more important.
It is expedient to draw up a checklist of maintenance and servicing measures for the SEPOL, which should be integrated into the general maintenance programme. A precondition for efficient maintenance and servicing is, of course, good accessibility of all equipment.
Sir good day, I would like to I quire if you offer some webinar?