Contents
- Fully Understand The Situation
- Know What Must Be Done During This Emergency Condition
- The Decision Taken Must Be Applied Quickly and Properly
- Understand the consequences of any action might be taken
Emergency Condition In Any Rotary Cement Kiln Are:
1-Red Spot On Kiln Shell
2-Refractory material fell down and lost in any part of the kiln system
3-Burning zone temperature dangerously very high
4-Dangerously high kiln inlet temperature
5-Unburned raw material in the kiln outlet and cooler
6-Main burner flame shape is distorted
7-Failure of precalciner burner or burners
8-Failure of by-pass system
9-High kiln-hood positive pressure
10-Red-hot clinker coming out from the cooler
11-Cooler drive or clinker transportation stopped
12-Snow man in the first stage of the cooler
13-Rush of clinker materials in the kiln
14-Power failure
15-Loss of kiln feed
16-Preheater cyclones blocking with feed material
Red Spot On The Kiln Shell
- Red Spot indicates loss of bricks in kiln different zones
- Some of this Red Spots can be dealt with and disappear
- While other Red Spots will be persistent and will lead to eventual kiln shut down
The danger of operation with red spots especially in very hot countries lead to:
- Severe damage to the kiln shell
- The shell can be punctured in the end
Red spots are diagnosed by:
- Visual inspection
- Temperature over 480ºC on shell scanner or hand pyrometer
- Bricks found with clinker either in the burning zone or with clinker on the clinker conveyor.
Action To Be Taken In Case Of: The Red Spot is located in upper transition zone or in the burning zone
- Continue normal operation of the kiln
- Start cooling this spot with fans
- Shorten the flame to bring the black feed area under the burner nearer or over the red spot to try to form a new coating inside the area empty from bricks
- Keep the burning zone temperature at its normal range
- Try in the period after the disappeared of this red spots to have easy to burn kiln feed.
Action To Be Taken In Case Of: Large Red Spot especially if located under the tyre or very near to welding seams in the section of the tyre.
- Kiln should be immediately shutdown
How to make it never or rarely happen again:
- Be sure that there is no excessive overheating of the kiln-burning zone
- Be sure that flame doesn’t directly hit the brick or cause localized coating erosion.
- Try to minimize kiln shut down or upset conditions
- Install a high quality refractory bricks in the kiln & employ proper refractory installation techniques & methods with proper & professional supervision
Refractory fall down or lost in a part of kiln system
Falling of bricks in the following areas are potential reasons for stopping the kiln:
- Preheater Areas
- Kiln Inlet
- In Kiln before upper transition zone
- By Pass area before quenching air area
- Kiln fire hood
- Kiln nose ring
- Cooling end of kiln shell before the outlet nose ring
- Cooler walls in the hot zone area of the cooler
Detection of the area or areas where the brick lining or castables are lost can:
- Rapid rise in the area where the refractory is lost, until it becomes red hot and deformed.
- Area parallel to kiln axis, and the shell is very hot or red in this area
- Loose bricks are found with clinker on clinker transportation system
- Loose bricks are seen with the clinker bed in the burning-zone
- Thermal damage to the kiln shell or the steel structure of other areas and eventual loss of that parts with possibility of false air to the system and possibly hot material leakage to outside of the kiln system.
- The area where the refractory lining is lost will increase on area
How to prevent Refractory fall down:
- Procedure of installing bricks should be revised and the proper techniques and methods of applying refractory material in the kiln system.
- Quality of the refractory used in this area should be questioned and investigated
- Suppliers should be contacted for help if needed
- Kiln techniques and procedures should be revised and investigated to for any excessive rotating of the kiln during shut down or start up or when it is cold during the shutdown it self.
- Kiln ovality and kiln alignment should be monitored and checked in the proper time to keep the kiln in proper mechanical conditions.
Burning Zone Temp. Dangerously Very High
In abnormal operation condition, the following can be detected
- Coating will be dripping off the kiln burning zone wall
- Clinker start to balling in the burning-zone and this phenomenon is called sausage
- Sliding clinker bed will be found in the burning-zone
- Burning zone temperature is too high
- First part of the cooler will have snowman
- Cooler under-grate pressure will be very high
- Burning-zone color will be white-faint yellow
Result of such condition will be the following
- Rapid failure of bricks in the burning zone will take place due to the loss of coating and excessive heat on the bricks
- Red spots on the kiln shell that could be a large area with faint red-hot color, big or small area with red-hot color
- Thermal damage to cooler plates and kiln hood area components will be very costly
Action that should be taken in such conditions
- Reduce fuel rate to minimum until sausage is stopped
- Increase kiln speed by 0.5 rpm more to help breaking the sausage in the burning-zone.
- Increase the air in the cooler hot zone to maximum with creating positive pressure in the kiln hood.
- Reduce primary airflow to control the temperature of the flame
- When the sausage disappears and the agglomeration disappears, start to restore the condition of the burning-zone to normal again by: reducing kiln speed and increasing the I.D. fan speed while increasing the fuel rate
- Reduce fuel rate to minimum until sausage is stopped
- Increase kiln speed by 0.5 rpm more to help breaking the sausage in the burning-zone.
- Increase the air in the cooler hot zone to maximum with creating positive pressure in the kiln hood.
- Reduce primary airflow to control the temperature of the flame
- When the sausage disappears and the agglomeration disappears, start to restore the condition of the burning-zone to normal again by: reducing kiln speed and increasing the I.D. fan speed while increasing the fuel rate
How to prevent this phenomenon
- The laboratory has to evaluate the possibility to provide mix that have less liquid phase
- The operator must be more alert to the condition in the burning-zone
- Evaluate the condition of kiln pyrometer installed in the kiln hood and evaluate the flame position and shape to determine if thinner, longer flame is required since the existing flame may be too wide.
Dangerously High Kiln Inlet Temperature
Reason for high kiln inlet temp.:
- I.D. fan speed sharply increased
- Kiln speed decreased and became too low
- The concentration of sulfur and chlorine in lower most cyclones are very high.
- Lack of materials at kiln inlet due to problems in the kiln feed system or the lower most cyclones are blocked by feed materials and don’t discharge any to the kiln inlet, or the materials are erratically behaving in flushing waves from these cyclones.
- The concentration of sulfur and chlorine may be high in the lower cyclones to the degree that leads to erratic flow of material form these cyclones. This is may be due to either unsuitable by-pass fan speed or due to blocking of by-pass system and/or higher concentration of alkali, chloride and sulfate in the kiln feed
- Carbon monoxide exists in kiln exit gas
Consequences of such condition are:
- The lower most cyclones temperatures increase will lead to blocking of these cyclones by over heated feed material (cake formation)
- The inefficient by-pass system or blocked by-pass system, since there may be a drastic increase in the percent of both of chiorine and sulfate in the lower most cyclones.
- This will make kiln operation increasingly hard with flushes of material coming from these cyclones
- Damage to the kiln inlet area, dust collector and preheater equipment
- The fuel can start ignition in the kiln inlet
- The kiln will start to be in an upset condition
Action that should be taken in such conditions:
- Reduce fuel rate and I.D. fan speed to obtain less than 1-% oxygen in the kiln inlet but the fuel rate should not be completely cut, since this may trigger an explosion in the kiln electrostatic precipitator.
- Increases kiln speed and feed rate
- Don’t open any door in the kiln inlet area, so no fresh air will be introduced into the kiln system.
When the temperature of the kiln inlet starts to be normal, Then
- Return the kiln operation to normal operation conditions
- First start to increase fuel in very slow steps
- Start in the same time increasing the I.D. fan speed in the same slow steps
- Check the kiln inlet area, especially the gas analyzer equipment
How to prevent such condition from occurring:
- The kiln must not be operated without feed for more than 10 minutes
- Kiln operator must look routinely to the trends or curves of the different instruments monitoring the condition of the kiln inlet area.
- The performance of measuring devices in the kiln inlet should be periodically examined.
- During upset conditions, start up and shutdown time, kiln operator should give more attention to the conditions of combustion of the fuel, main burner performance, feed rate flow condition, feed system performance, kiln inlet temperature, I.D. fan speed and how much it is suitable for prevailing kiln conditions
- Keep the by-pass system in good operation condition with suitable fan speed
Unburned Raw Materials in the Kiln Outlet or in the Coolers
When the kiln-burning zone suffers from onrush of partially burned raw feed, the following will take place:
- Black feed area under the main burner flame is greatly advanced in the direction of the kiln nose ring area.
- The burning zone is blacked-out
- When the kiln hood area become black and dusty
- Red grate in cooler and the temperature of the grates will become increasingly high
- Rapid increase in the temperature of the material discharged from the cooler
- Decrease of secondary air and tertiary air temperature
- Cooler drag-chain for transporting of under grate dust and spillage will be either over loaded or amp very high.
Reasons behind this phenomenon are :
- One or more of lower most cyclones filled up with materials and suddenly released, while the kiln was on a maximum speed.
- The breaking of ring formation and the trapped material before it are suddenly released.
- When there are bad kiln operation practices or bad operator behavior, the feed flow to the kiln may be so erratic to the degree that can cause such condition
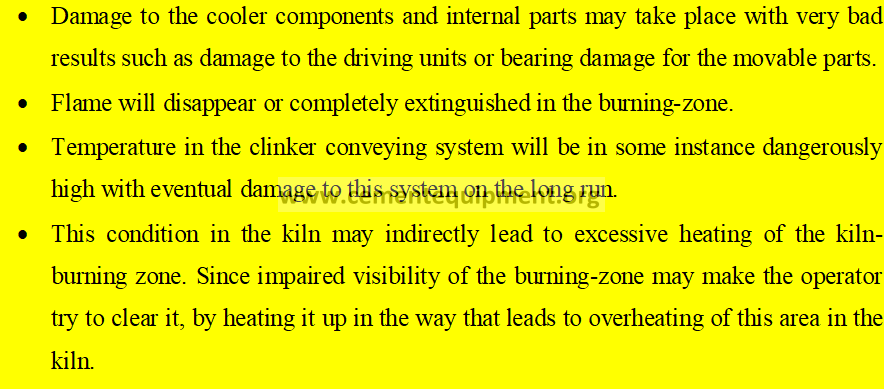
Consequences of such conditions :
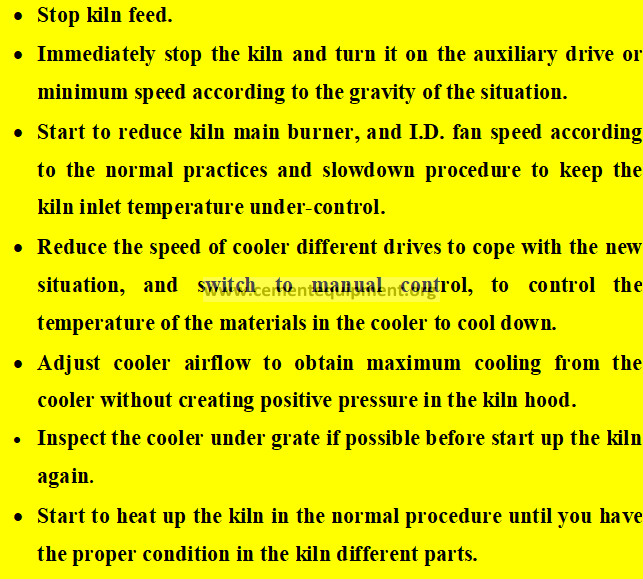
Different actions that should be taken during this condition are :
How to prevent Such Condition:
- Inspect the situation and look for indication that you are over-feeding the kiln
- The burner is not giving the proper amount of fuel to the maximum feed the operator will give to the kiln.
- In the same time put into consideration the speed at maximum feed.
- This study should also look for the situation of the grate cooler especially for the temperature of the tertiary air and the secondary air temperatures.
- This will, in the end, give clear idea about how to achieve kiln operation stability in relation to these conditions previously mentioned.
- The operator behavior should be continuously followed and he should be advised to make frequent visual inspection of the burning-zone in order to be able to learn how to detect any sign of an impending problem related to such formerly explained case
Main Burner Flame Is Distorted
Reason for such condition
- When the kiln burner is not well adjusted or the mechanical parts are not in proper conditions.
- When the electrical instruments of the kiln main burner may cause faulty control of the burner.
- When the burner tip part is blocked by oil fuel and dust or it is damaged
- When the burner pipe bottom is worn out due to falling of protective castable and primary air is escaping from this opining in the bottom of burner pipe
That can be indicated by the following phenomena
- Irregular flame shape and unusual flame shape
- Flame is fragmented in a way that will permit for part of the flame to impinge on lining. This takes place, especially in the area of burning zone nearer to cooling zone in the kiln outlet.
Possible Consequences:
- Thermal damage to kiln burning-zone, kiln shell and kiln hood refractory and kiln mantel door especially if backfire happens in the kiln burning-zone during this period.
- Possible red spots on kiln shell, if this phenomenon is disregarded and neglected.
- Thermal damage to nose ring segments
Action To Be Taken:
- Inspect burner pipe for damage especially in the bottom area where the secondary air loaded with dust from cooler will hit the pipe in great speed.
- If the burner flame is so distorted that is greatly impinge on the lining of the burning zone i.e. bricks, the kiln should be shutdown immediately.
- If the burner condition can permit for adjusting it during operation without danger of aggravating the burner condition, then the burner must be adjusted in way to provide for smooth operation until a scheduled shutdown is decided to repair the burner pipe.
How To Avoid Such Case:
During any regular kiln shutdown, burner pipe must be inspected and repaired in the best possible way. The price of neglecting the burner pipe or to economize in the spare parts will be lost production or lost kiln linings and the final result will be again lost production.
Try to provide the best protection for the burner pipe. Burner pipe is one of the most troublesome parts of the kiln section that can give hard job for the kiln manager if he neglects the process of casting it. Buy the best castables and anchor available for the burner pipe.
Investigate the process of casting the burner pipe and the techniques used in this process.
The primary air fan must be programmed in a way that provide for its operation at least two hours after the burner is stopped.
Never pull out the burner pipe after kiln shut down, but continue with the primary air fan for cooling and don’t take out the burner pipe from kiln hood before four hour after kiln shut down to protect the castable on the pipe from taking unnecessary thermal shock.
Failure of Precalciner Burners
Reason for Such Case
- Interlock with the uppermost (top) cyclones temperature. In order to protect the I.D. fan impeller and shaft from overheating, this interlock is activated in the kiln system.
- The gas temperature of the precalciner vessel rises to >1000C
- The gas temperature of lower most cyclones that receive gas and materials from the precalciner rises to >1000ºC.
- The temperature of the fuel decreases less than 65C.
- If the kiln feed system is stopped for any reasons mechanical electrical or extraction problem.
During Kiln Shutdown, the following area should be taken care of:
- Kiln Feed System
- Kiln fuel station and heating system
- Burners valve trains